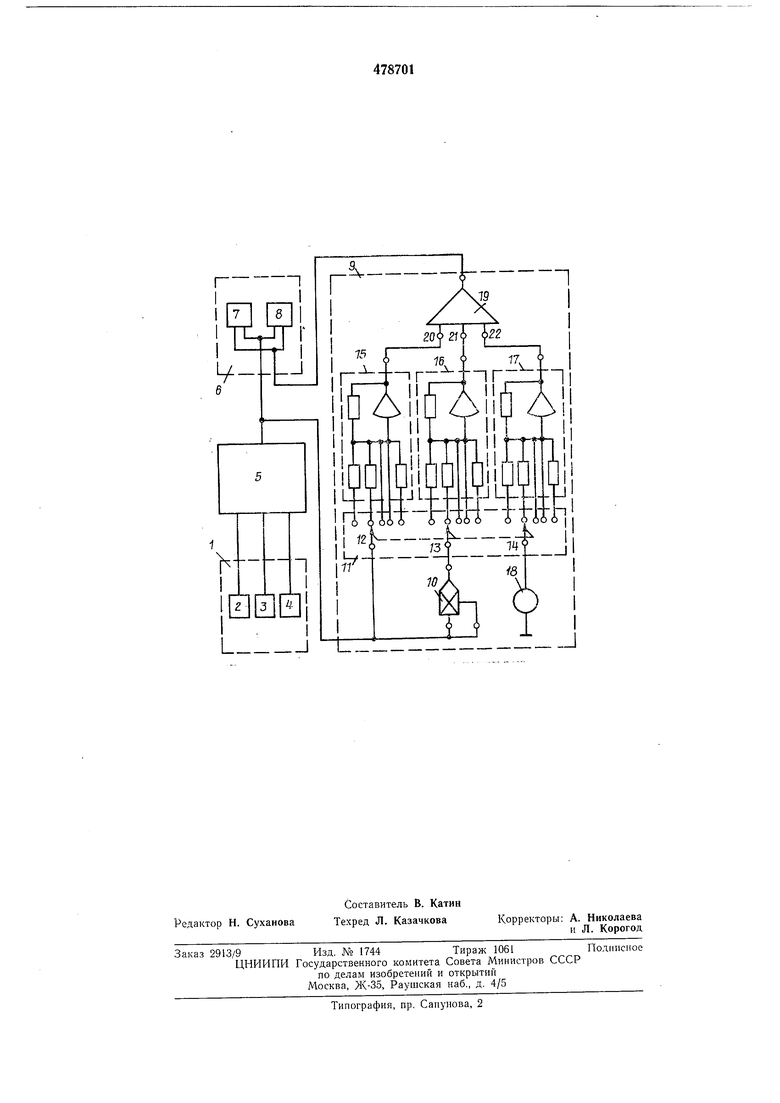
основных показателей - глубине взаимного проплавления деталей непосредственно в ходе выполнения сварки по рассчитанным блоком 5 значениям диаметра ядра и состоит из квадратора 10, переключателя 11 с подвижными контактами 12-14, предназначенного для измерения режима работы устройства в соответствии с изменением толщины и марки свариваемых материалов, операционных усилителей 15-17, источника 18 опорного напряжения и сумматора 19.
Датчики 2-4 блока 1 подключены к входам блока 5, выход которого подключен к входам квадратора 10 и к подвижному контакту 12 переключателя 11; неподвижные контакты нереключателя 11, соответствующие подвижному контакту 12 подключены к входам операционного усилителя 15, выход которого соединен с входом 20 сумматора 19. Вход 21 сумматора 19 подключен к выходу операционного усилителя 16, входы которого подключены к неподвижным контактам переключателя И, соответствующим подвижному контакту 13, который в свою очередь соединен с выходом квадратора 10. Один из полюсов источника 18 опорного напряжения соединен с подвижным контактом 14 переключателя 11 (второй полюс заземлен, а соответствующие ему неподвижные контакты подключены к входам операционного усилителя 17, выход которого соединен с входом 22 сумматора 19, а его выход в свою очередь подключен к одному из входов цифрового измерителя 7 и цифропечатающего механизма 8, вторые входы которых соединены с выходом блока 5.
Предлагаемое устройство работает следующим образом.
Блоком 5 по текущим параметрам процесса, измеряемым датчиками 2-4 непосредственно в ходе сварки, рассчитывается диаметр ядра точки. Напряжение с его выхода, пропорциональное диаметру ядра точки, поступает на вход блока 9, точнее на квадратор 10, и через подвижный контакт 12 переключателя 11 - на один из входов операционного усилителя 15.
Переключателем 11 устанавливаются коэффициенты передачи операционных усилителей 15-17, определяемые маркой и толщиной свариваемого материала. Операционными усилителями 15 и 16 производится умножение напряжений, пропорциональных диаметру и квадрату диаметра ядра сварной точки, на установленные переключателем 11 коэффициенты соответственно. Напряжение на выходе операционного усилителя 17 в процессе сварки не изменяется и зависит от положения подвижного контакта 14 переключателя 11. Для его
формирования служит источник 18 опорного напряжения. Напряжения с выходов операционных усилителей 15-17 поступают на входы 20-22 сумматора 19. Коэффициенты передачи по каждому из входов сумматора 19 выбраны гак, что напряжение на его выходе к моменту окончания сварки пропорционально глубине взаимного проплавления деталей, отнесенной к их толщине в процентах.
Это напряжение, также как и напряжение с выхода блока 5, пропорциональное диаметру ядра точки в миллиметрах, поступает на цифровой измеритель 7 и цифропечатающий механизм 8 блока 6 индикации, которые производят индикацию и запись параметров качества сварки на бумажную ленту.
Предмет изобретения
1.Устройство контроля качества контактной точечной сварки, содержащее блок измерения параметров процесса, блок вычисления диаметра ядра сварной точки и блок индикации, соединенные между собой так, что блок вычисления диаметра ядра сварной точки входом подключен к выходу блока измерения параметров процесса, а выходом - к входу блока индикации, отличающееся тем, что, с целью повыщения точности контроля качества сварных соединений, в него дополнительно включен блок вычисления глубины взаимного проплавления деталей, вход которого подключен к выходу блока вычисления диаметра ядра сварной точки, а выход - к блоку индикации.
2.Устройство по п. 1, отличающееся тем, что блок вычисления глубины взаимного проплавления деталей выполнен в виде квадратора, переключателя с подвижными контактами, операционных усилителей, источника опорного напряжения и сумматора на три входа, при этом выход блока вычисления диаметра ядра сварной точки подключен к двум входам операционных усилителей, к одному из которых он подключен через контакты переключателя, а к другому - через интегратор и контакты переключателя, вход третьего операционного усилителя подключен через контакты переключателя к источнику опорного напряжения, выходы же всех операционных усилителей подсоединены к входу сумматора, выход которого подключен к одному из входов цифрового измерителя и цифропечатающего механизма, вторые входы которых соединены с выходом блока вычисления диаметра ядра сварной точки.
Г
L.I
П
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1973 |
|
SU405679A1 |
| Устройство для контроля качества точечной контактной сварки | 1976 |
|
SU707726A2 |
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU550253A1 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Устройство для контроля качества точечных сварных соединений | 1977 |
|
SU785728A1 |
| УСТРОЙСТЮ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ | 1979 |
|
SU825291A1 |
| Устройство для решения задач дискретного программирования | 1980 |
|
SU928372A2 |
| Устройство для решения задач дискретного программирования | 1977 |
|
SU739562A1 |
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU662296A2 |
| Устройство для измерения активногоСОпРОТиВлЕНия СВАРОчНОгО КОНТуРА | 1979 |
|
SU852475A1 |