Изобретение относится к устройствам для правки различных профилей высокой точности.
Известны устройства для .правки профилей растяжением с раскручиванием, содержащие смонтированные на станине зажимиую и выкрутную головки.
Недостатком известных устройств является невозможность получения профилей высокой точности, так как при правке растяжением .возникают напряжеиия, несколько превосходящие предел текучести, в результате чего трудно обеспечить стабильность, размеров сечения профиля по всей длине.
В этом случае необходима калибровка профиля волокой, требующей после правки растяжением значительных усилий волочения, отрицательно действующих на обрабатываемый материал.
Предлагаемое устройство отличается от известного тем, что, с целью повыщения производительности и качества правки, оно снабжено калибрующей разъемной волокой, установленной между зажимной и выкрутной головка(ми с возможностью перемещения по направляющим Станины от индивидуального привода, оснащенного механизмом контроля осевого усилия.
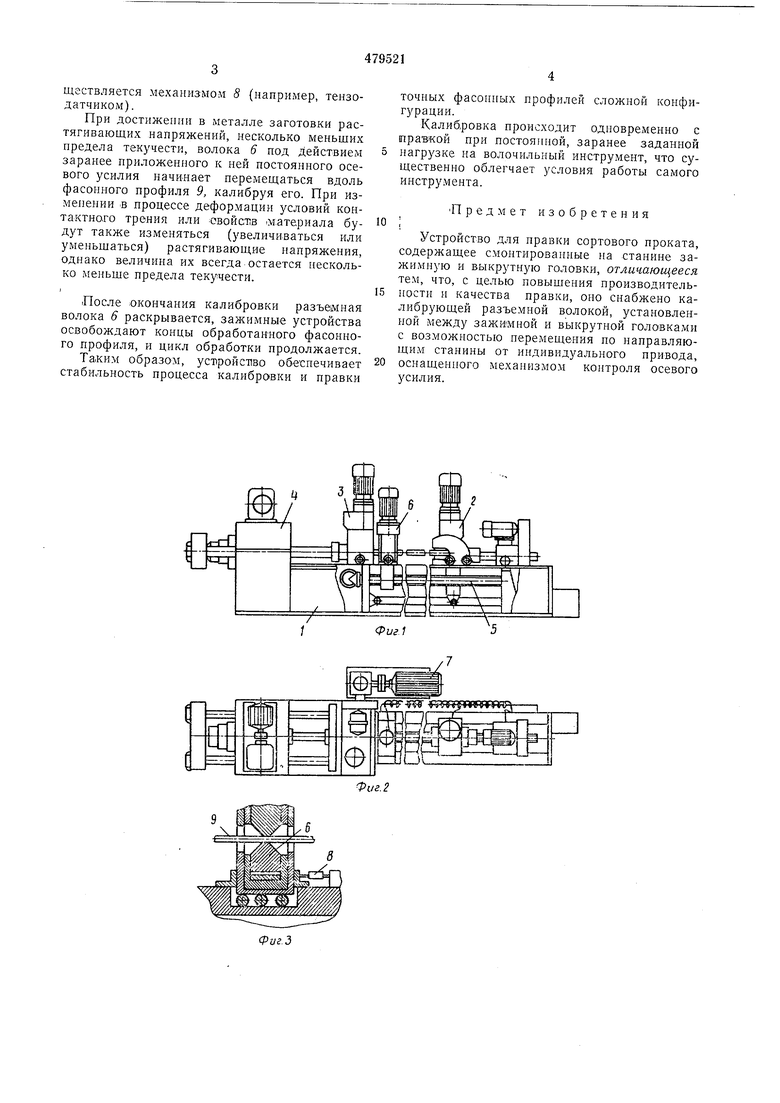
На фиг. 1 изображен общий вид устойства; на фиг. 2 - вид устройства сверху; иа фиг. 3 - разъемная волока.
Устройство содержит смонтированные на станине 1 зажимную головку 2 и .выкрутную головку 3 с приводом 4, соединенным посредством ходового винта 5 с разъемной калибрующей волокой 6, установленной с возможностью перемещения по направляющим станины от индивидуального привода 7, оснащепного механизмом контроля осевото усилия 8.
Устройство работает следующим образом. Обрабатываемый фасонный профиль 9 закрепляют одним концом в выкрутной головке 3, пропускают через разъемную подвижную волоку 6, которая находится в закрытом состоянии, и закрепляют вторым концом в зажимной головке 2. Разворотом выкрутной головки 3 профиль правится вокруг продольной оси. Затем разъемная подвижная волока 6 образует рабочий профиль за счет механизма зажима рабочих элементов волоки, на который прикладывается осевое усилие растяжения, в результате чего происходит его правка. Одновременно на волоку 6 также прикладывается постоянно действующее осевое усилие, передаваемое от привода 4 через ходовой винт 5. Величина этого усилия определяется расчетным или опытным путем для каждого фасонного профиля, а контроль осуществляется механизмом 5 {например, тензодатчиком).
При достижении в металле заготовки растягивающих напряжений, несколько меньших предела текучести, волока 6 под действием заранее приложенного к ней постоянного осевого усилия начинает перемещаться вдоль фасонного профиля 9, калибруя его. При изменении в процессе деформации условий контактного трения или овойств |М.атериала будут также изменяться (увеличиваться или уменьшаться) растягивающие напряжения, однако величина их всегда остается несколько меньше предела текучести.
После окончания калибровки разъе№1ная волока 6 раскрывается, зал имные устройства освобождают концы обработанного фасонного профиля, и цикл обработки продолжается.
Таким образом, устройспво обеснечивает стабильность процесса калибровки и правки
ТОЧНЫХ фасонных профилей сложной конфигурации.
Калибровка происходит одновременно с правкой при постоя 1ной, заранее заданной нагрузке на волочильный инструмент, что существенно облегчает условия работы самого инструмента.
Предмет изобретения
Устройство для правки сортового проката, содержащее смонтированные на станине зажимную и выкрутную головки, отличающееся тем, что, с целью повышения производительности и качества правки, оно снабжено калибрующей разъемной волокой, установленной между и выкрутной головками с возможностью перемещения по направляющим станины от индивидуального привода, оснащенного механизмом контроля осевого усилия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОФИЛЕЙ РАСТЯЖЕНИЕМ С РАСКРУЧИВАНИЕМ | 1971 |
|
SU308792A1 |
| Установка для калибровки профилей | 1973 |
|
SU543444A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| Устройство для правки профилей скручиванием | 1973 |
|
SU474376A1 |
| СПОСОБ ПРАВКИ ТОНКИХ СТАЛЬНЫХ ЛИСТОВ И ЛЕНТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1949 |
|
SU85296A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Составная волока | 1979 |
|
SU891191A1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
