1
Изобретение относится к способам снижения остаточных напряжений в отливках и может быть применен в машиностроительной промышленности, в литейных цехах, на участках окончательной обработки отливок в крупносерийном и массовом нроизводстве.
Известен способ снижения остаточных напряжений в отливках путем их электрогидравлической обработки в жидкости, при котором отливки погружают в сосуд с рабочей жидкостью, например с водой, и затем производят высоковольтные разряды между электродами и отливкой. Под действием ударных волн и гидропотоков, возникаюидих при высоковольтном разряде в жидкости, стенки отливки упруго деформируются. Временные импульсные нанряжения, возникаюш;ие при упругой деформации, складываются с остаточными н лшгут достигать величины динамического предела текучести материала отливки.
Однако при таком способе снижения остаточных напряжений в отливках с использованием электрогидравлического эффекта, когда рабочая жидкость омывает отливки со всех сторон, упругие деформации стенок отливок от разрядов невелики и, следовательно, эффективность способа низка. Указанное обстоятельство ограничивает возможность практического использования электрогидравлического способа снижения остаточных напряжении в отливках.
Целью изобретения является повышение производительности при снижении остаточных напряжений в тонкостенных отливках.
Это достигается тем, что поверхность отлнвки, противоположную действию разряда, предварительно поджимают резиновой камерой, наполненной сжатым воздухом.
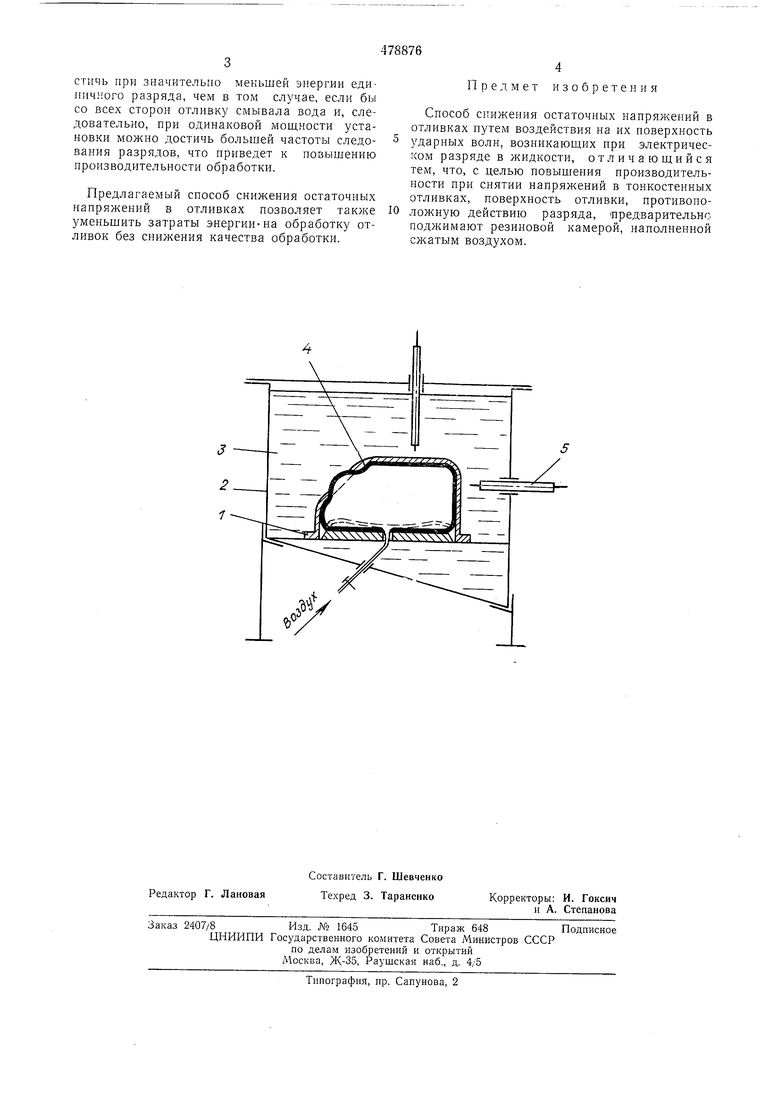
Па чертеже показана схема осунцествленпя снособа.
Снижение остаточных напряжений в отливках осун-1,ествляют следующим образом.
Отлнвку 1, обрубленную, очии1,ениую и обработаную на металлорежущих станках для снятия значительного припуска, опускают в емкость 2 с водой 3. Затем поверхность отливки, противоположную действию разряда, поджн.мают резииовой камерой 4, наполненной сжатым воздухом. После этого отливку подвергают воздействию разрядов, осуш,ествляемых между электродами 5 и отливкой 1. Перед тем, как достать отливку из емкости, воздух из резиновой камеры выпускают. Возникающие при разрядах ударные волны и гидропотокн воздействуют на стенки отливки, упруго деформируя их. В предлагаемом способе упругую деформацию, достаточную для интенсивного снижения напряжений, можио достичь при значительно меньшей энергии единичного разряда, чем в том случае, если бы со всех сторон отливку смывала вода и, следовательно, при одинаковой мощности установки можно достичь большей частоты следования разрядов, что приведет к новышению производительности обработки.
Предлагаемый способ снижения остаточных напряжений в отливках позволяет также Зменьшить затраты энергии-на обработку отливок без снижения качества обработки.
Предмет изобретения
Способ снижения остаточных напряжений в отливках путем воздействия на их поверхность ударных волн, возникаюпдих нри электрическом разряде в жидкости, отличаюш;ийся тем, что, с целью повышения производительности при снятии напряжений в тонкостенных отливках, поверхность отливки, противоположную действию разряда, предварительно поджимают резиновой камерой, наполненной сжатым воздухом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки отливок и устройство для его осуществления | 1980 |
|
SU865514A1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201812C2 |
| Способ обработки чугунных отливок | 1989 |
|
SU1713735A1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ РАЗДАЧИ ВТУЛОК | 2011 |
|
RU2497622C2 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2181634C2 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2162491C2 |
| СПОСОБ ОТДЕЛЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ОСАДКОВ С КАТОДОВ | 1991 |
|
RU2020193C1 |
| Установка для электрогидравлической очистки отливок | 1990 |
|
SU1764809A1 |
| Технологическая оснастка электрогидравлических установок | 1981 |
|
SU932704A1 |
| Устройство для очистки изделий от твердых покрытий и солевых отложений (варианты) | 2022 |
|
RU2807275C1 |
4
