1
Известно устройство для набора нластин в зубчатую день, содержащее смонтированные на станине бункера, связанные через лотки с узлами набора нластин в виде й:агазинов с установленными в них шиберами, а также установочко-транснортирующий механизм и стуненчатый кожух-упор.
Однако известное устройство не обеспечивает сборку пластинчатой цепи требуемой толщины из пластин, имеющих кривизну п разную толщину.
В предложенном устройстве с целью повыщения производительности и набора пластин заданной толщины ступенчатый кожухупор снабжен расположенными последовательно и частично перекрывающими друг друга понарно и под заданным углом одна относительно другой Г-образными пластинами, закрепленными консольно к внутренннм боковым стенкам рабочего паза, предусмотренного в кожухе-упоре, а установочно-транспортирующий механизм выполнен в виде соединенных между собой последовательно профильных секций-спутников, установленных в направляющих станины, при этом на каждом спутнике расположен ролик, входящий в паз приводного вала устройства.
Для конторля набора пластин и его толщины узлы набора снабжены расположенными симметрично относительно каждого щибера
контрольными валиками, на кажком из которых установлен флажок-сигнализатор, взаимодействующий с щибером, снабженным фиксатором.
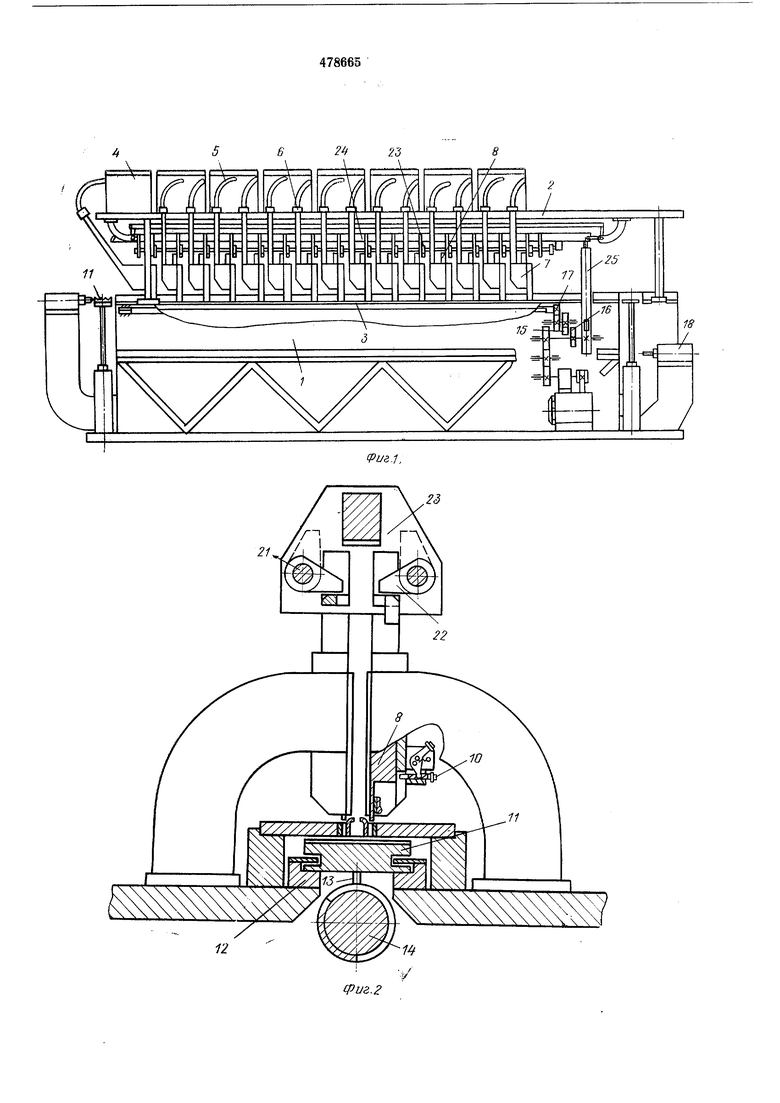
На фиг. 1 показано устройство для набора пластин зубчатых цепей, общий вид; на фиг. 2, 3 - узлы набора пластин; на фиг. 4 - схема расположения кожухов упоров; на фиг 5- установочно-транспортирующий механизм.
Станина 1 устройства состоит из верхней 2 и нижней 3 плит. На верхней плите 2 смонтированы вибрационные бункера 4 с лотками 5 и контрольными датчиками 6, а на нижней - узлы набора пластин, состоящие из магазина 7, в котором расположены щибер 8 с пружиной 9 и фиксатор 10 выключения узла. Установочно-трапснортирующий механизм для пластин состоит из отдельных соединенных между собой последовательно (плоских) профильных секций-спутников 11, которые установлены в направляющих 12, смонтированных на нижней плите 3. Каждая секция-спутник 11 снабжена роликом 13, который входит в паз приводного винта 14. Движение приводной винт 14 получает от приводного кулачкового вала 15 посредством мальтийского механизма 16 и зубчатой передачи 17.
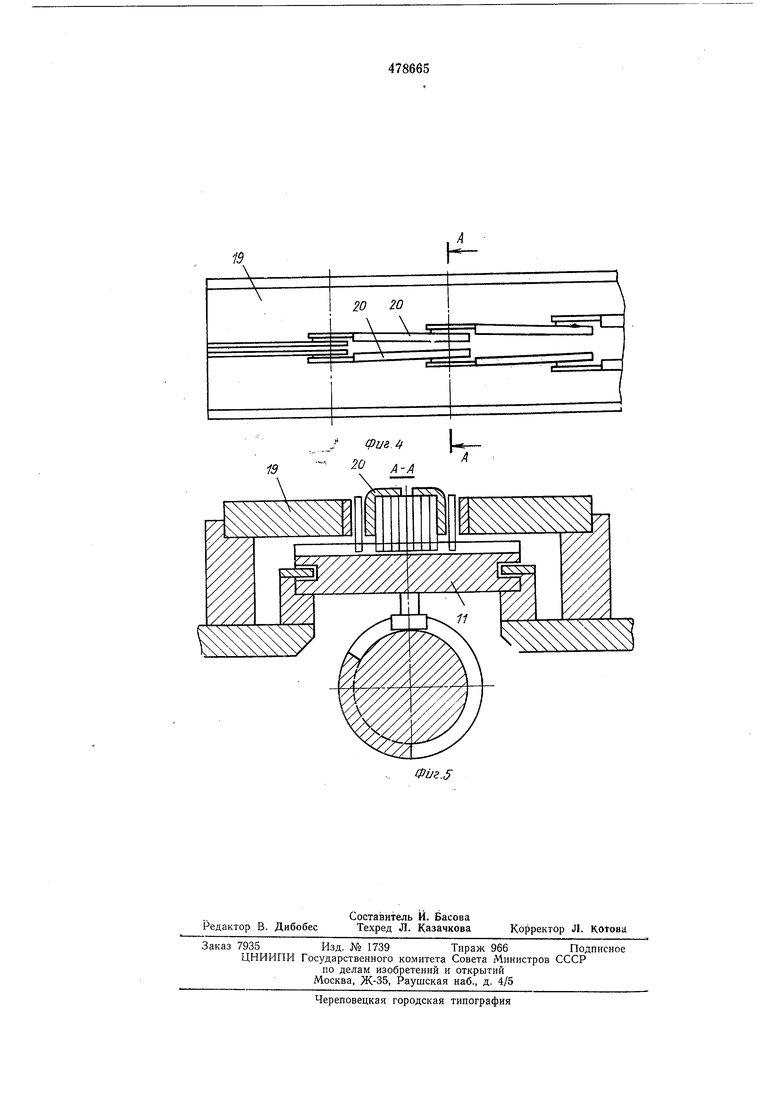
Внутри станины 1 смонтирована станция 18 возврата секций-спутников 11. На плите 3 закреплен ступенчатый кожух-упор
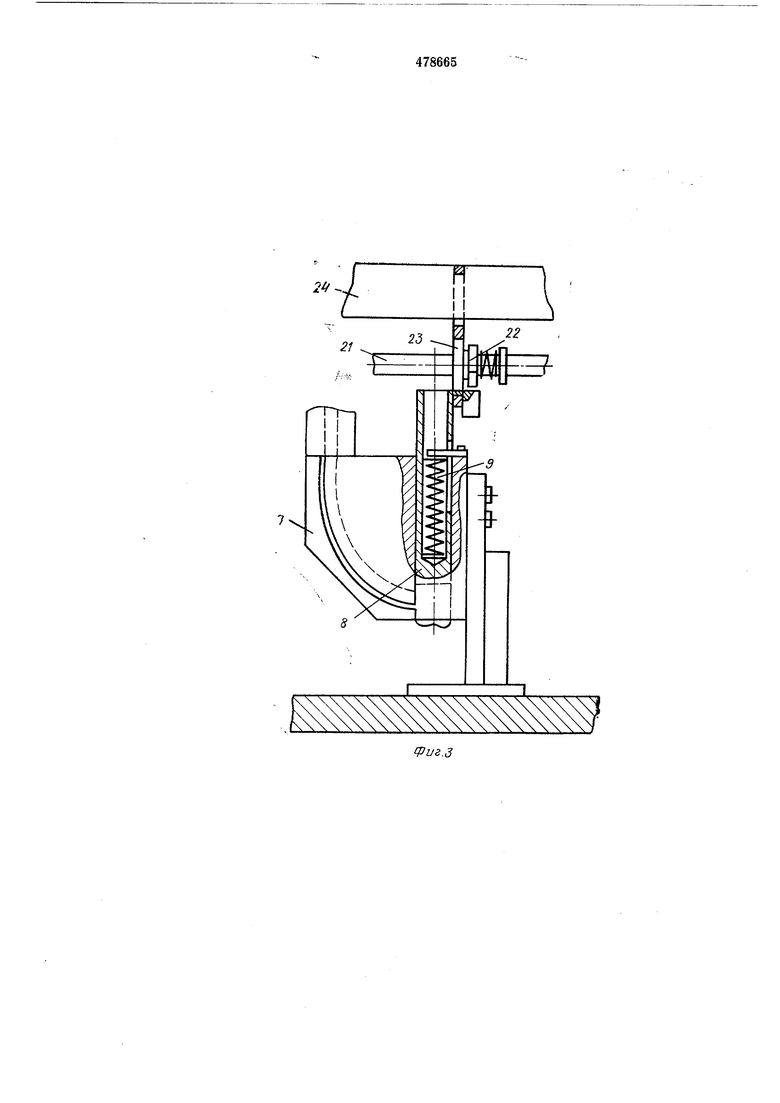
19, в рабочем пазу которого установлены Гобразные пластины 20, длина которых соответствует расстоянию между узлами набора. Все механизмы получают рабочее движение от двух кулачковых приводных валов 15. Узлы набора снабжены контрольными валиками 21 с флажками-сигнализаторами 22. Шибера 8 приводятся в движение с помощью ириводных пластин 23 со штангой 24 от кулачковых валов 15 через ползуны 25.
Приводные кулачковые валы 15 через мальтийский механизм 16 и зубчатую передачу 17 поворачивает винт 14 на один оборот. При этом секции-спутники 11 посредством ролика 13 перемещаются на величину двух шагов цепи (шаг цепи соответствует расстоянию между двумя отверстиями одной пластины). Пластина будущей цепи из вибрационного бункера 4 через лоток 5 направляется вертикально вниз в магазин 7. При опускании приводных пластин 23 штанги 24 вниз, шибера 8 от пружины 9 движутся вниз из магазина
7перемещают пластину цепи через ячею кожуха-упора 19 в секцию-спутник И в определенном порядке. Ячея образуется между заходом новой ступени паза кол :уха-упора 19
и консольным концом Г-образной пластины 20. При этом собираемая пластина отделена от собранной цепи Г-образной пластиной 20.
8процессе транспортировки установленная пластина выходит из ячеи, благодаря углу между Г-образными пластинами в пазу кожуха-упора, прилегает к набранной цепи и транспортируется к следующему узлу набора. Вдоль установочно-транспортирующей системы расположено такое количество узлов набора, которое обеспечивает набор максимальной ширины цепи. В случае набора ширины цепи меньше максимальной, часть узлов выключается вводом фиксатора 10 в шибер 8. Если пластина не устанавливается через ячею в секцию-спутник 11, шибер 8 нажимает
на флажок-сигнализатор 22, взаимодействующий с Контрольным валиком 21, указываю щим на неправильность сборки.
При отсутствии пластин в лотках-накопителях 5 срабатывает датчик 6, подаюпшй световой сигнал на нульт управления.
Приводными нластинамн 23 и штангой 24 шибера 8 возвращаются в исходное положение, отсекая поштучно пластину, и сжимают рабочую пружину 9. Приводной вал 15 поворачивается и цикл повторяется.
Предмет изобретения
Устройство для иабора пластин в зубчатую цепь, содержащее смонтированные на станине вибрационные бункеры, связанные через лотки с узлами иабора пластин в виде магазинов с установленными в них шиберами, а также установочно-транспортирующий механизм и ступенчатый кожух-упор, отличающееся тем, что, с целью повышения производительности и обеспечения набора пластин в цепь заданной толщины, ступенчатый кожухупор снабжен расположенными последовательно и частично перекрывающими друг друга попарно и под заданным углом одна относительно другой Г-образными пластинами, закрепленными консольно к внутренним боковым стенкам рабочего паза, предусмотренного в кожухе-упоре, а установочно-транспортирующий механизм вынолнен в виде соединенных между собой последовательно профильных секций-спутников, установленных в направляющих станины, при этом на каждом спутнике расположен ролик, входящий в паз приводного вала устройства.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения контроля набора пластин и его толщины, узлы набора снабжены расположенными симметрично относительно каждого шибера контрольными валиками, на каждом из которых установлен флажок-сигнализатор, взаимодействующий с шибером, снабженным фиксатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ТАБЛЕТИРОВАНИЯ ПРЕССМАТЕРИАЛА | 1966 |
|
SU182316A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Устройство для снятия заусенцев с вкладышей подшипников скольжения и очистки их наружной поверхности | 1985 |
|
SU1297994A1 |
| Устройство для установки оптических деталей | 1984 |
|
SU1178568A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ ЖИДКОЙ УГЛЕКИСЛОТОЙ | 1966 |
|
SU184700A1 |
| ПОЗИЦИОНИРУЮЩЕЕ УСТРОЙСТВО ПЕЧАТНОЙ МАШИНЫ | 1999 |
|
RU2221700C2 |