Изобретение относится к прокатному производству, а именно к средствам автоматизации прокатного производства
Цель изобретения - повышение точности регулирования толщины полосы.
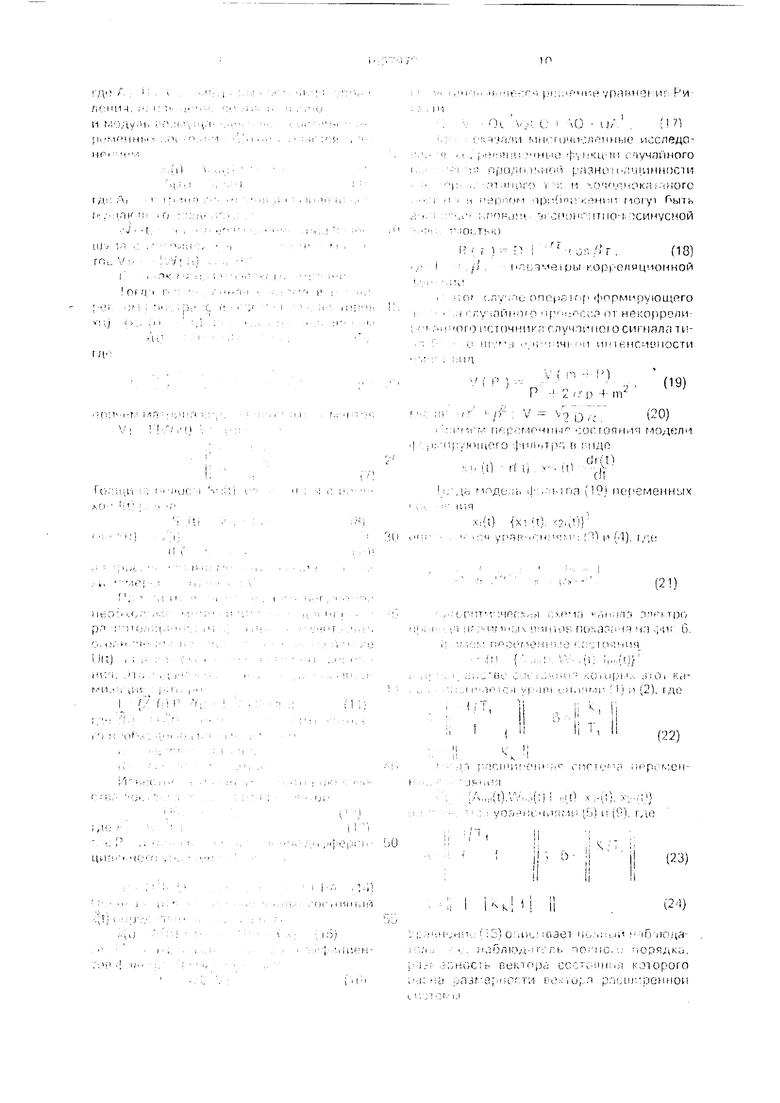
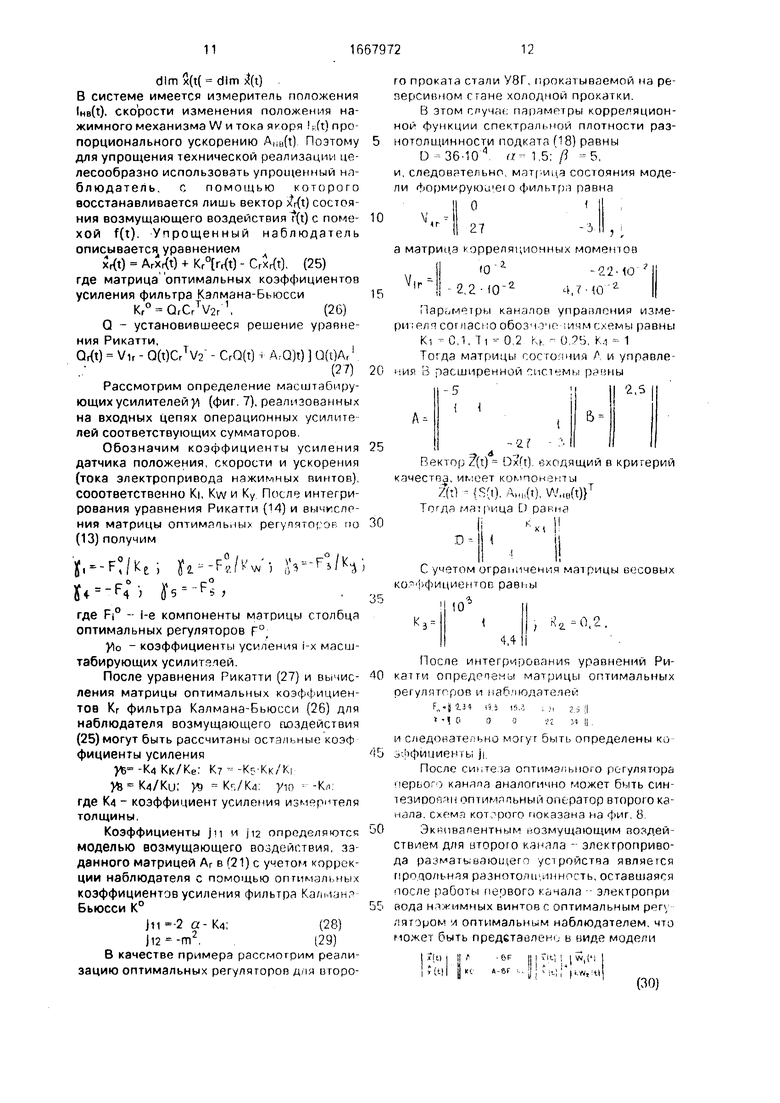
На фиг. 1 представлена структурная схема устройства для автоматического регулирования толщины полосы на прокатном стане; на фиг. 2 - укрупненная схема устройства (где KKI, Кк2, Ккз- коэффициенты передачи клети на выходную толщину по различным каналам управления; KSL Ks2. Кзз - коэффициенты взаимосвязей между каналами; 5ь - возмущающее воздействие в виде разнотолщинности подката: 5з и S - заданное и истинное значения толщины прокатываемой полосы; I - значение положения нажимных винтов; Р - давление в гидроцилиндрах опорных валков; Т - натяжение полосы; ЗН и ЗД - задатчики изменения натяжения и давления, которые являются масштабирующими усилителями,
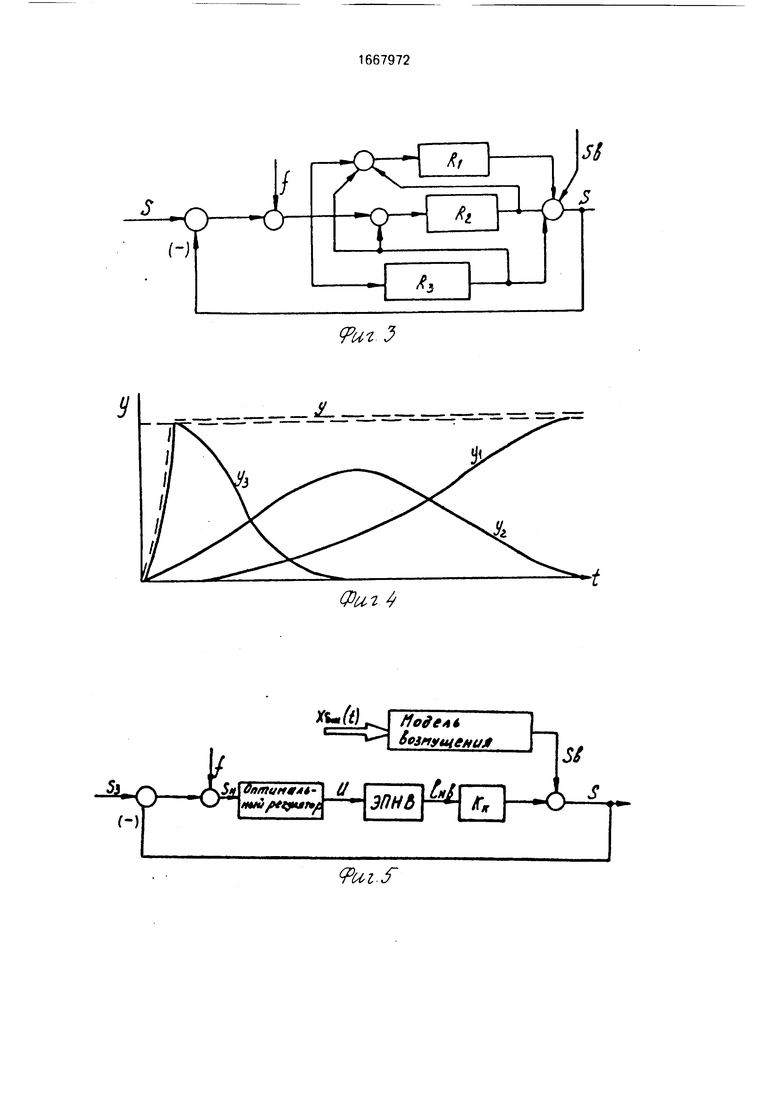
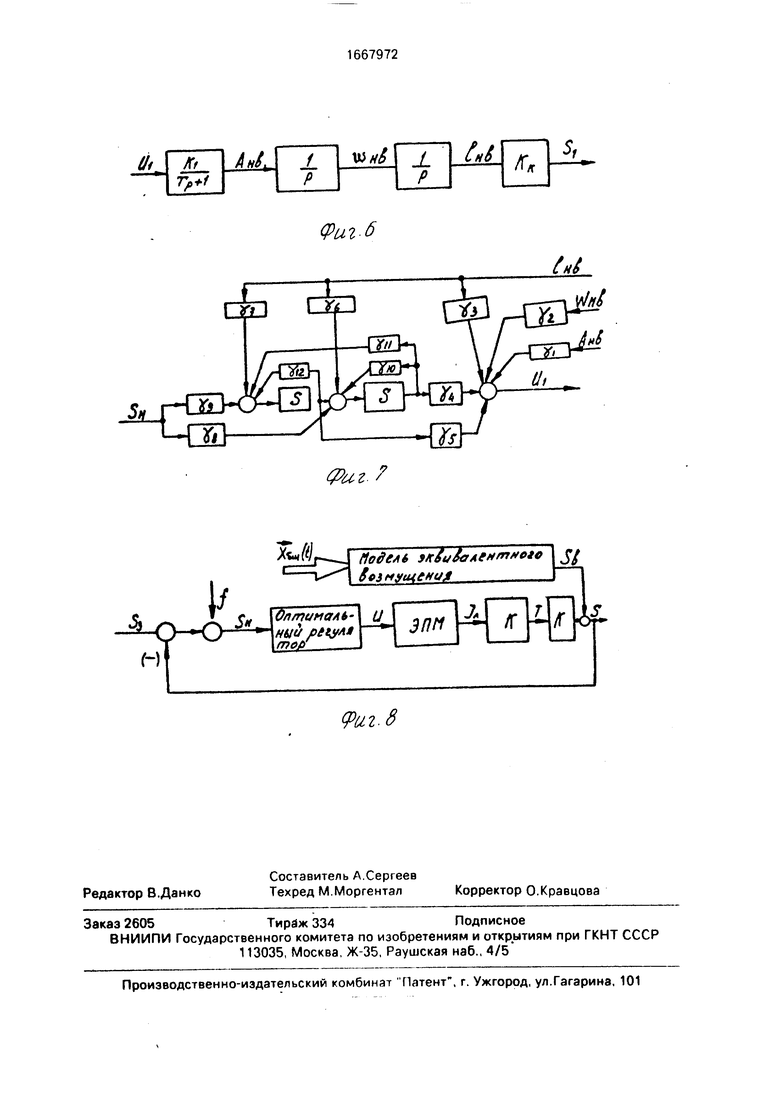
необходимыми для выравнивания коэффициентов усиления отдельных каналов управления, причем масштабирующие усилители реализованы на входных цепях операционных усилителях соответствующих сумматоров, показанных на фиг. 1): на фиг. 3 - алгоритмическая схема устройства (где RL R2. РЗ - операторы каналов электропривода нажимных винтов, электрогидравлического и задней моталки в разомкнутом состоянии): на фиг. 4 - переходные процессы в системе при отработке скачкообразного изменения толщины полосы (где у-выходная координата устройства, yi, y2, уз - выходные координаты первого, второго и третьего каналов (соответственно); на фиг. 5 - схема синтеза оптимального канала электропривода и нажимных винтов; на фиг. 6 - алгоритмическая схема канала ЭПНВ (где 1Нв, WHS. Анв - значения положения, скорости, и ускорения нажимных винтов); на фиг. 7 - алгоритмическая схема регулятора канала
(Л
С
ON О VI Ю VI
ю
электропривода нажимных винтов; на фиг. 8 - схема рптимального синтеза второго канала электропривода задней моталки.
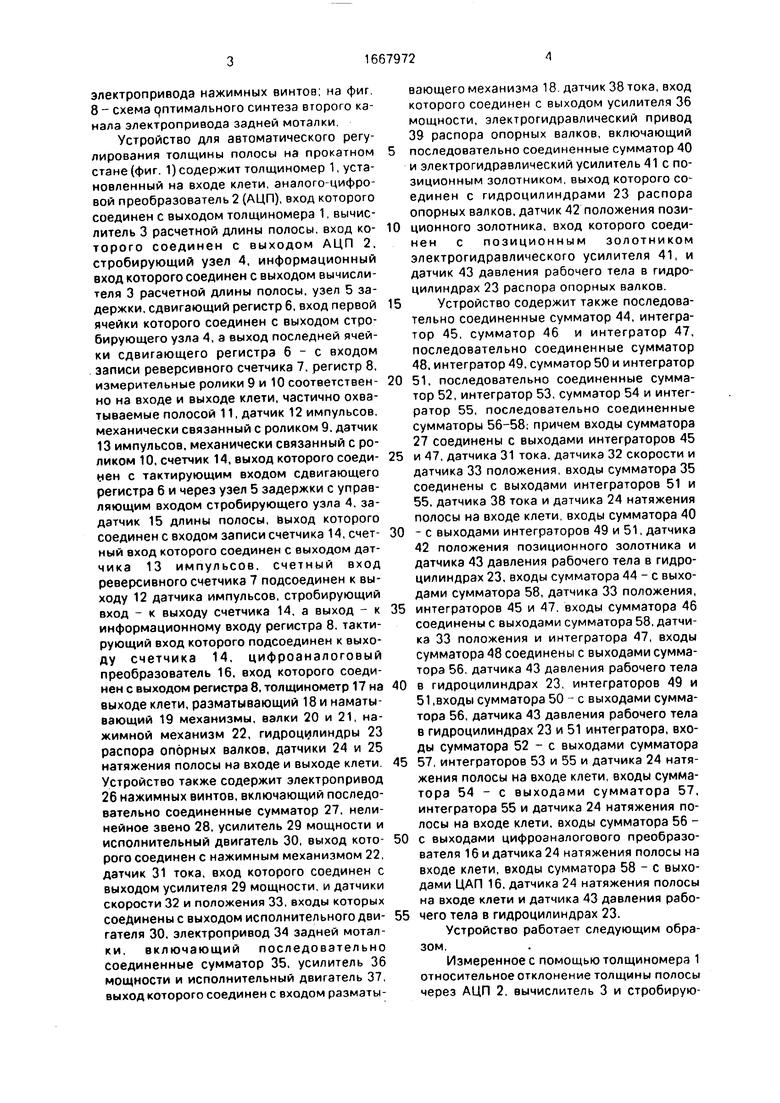
Устройство для автоматического регулирования толщины полосы на прокатном стане (фиг. 1) содержит толщиномер 1, установленный на входе клети, аналого-цифровой преобразователь 2 (АЦП), вход которого соединен с выходом толщиномера 1, вычислитель 3 расчетной длины полосы, вход ко- торого соединен с выходом АЦП 2. стробирующий узел 4, информационный вход которого соединен с выходом вычислителя 3 расчетной длины полосы, узел 5 задержки, сдвигающий регистр 6, вход первой ячейки которого соединен с выходом стро- бирующего узла 4, а выход последней ячейки сдвигающего регистра б - с входом записи реверсивного счетчика 7. регистр 8, измерительные ролики 9 и 10 соответствен- но на входе и выходе клети, частично охватываемые полосой 11, датчик 12 импульсов, механически связанный с роликом 9. датчик 13 импульсов, механически связанный с роликом 10, счетчик 14, выход которого соеди- нен с тактирующим входом сдвигающего регистра 6 и через узел 5 задержки с управляющим входом стробирующего узла 4. за- датчик 15 длины полосы, выход которого соединен с входом записи счетчика 14, счет- ный вход которого соединен с выходом датчика 13 импульсов, счетный вход реверсивного счетчика 7 подсоединен к выходу 12 датчика импульсов, стробирующий вход - к выходу счетчика 14, а выход - к информационному входу регистра 8. тактирующий вход которого подсоединен к выходу счетчика 14, цифроаналоговый преобразователь 16, вход которого соединен с выходом регистра 8, толщинометр 17 на выходе клети, разматывающий 18 и наматывающий 19 механизмы, валки 20 и 21, нажимной механизм 22, гидроцилиндры 23 распора опорных валков, датчики 24 и 25 натяжения полосы на входе и выходе клети. Устройство также содержит электропривод 26 нажимных винтов, включающий последовательно соединенные сумматор 27. нелинейное звено 28, усилитель 29 мощности и исполнительный двигатель 30, выход кото- рого соединен с нажимным механизмом 22. датчик 31 тока, вход которого соединен с выходом усилителя 29 мощности, и датчики скорости 32 и положения 33, входы которых соединены с выходом исполнительного дви- гателя 30, электропривод 34 задней моталки, включающий последовательно соединенные сумматор 35, усилитель 36 мощности и исполнительный двигатель 37, выход которого соединен с входом разматывающего механизма 18. датчик 38 тока, вход которого соединен с выходом усилителя 36 мощности, электрогидравлический привод 39 распора опорных валков, включающий последовательно соединенные сумматор 40 и электрогидравлический усилитель 41 с позиционным золотником, выход которого соединен с гидроцилиндрами 23 распора опорных валков, датчик 42 положения позиционного золотника, вход которого соединен с позиционным золотником электрогидравлического усилителя 41, и датчик 43 давления рабочего тела в гидроцилиндрах 23 распора опорных валков.
Устройство содержит также последовательно соединенные сумматор 44, интегратор 45, сумматор 46 и интегратор 47, последовательно соединенные сумматор 48, интегратор 49. сумматор 50 и интегратор 51, последовательно соединенные сумматор 52, интегратор 53, сумматор 54 и интегратор 55, последовательно соединенные сумматоры 56-58: причем входы сумматора 27 соединены с выходами интеграторов 45 и 47, датчика 31 тока, датчика 32 скорости и датчика 33 положения, входы сумматора 35 соединены с выходами интеграторов 51 и 55. датчика 38 тока и датчика 24 натяжения полосы на входе клети, входы сумматора 40 - с выходами интеграторов 49 и 51, датчика 42 положения позиционного золотника и датчика 43 давления рабочего тела в гидроцилиндрах 23, входы сумматора 44 - с выходами сумматора 58, датчика 33 положения, интеграторов 45 и 47. входы сумматора 46 соединены с выходами сумматора 58, датчика 33 положения и интегратора 47, входы сумматора 48 соединены с выходами сумматора 56, датчика 43 давления рабочего тела в гидроцилиндрах 23, интеграторов 49 и 51 .входы сумматора 50 - с выходами сумматора 56, датчика 43 давления рабочего тела в гидроцилиндрах 23 и 51 интегратора, входы сумматора 52 - с выходами сумматора 57, интеграторов 53 и 55 и датчика 24 натяжения полосы на входе клети, входы сумматора 54 - с выходами сумматора 57, интегратора 55 и датчика 24 натяжения полосы на входе клети, входы сумматора 56 - с выходами цифроаналогового преобразователя 16 и датчика 24 натяжения полосы на входе клети, входы сумматора 58 - с выходами ЦАП 16. датчика 24 натяжения полосы на входе клети и датчика 43 давления рабочего тела в гидроцилиндрах 23.
Устройство работает следующим образом.
Измеренное с помощью толщиномера 1 относительное отклонение толщины полосы через АЦП 2, вычислитель 3 и стробирующий узел 4 поступает на сдвигающий регистр 6 и затем, перемещаясь по ячейкам, поступает на реверсивный счетчик 7 и регистр 8. так. что на выходе ЦАП 16 формируется аналоговый сигнал, пропорциональный отклонению толщины полосы в очаге деформации от заданного значения. Для формирования этого сигнала согласно уравнению сплошности металла используются также измерители соответствующих длин полос на входе и выходе полосы, осуществляемые с помощью датчиков 12 и 13 импульсов, сигналы с которых подаются соответственно на реверсивный счетчик 7 и счетчик 14.
Сигнал, пропорциональный отклонению толщины полосы в очаге деформации, с выхода цифроаналогового преобразователя 16 одновременно подается на входы сумматоров 56 и 58. С выхода сумматора 58 сигнал подается через последовательно со- единеные сумматор 44, интегратор 45. сумматор 46 и интегратор 47 на вход сумматора 27 канала электропривода 26 нажимных винтов.
Коррекция динамических характеристик этого канала осуществляется с помощью обратных связей по положению, скорости и току двигателя нажимных винтов.
С выхода сумматора 56 через сумматор 57, сумматор 52, интегратор 53, сумматор 54. интегратор 55 сигнал подается на вход сумматора 35 канала электропривода 34 задней моталки. Коррекция динамических характеристикданногоканалаосуществляется с помощью обратных связей по натяжению полосы на входе клети.
С выхода сумматора 56 через последовательно соединенные сумматор 48, интегратор 49, сумматор 50 и интегратор 51 сигнал поступает на вход сумматора 40 канала электрогидравлического привода 39 распора опорных валков. Коррекция динамических характеристик данного канала осуществляется с помощью обратных связей по давлению рабочего тела в гидроцилиндрах распора опорных валков.
Для того, чтобы разгрузить маломощный канал регулирования толщины полосы с помощью электрогидравлического привода 39 распора опорных валков от мощных низкочастотных составляющих спектра раз- нотолщинности и статической нагрузки, сигнал с выхода датчика 43 давления, рабочего тела в гидроцилиндрах 23 распора опорных валков подается одновременно на входы сумматоров 57 и 58.
Для того, чтобы разгрузить электропривод 34 задней моталки от отработки низкочастотных составляющих спектра
продольной разнотолщинности и статиче ской нагрузки, сигнал с выхода датчика 24 натяжения подается на вход сумматора 58. Для реализации оптимального управле- ния по состоянию каждый канал имеет модель возмущающего воздействия (наблюдатель), с помощью которого восстанавливается вектор переменных состояния. Оптимальный регулятор представляет обрат0 ные связи как по переменным состояния объекта управления каждого канала, так и по переменным состояния возмущающего воздействия, восстанавливаемым с помощью наблюдателя
5Таким образом, наблюдатель канала
электропривода нажимных винтов реализован в виде последовательного соединения сумматора 44, интегратора 45, сумматора 46 и интегратора 47. Динамические характери0 стики наблюдателя формируются сигналами обратных связей с выхода интегратора 45 на вход сумматора 44 и с выхода интегратора 47 на входы сумматоров 44 и 46. Коррекция наблюдателя согласно теории
5 оптимальной линейной фильтрации Калма- на-Бьюсси осуществляется сигналами с выхода сумматора 58 на входы сумматоров 44 и 46 и с выхода датчика 33 положения на входы этих сумматоров. Динамические ха0 ракгеристики оптимального регулятора формируются сигналами с выходов датчика 31 тока, датчика 32 скорости, датчика 33 положения, интеграторов 45 и 46 на входы сумматора 27.
5В канале электропривода задней моталки наблюдатель реализован в виде последовательного соединения сумматора 52, интегратора 53. сумматора 54 и интегратора 55 Динамические характеристики наблюда0 теля этого канала формируются сигналами обратных связей с выхода интегратора 53 на вход сумматора 52 и с выхода интегратора 55 на входы сумматоров 52 и 54. Коррекция наблюдателя осуществляется сигналами с
5 выхода сумматора 57 на входы сумматоров 52 и 54 и с выхода датчика 24 натяжения полосы на входе клети на входы этих сумматоров. Динамические характеристики оптимального регулятора канала электропривода задней
0 моталки формируются сигналами с выходов датчика 38 тока, датчика 24 натяжения полосы на входе клети, интеграторов 53 и 55 на входы сумматора 35.
В канале электрогидравлического при5 вода распора опорных валков наблюдатель реализован в виде последовательного соединения сумматора 48, интегратора 49, сумматора 50 и интегратора 51.
Динамические характеристики наблюдателя формируются сигналами обратных
связей с выхода интегратора 49 на вход сумматора 48 и с выхода интегратора 51 на входы сумматоров 48 и 50. Коррекция наблюдателя осуществляется сигналами с выхода сумматора 56 на входы сумматоров 48 и 50 и с выхода датчика 43 давления рабочего тела в гидроцилиндрах 23 на входы этих сумматоров. Динамические характеристики оптимального регулятора канала электрогидравлического привода распора опорных валков формируются сигналами с выходов датчика 42 положения позиционного золотника, датчика 43 рабочего тела в гидроцилиндрах 23, интеграторов 49 и 51 на выходы сумматора 40.
Рассмотрим укрупненную схему системы, показанную на фиг. 2. За счет введения взаимосвязей между каналами компенсация возмущающего воздействия, порождаемого продольной разнотолщинностью подката Sa осуществляется каналами электропривода нажимных винтов, электропривода задней моталки и электрогидравлического привода распора опорных валков следующим образом. Первый основной силовой канал электропривода нажимных винтов отрабатывает возмущающее воздействие независимо от работы других каналов. Ошибка, оставшаяся от работы первого канала, подается на вход второго менее мощного, но более быстродействующего регулирования толщины с помощью электропривода задней моталки, изменением заданного натяжения, Ошибка, оставшаяся после работы первого и второго каналов, подается на вход третьего маломощного, но наиболее быстродействующего канала регулирования толщины с помощью электрогидравлического привода распора опорных валков.
Такая работа каналов осуществляется за счет подачи ошибки регулирования системы одновременно на входы всех каналов управления. Кроме того, на вхрд второго канала подается сигнал, пропорциональный выходной координате третьего канала, с выхода датчика 43 давления рабочего тела в гидроцилиндрах распора опорных валков, а на вход первого канала - сумма сигналов, пропорциональных выходным координатам второго и третьего каналов, с выходов датчика 43 давления рабочего тела в гидроцилиндрах 23 и датчика 24 натяжения полосы на входе клети (фиг. 3).
При такой работе каналы отрабатывают возмущающее воздействие независимо друг от друга. На фиг. 4 показаны переходные процессы в системе при отработке скачкообразного изменения толщины полосы. В первый момент времени наиболее быстродействующий третий канал уз(т.) отрабатывает заданную разнотолщинность. Второй канал y2(t). как более инерционный, также стремится отработать разнотолщинность подката и возвращает третий наиболее маломощный канал в исходное положение. Первый силовой канал отрабатывает возмущающее воздействие наиболее медленно в силу своей инерционности и в конце своего переходного процесса принимает на себя
всю статическую нагрузку, возвращая при этом второй канал в исходное положение.
Такая работа каналов одновременно позволяет разделить весь спектр возмущающего воздействия между каналами
следующим образом. Самые низкочастотные и, как правило, большой амплитуды составляющие спектра возмущающего воздействия продольной разнотолщинно- сти в силу своих динамических характеристик компенсирует первый основной силовой канал. Оставшаяся продольная разнотолщинность содержит среднечастотные и высокочастотные составляющие. В силу своих динамических возможностей среднечастотные составляющие компенсирует второй менее мощный, но более быстродействующий канал. Оставшиеся высокочастотные составляющие, как правило, небольшой амплитуды компенсирует самый
маломощный, но наиболее быстродействующий третий канал.
В этом случае синтез каналов управления может быть существенно упрощен. В начале оптимизируется первый оптимальный канал управления, при котором минимизируется дисперсия ошибки одноканальной системы. После этого синтезируется второй оптимальный канал управления, при котором минимизируется
дисперсия ошибки двухканальной системы, Эквивалентным возмущением для второго канала является продольная разнотолщинность, оставшаяся после работы первого канала управления. И, наконец, может быть
синтезирован третий оптимальный канал, при котором минимизируется дисперсия трехканальной системы. Эквивалентным возмущающим воздействием для третьего канала является продольная разнотолщинность подката, оставшаяся после работы первого и второго каналов управления.
Рассмотрим синтез оптимального первого канала электропривода нажимных винтов, схема которого показана на фиг. 5.
Предположим, что модель электропривода нажимных винтов в переменных состояния 0(t) описывается уравнением
o(t) (t)+BoU, а (t) Coxofl).
(2)
О)
I10HHOC (11 С1 L ni С1 I Г1 ,J L JH, Iii1
OJOJOUIHi V Л (( iislrlJ Jn I i v
n4 ddOт 01 H Ч IL o
p ii iji HI ч м о чin
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1988 |
|
SU1618477A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1729643A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки | 1989 |
|
SU1678478A1 |
| Устройство для регулирования профиля и формы полосы на стане кварто | 1990 |
|
SU1729642A1 |
| Устройство для автоматической стабилизации толщины полосы на прокатном стане | 1991 |
|
SU1784317A1 |
| Устройство автоматического регулирования формы полосы на стане холодной прокатки | 1988 |
|
SU1546187A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для регулирования профиля полосы в итерационной электрогидравлической системе автоматической стабилизации толщины проката | 1974 |
|
SU533412A1 |
Изобретение относится к прокатному производству, а именно к средствам автоматизации прокатного производства. Цель изобретения - повышение точности регулирования толщины. Устройство для автоматического регулирования толщины полосы учитывает параметры случайного воздействия, обусловленного разнотолщинностью подката, а также параметры случайных помех измерения, например дисперсию и спектральный состав. 8 ил.
а i ; - I
I I
11
iff,}
N
I 1I
с - i1 h
О1 I , 1 ( ,, I 14 1 I. L /
u . v 1)1 . (V
I i НЭ J J iijk ( I 1ill i i
Л
(Ј )II Ч И,t I
-LiII i I } I
I If I11 -I
I IM
iП;(ill I
bil i l I I i i
О И E I- ( I „P O j тМ Н ч I i ni i III
OCti ( n и 1 n i l.,uv ijh ,.1 Ji i
jii
U2I
L MlO
XI НМЭНс; HLI (O1 LUl) f rf и 1 |IIч M1|
а ф ll( nji I1 -
Ot ll H Hi i/i1 j 0 J H
nuat oi j i иньт in HIH л j I -,u v i i ( P, , ,/
11 f 1 , r cJ (61) ((„, ,v.
1 ,n
11J OulTl JH-) I 111 I Ih. M , i I
11 l l/еН U100K)IU1CliAl j Ul.ihOJ. J HilOiIf
Ht udllO dH 10 о i uJt UH ,(
) CJbH duit J 1 J ( )LiO ) „ i) (i i П iu
1CI
HOHHOtihrtl/O klO nrJicH.L - II Ii(j
(8UJ,,. l J, m
(.10,,J
иоиТЛнт i они MI ii , i ii ни лы
Il4ij LAlUVJ .1 Ht - 4/l| ill uu If ii i. I J
OJO J (- Ч ru i -. иi i I I t u1iI
1НО(НН1 1 | i IHtf 1 t I i ) Di iI
OJOHlU hAi 111 Hil I iiHi i U r , IJK
OiHHM li (. h( i HI i I l i t f)iiilhhot- l
U i/, /(1 0 ч i i i и
I IIt HI I (
Hrj И k HHt () rl IN. 1 l - ИI / иЪ
Ui
dim x(t( dim x(t)
В системе имеется измеритель положения lHs(t), скорости изменения положения нажимного механизма W и тока якоря U(t) пропорционального ускорению Ai,u(t) Поэтому для упрощения технической реализации целесообразно использовать упрощенный наблюдатель, с помощью которого восстанавливается лишь вектор ) состояния возмущающего воздействия 7{t) с поме- хой f(t). Упрощенный наблюдатель описывается уравнением
xrft) ArirW + Kr°Wt) - Crxrft). (25) где матрица оптимальных коэффициентов усиления фильтра Кэлмана-Бьюсси
Kr0 QrCrTV2r1,(26)
Q - установившееся решение уравнения Рикатти, QKt) Vu - Q(t)CrTV2 - CrQ(t) - A-Q)t) Q(t)Ar
(27)
Рассмотрим определение масштабирующих усилителей у) (фиг. 7), реализованных на входных цепях операционных усилите лей соответствующих сумматоров
Обозначим коэффициенты усиления датчика положения, скорости и ускорения (тока электропривода нажимных винтов) сооответственно KI, Kwn Ky После интегрирования уравнения Рикатти (14)и вычисления матрицы ОПТИМРЛЬНЫ рег пчтогог по (13) получим
&, -F:/KЈ; U--F°,/iV,
У в-р4° ,,
где FI° - i-e компоненты матрицы столбца оптимальных регуляторов р°,
yio коэффициенты усиления i-x масштабирующих усилитепей.
После уравнения Рикатти (27) и вычис- ления матрицы оптимальных коэффициентов Кг фильтра Калмана-Бьюсси (26) для наблюдателя возмущающего воздействия (25) могут быть рассчитаны остальные коэф фициенты усиления
у Б -К4Кк/Ке: -К Кк/К|
У& «4/Ки; У9 Кг/К4 УЮ -К
где К4 - коэффициент усиления изм°р теля толщины,
Коэффициенты jn и 2 определяются моделью возмущающего воздействия, заданного матрицей Аг в (21) с учетом коррекции наблюдателя с помощью оптимальных коэффициентов усиления фильтра Калмзнр Бьюсси К°
JN-2 а- К4,(28)
J12 -т .
(29)
В качестве примера рассмотрим реализацию оптимальных регуляторов для второго проката стали У8Г, прокатываемой на ре- персивном ггане холодной прокатки
В этом случае параметры корреляционной функции спектральной плотности раз- нотолщинности подката (18) равны
D -36 Ю4 а- 1 5// 5, и, следовательно мат.ииа состояния модели 6орм1фуюа е( о фильтр,} равна
|
О 27
( -i
1
а матрица корреляционных моментов
-f 1Л .-
Чг
-22-Ю г
Ю 2.2- (,7 ю
Параметры каналов управления изме- ри:рл согласно обозчтю ,ичм равны Ki - С 1, Ti -- 0 2 К|, - М 1 Тогда матг ицы госго)ния и управления В расширенной
2,5
А
i
(
6
г г
Л-j
Вектор z(t) Dxft) входящий в критерий качестпа, комтонекты
Z(t) -{(О. V.,(T), W,(0(t)}T Тпгда L) pat-н
i i
D- (
К1
КО
С учетом ограничения матрицы весовых Ффициентос равьы
10
К3
/
Л 2.
0.2,
4,4
После интегрирования уравнений Рикатти определены матрицы оптимальных оегулят ров и наб 1юдатетеи
F,-t 134 И5 о , 2э |
-1 о j ,ч ч || и следовательно могу г быть определены к j о ьфициен i Ы ji
После сиьтеза оптимэ/ibiioro регулятора ерьо j канлпа аналогично может быть син- тезиоопчн пптимяпьныйопс ратор второю канала схем-ч гюказана на фиг 8
Экяивапентным нозмущающим воздействием для второго канала - электропривода размать,ваю1дегт устройства является продольная разнотопимннп ть, оставшаяся после работы первого качала электропри вода нч имчых винтов с оптимальным рег лятором и оптимальным наблюдателем, что может быть представлен в виде модели
II г | кс
6F Л UF
1 w|( | l-W, tl
(30)
Для упрощения задачи синтеза и технической реализации аппроксимируем модель эквивалентного возмущающего воздействия второго канала (30) более простым выражением (3) и (4). Модель второго канала может быть описана в переменных состояния аналогично (1) и (2) и тогда для квадратичного критерия качества (11) получим оптимальный линейный регулятор (12), для реализации которого может быть использован оптимальный наблюдатель (15).
Аналогично может быть определен оптимальный регулятор третьего канала. Эквивалентным возмущающим воздействием для третьего канала является продольная разнотолщинность, оставшаяся после работы первого и второго каналов.
Моделирование системы на ЭВМ подтвердило правильность расчетов и возможности существенного уменьшения дисперсии продольной разнотолщинности при оптимальной настройке регуляторов. В рассматриваемом примере дисперсия продольной разнотолщинности уменьшилась в 2,7 раза по сравнению со стандартной настройкой регуляторов по принципу подчиненного регулирования на модульный оптимум.
Таким образом, использование изобретения позволит повысить точность регулирования толщины полосы, что существенно уменьшит дисперсию продольной разнотолщинности.
Формула изобретения
Устройство для автоматического регулирования толщины полосы на прокатном стане, содержащее два толщиномера, установленных на входе и выходе клети, аналого-цифровой преобразователь, вход которого соединен с выходом толщиномера на входе клети, вычислитель расчетной длины полосы, вход которого соединен с выходом аналого-цифрового преобразователя, стробирующий узел, информационный вход которого соединен с выходом вычислительной расчетной длины полосы, узел задержки, сдвигающий регистр, вход первой ячейки которого соединен с выходом стро- бирующего узла, два измерительных ролика на выходе и входе клети соответственно, первый и второй датчики импульсов, механически соединенные с измерительными роликами соответственно на входе и выходе клети, счетчик, выход которого соединен с тактирующим входом сдвигающего регистра и через узел задержки - с управляющим входом стробирующего узла, реверсивный счетчик, регистр, задатчик заданной длины полосы, выход которого соединен с входом записи счетчика, счетный вход которого соединен с выходом первого датчика импульсов, выход последней ячейки сдвигающего регистра соединен с входом записи реверсивного счетчика, счетный вход которого подсоединен к выходу второго датчика импульсов, стробирующий вход - к выходу счетчика, а выход - к информационному входу регистра, тактирующий вход которого подсоединен к выходу счетчика, выход реги0 стра соединен с входом цифроаналогового преобразователя, датчики натяжения полосы на входе и выходе клети, электропривод нажимных винтов, содержащий последовательно соединенные первый сумматор, не5 линейное звено, первый усилитель мощности, первый исполнительный двигатель и нажимной механизм, первый датчик тока, вход которого соединен с выходом первого усилителя мощности, датчик скоро0 сти, вход которого соединен с выходом первого исполнительного двигателя, и датчик положения, вход которого соединен с выходом первого исполнительного двигателя, электропривод задней моталки, включэю5 щий последовательно соединенные второй сумматор, второй усилитель мощности и второй исполнительный двигатель, второй датчик тока, вход которого соединен с выходом второго усилителя мощности, электро0 гидравлический привод распора опорных валков, включающий последовательно соединенные третий сумматор, электрогидравлический усилитель с позиционным золотником, выход которого соединен с гид5 роцилиндрами распора опорных валков, датчик положения позиционного золотника, вход которого соединен с позиционным золотником электрогидравлического усилителя, и датчик давления рабочего тела в
0 гидроцилиндрах распора опорных валков, отличающееся тем, что, с целью повышения точности регулирования, оно снабжено последовательно соединенными- чётвертым сумматором, первым интеграто5 ром, пятым сумматором и вторым интегратором, последовательно соединенными шестым сумматором, третьим интегратором, седьмым сумматором и четвертым интегратором, последовательно соединен0 ными восьмым сумматором, пятым интегратором, девятым сумматором и шестым интегратором, последовательно соединенными десятым и одиннадцатым сумматорами, двенадцатым сумматором, причем
5 входы первого сумматора соединены с выходами первого и второго интеграторов, первого датчика тока, датчика скорости и датчика положения, входы второго сумматора соединены с выходами пятого и шестого интеграторов второго датчика тока и датчика натяжения полосы на входе клети, входы третьего сумматора соединены с выходами третьего и четвертого интеграторов, датчика положения позиционного золотника и датчика давления рабочего тела в гидроци линдрах распора опорных валков, входы четвертого сумматора соединены с выходами двенадцатого сумматора, датчика положения, первого и второго интеграторов. входы пятого сумматора соединены с выходами двенадцатого сумматора, датчика положения и второго интегратора, входы шестого сумматора соединены с выходами десятого сумматора, датчика давления рабочего тела в гидроцилиндрах распора опорных валков, третьего и четвертого интеграторов, входы седьмого сумматора соединены с выходами десятого сумматора.
Фиг 1
Фиг1
датчика давления рабочего тела в гидроцилиндрах распора опорных валков и четвертого интегратора, входы восьмого сумматора соединены с выходами одиннадцатого сумматора, пятого и шестого интеграторов и датчика натяжения полосы на входе клети, входы девятого сумматора соединены с выходами одиннадцатого сумматора, шестого интегратора и датчика
натяжения полосы на входе клети, входы десятого сумматора соединены с выходами цифроаналогового преобразователя и датчика натяжения полосы на входе клети, входы двенадцатого сумматора соединены с
выходами цифроаналогового преобразователя, датчика натяжения полосы на входе клети и датчика давления рабочего тела в гидроцилиндрах.
SS
Фиг 3
Фиг 4
Wd
VUiS
Л
фиг.
TH.fi
9иг.8
$,
Ное ел ВеьмущениЛ
s/
л
/г
Or
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
