при фиксирова гаом положении на станине 1 каретки 8.
При выборке винта каретку расстопаривают и перемещают вперед цепной передачей с реверсол привода винта, затем вновь стопо- рят каретку, и процесс калибровки продолжается.
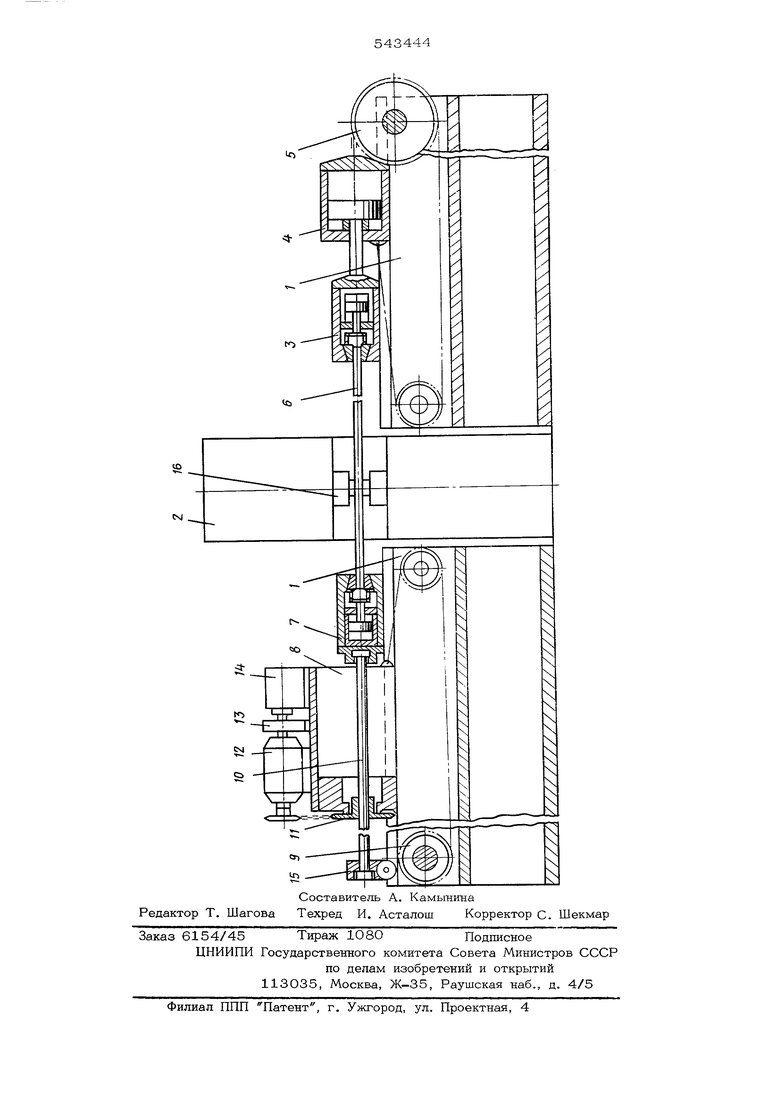
В случае получения калибровкой профиля периодического сечения, когда должна иметь место периодически изменяющаяся подача профиля и остановы пресса, управление приводом подающей головки, а равно и работой пресса, осуществляется программным механимом 14. Постоянное определенное натяжение профиля в процессе калибровки производится тянущей головкой. Для осуществления правки профиля растяжением зажимная головка 3 стопорится на станине. Поршень, соединен- штоком с головкой, растягивает профиль на определенную величину с определенным усилием. Правка в процессе калибровки одного профиля может производиться неоднократно (в зависимости от степени коробления профиля при калибровке).
Создание в процессе калибровки постоянного натяжения величиной 0,4 - 0,7 G обрабатываемого материала позволяет снизить потребные давления при обжиме и тем самым уменьщить износ инструмента. Процесс правки осуществляется при натяжении, равном пределу текучести материала, и при отсутствии обжима профиля в щтампе пресса.
Формула изобретения
Установка для калибровки профилей, содержащая установленные на станине подающуюи тянущую головки с механизмами зажима и с приводами ихПеремещения, а также размещенное между головками калибрующее устройнство, отличающаяся тем, что, с целью повыщения производительности за счет создания постоянного натяжения профиля в процессе калибровки, механизм зажима тянущей головки снабжен приводом, а устро№ство снабжено смонтированным на станине программным механизмом, электрически связанным с приводом механизма зажима тянущей и с приводом подающей головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОФИЛЕЙ | 2009 |
|
RU2394920C1 |
| Установка для нанесения покрытия на длинномерное трубчатое полотно | 1986 |
|
SU1380800A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Правильно-растяжная машина | 1979 |
|
SU845951A1 |
| Устройство для снятия наружного грата | 1982 |
|
SU1016107A1 |