Изобретение относится к области обработки и сварки материалов и может быть использовано для контроля качества сварных соединений в процессе их выполнения точечной, шовной и рельефной сваркой.
Известно устройство для контроля качества контактной точечной сварки, содержащее блок измерения параметров процесса, блок вычисления диаметра ядра сварной точки, блок индикации и блок вычисления глубины взаимйого пронлавления деталей. В известном устройстве блок вычисления диаметра ядра сварной точки своим входом подключен к выходу блока измерения параметров процесса, а выходом - к блоку индикации и входу блока вычисло1;ия глубины взаимного проплавления деталей, выход которого соединен с блоком индикации.
Контроль каче.тва сварки в известном устройстве осуществляется по диаметру ядра сварной точки и глубине взаимного проплавления деталей на основе информации об изменении параметров режима.
Недостатком известного устройства является низкая точность контроля качества сварки при наличии выплесков, что требует введения операции дополнительного контроля сварного соединения, например, с помощью рентген- контроля, что снижает производительность
контактной сварки и удорожает нроцесс изготовления сварных конструкций.
Цель изобретения - повышение точности контроля качества сварных соединений.
Для этого в предлагаемое устройство введен блок обнаружения выплесков, один из входов которого подключен к выходу блока измерения параметров процесса, а другой - к выходу блока вычисления диаметра ядра сварной точки, а выход-ко входу блока вычисления диаметра ядра сварной точки и блоку индикации.
Кроме того, блок обнаружения выплесков выполнен в виде синхронизатора, аналоговый и синхронизирующий выходы которого соединены с входами схемы запоминания и схемы сравнения, выход схемы запоминания соединен со входом схемы сравнения, а выход схемы сравнения соединен с одним из входов синхронизатора.
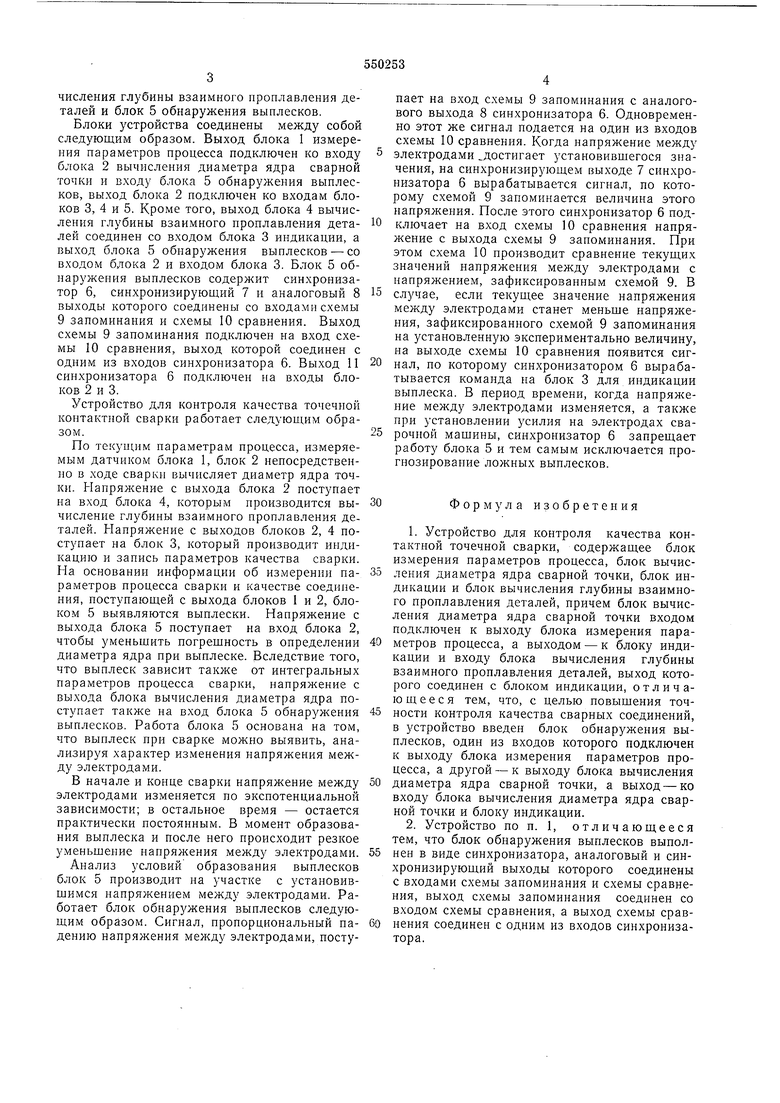
На фиг. 1 представлена структурная схема предлагаемого устройства; на фиг. 2 - график изменения во времени напряжения между электродами при выплеске.
Устройство содержит блок 1 измерения параметров процесса, включающий в себя датчик сварочного тока, датчик падения напряжения на электродах и датчик усилия сжатия электродов, блок 2 вычисления диаметра ядра сварной точки, блок 3 индикации, блок 4 вычисления глубины взаимного нроплавления деталей и блок 5 обнаружения выплесков.
Блоки устройства соединены между собой следующим образом. Выход блока 1 измерения параметров процесса нодключен ко входу блока 2 вычисления диаметра ядра сварной точки и входу блока 5 обнаружения выплесков, выход блока 2 подключен ко входам блоков 3, 4 и 5. Кроме того, выход блока 4 вычисления глубины взаимного нроплавления деталей соединен со входом блока 3 индикации, а выход блока 5 обнаружения выплесков - со входом блока 2 и входом блока 3. Блок 5 обнаружения выплесков содержит синхронизатор 6, синхронизирующий 7 и аналоговый 8 выходы которого соединены со входами схемы 9 запоминания и схемы 10 сравнения. Выход схемы 9 запоминания подключен на вход схемы 10 сравнения, выход которой соединен с одним из входов синхронизатора 6. Выход 11 синхронизатора 6 подключен на входы блоков 2 и 3.
Устройство для контроля качества точечной контактной сварки работает следующим образом.
По текущим параметрам процесса, измеряемым датчиком блока 1, блок 2 непосредственно в ходе сварки вычисляет диаметр ядра точки. Напрялсение с выхода блока 2 поступает на вход блока 4, которым производится вычисление глубины взаимного проплавления деталей. Напряжение с выходов блоков 2, 4 поступает на блок 3, который производит индикацию и запись параметров качества сварки. На основании информации об измерении параметров процесса сварки и качестве соединения, поступающей с выхода блоков I и 2, блоком 5 выявляются выплески. Напряжение с выхода блока 5 поступает на вход блока 2, чтобы уменьшить погрещность в определении диаметра ядра при выплеске. Вследствие того, что выплеск зависит также от интегральных параметров процесса сварки, напряжение с выхода блока вычисления диаметра ядра поступает также на вход блока 5 обнарул ения выплесков. Работа блока 5 основана на том, что выплеск при сварке можно выявить, анализируя характер изменения напряжения между электродами.
В начале и конце сварки напряжение между электродами изменяется по экспотенциальной зависимости; в остальное время - остается практически постоянным. В момент образования выплеска и после него нроисходит резкое уменьщение напряжения между электродами.
Анализ условий образования выплесков блок 5 производит на участке с установившимся напряжением между электродами. Работает блок обнаружения выплесков следующим образом. Сигнал, пропорциональный падению напряжения между электродами, поступает на вход схемы 9 запоминания с аналогового выхода 8 синхронизатора 6. Одновременно этот же сигнал подается на один из входов схемы 10 сравнения. Когда иапряжение между
электродами достигает установивщегося значения, на синхронизирующем выходе 7 синхронизатора 6 вырабатывается сигнал, по которому схемой 9 запоминается величина этого напряжения. Носле этого синхронизатор 6 подключает на вход схемы 10 сравнения напряжение с выхода схемы 9 заноминания. При этом схема 10 производит сравнение текущих значений напряжения между электродами с напряжением, зафиксированным схемой 9. В
сл)чае, если текущее значение напряжения между электродами станет меньще напряжения, зафиксированного схемой 9 запоминания на установленную экспериментально величину, на выходе схемы 10 сравнения появится сигнал, по которому синхронизатором 6 вырабатывается команда на блок 3 для индикации выплеска. В период времени, когда напряжение между электродами изменяется, а также при установлении усилия на электродах сварочной мащины, синхронизатор 6 запрещает работу блока 5 и тем самым исключается прогнозирование ложных выплесков.
Формула изобретения
1.Устройство для контроля качества контактной точечной сварки, содержащее блок измерения параметров процесса, блок вычисления диаметра ядра сварной точки, блок индикации и блок вычисления глубины взаимного проплавления деталей, причем блок вычисления диаметра ядра сварной точки входом подключен к выходу блока измерения параметров процесса, а выходом - к блоку индикации и входу блока вычисления глубины взаимного проплавления деталей, выход которого соединен с блоком индикации, отличающееся тем, что, с целью повыщения точности контроля качества сварных соединений, в устройство введен блок обнаружения выплесков, один из входов которого подключен к выходу блока измереиия параметров процесса, а другой - к выходу блока вычисления
диаметра ядра сварной точки, а выход - ко входу блока вычислеиия диаметра ядра сварной точки и блоку индикации.
2.Устройство по п. 1, отличающееся тем, что блок обнаружения выплесков выполней в виде синхронизатора, аналоговый и синхронизирующий выходы которого соединены с входами схемы запоминания и схемы сравнения, выход схемы запоминания соединен со входом схемы сравнения, а выход схемы сравнения соединен с одним из входов синхронизатора.
в 9
10
ft
,J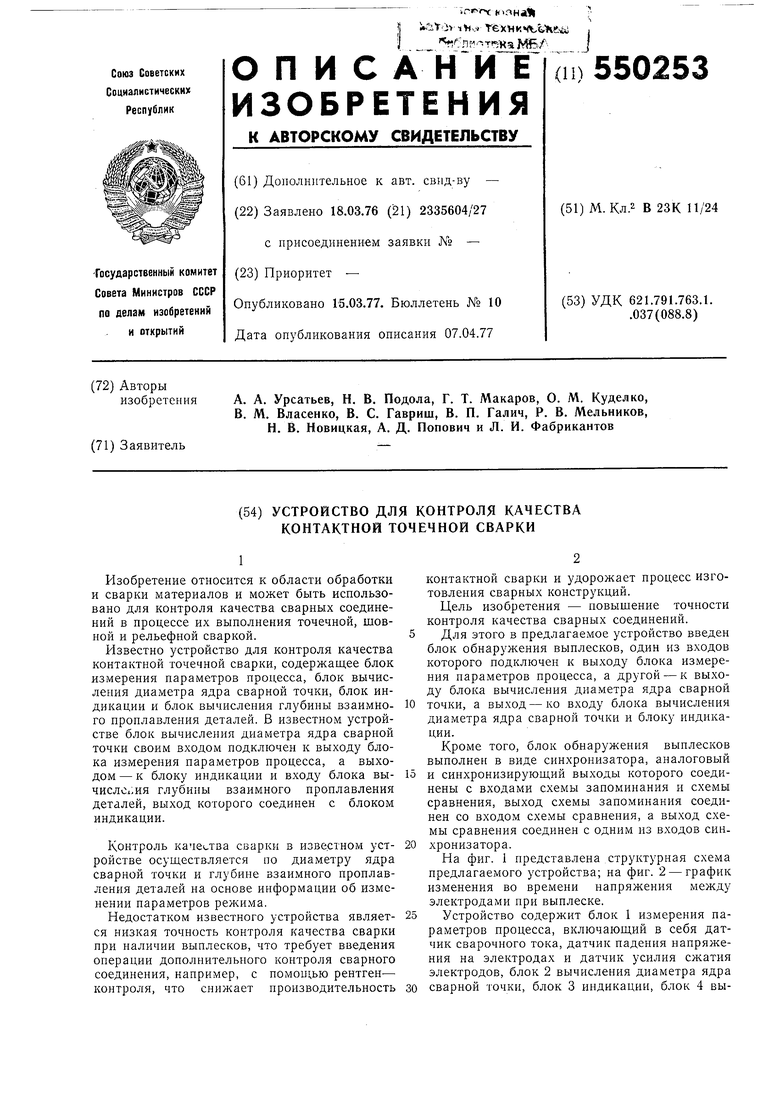
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU662296A2 |
| Устройство контроля качества контактной точечной сварки | 1974 |
|
SU478701A1 |
| Устройство для контроля качества точечной контактной сварки | 1976 |
|
SU707726A2 |
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU747654A1 |
| Способ измерения напряжения на электродах сварочной машины | 1978 |
|
SU685460A1 |
| УСТРОЙСТЮ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ | 1979 |
|
SU825291A1 |
| Устройство для контроля и управления процессом контактной сварки | 1976 |
|
SU656767A2 |
| Способ контроля качества точечной контактной сварки | 1976 |
|
SU721279A1 |
| Устройство для управления процессом контактной точечной сварки | 1978 |
|
SU737159A1 |
Выплеск
X
