1
Изобретение может найти применение в машиностроении и других отраслях техники при автоматизации процесса набора прокладок.
Известны устройства для набора прокладок во внутреннюю полость изделия, содержащие кассету с прокладками, подаваемыми толкателем, и систему управления.
С целью обеспечения автоматического набора прокладок по заданному размеру полости изделия предлагаемое устройство снабжено центрирующим насадком, установленным соосно кассете и толкателю, причем со стороны рабочего торца насадка выполнены: по наружной поверхности - мерная цилиндрическая проточка для центрирования в отверстии изделия, а по внутренней-конусная проточка для подачи прокладок с натягом.
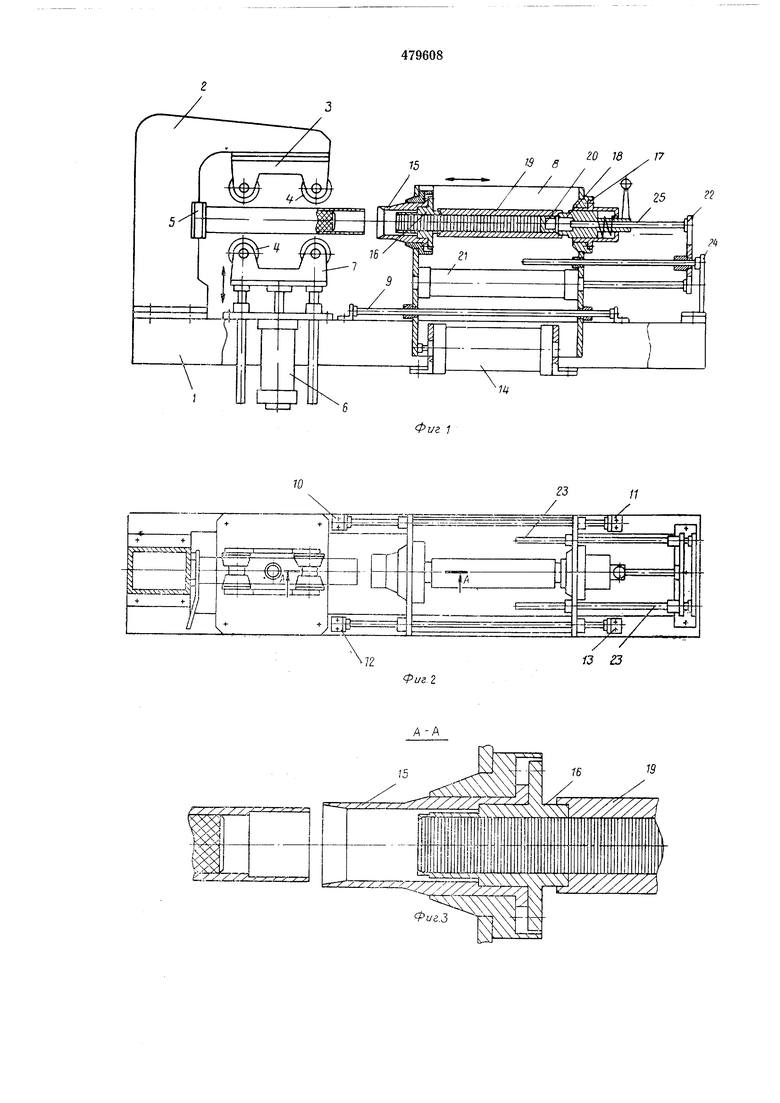
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 2; па фиг. 4 - то же, рабочий момент.
Устройство для набора прокладок содержит станину 1, па которой расположены все остальные элементы конструкции. На станине установлена неподвижная стойка 2, содержащая в верхней части опору 3 со встроенными в нее вращающимися роликовыми призмами 4. В средней части стойка 2 содержит жесткий упор 5, который одновременно является и копиром для выравнивания изделий на позиции набора прокладок. Под опорой 3 па станипе 1 установлен подъемник 6, содержащий опору 7 со встроенными в нее вращающимися роликовыми призмами 4.
На станине 1 установлена каретка 8, совершающая возвратно-поступательное движение вдоль оси станины по напраеляющим штангам 9, неподвижно закрепленным на станине с помощью кронштейнов 10-13. Возвратно-поступательное движение каретки 8 осуществляется цилиндром 14 подачи каретки, не/подвижно закрепленным на станине 1. В верхней части каретки 8 соосно с изделием, зажимаемым между вращающимися роликовыми призмами 4, установлена центрирующая втулка 15 со встроенным в нее насадком 16, внутренняя поверхность которого у торца имеет калиброванную конусную проточку, через которую эластичные прокладки проходят с натя-гом при вставке их в изделие. Наружная поверхность насадка 16 имеет мерную цилиндрическую проточку для центрирования его в отверстии изделия, образующую базовый буртик. Размер от торца цилиндрической проточки до базового буртика равен заданному размеру А от торца изделия до первой комплектующей детали, установленной внутри изделия. Соосно с насадком 16 в карет1ке установлен корпус 17 со встроенным в него подпружиненным плунжером 18, имеющим возможность осевого перемещения. Между насадком 16 и подвижным плунжером 18 и соосно с ними расположена кассета 19, содержащая запас прокладок. Кассета сцентрирована с насадком 16 и плунжером 18 с помощью центрирующих щеек и поджимается к насадку силой упругости пружины плунжера. Внутри кассеты 19 со стороны плунжера помещен свободно плавающий порщень 20. В средней части каретки установлен привод подачи прокладок - цилиндр 21, связанный своим щтоком с подвижной траверсой 22, перемещающейся по направляющим щтангам 23, неподвижно закрепленным на станине 1 с помощью кронщтейна 24. С подвижной траверсой 22 жестко связан толкатель 25, установленный соосно с кассетой 19 и перемещающийся внутри плунжера 18.
Устройство для набора прокладок устанавливается на позиции технологической операции набора прокладок сборочного конвейера.
Принцип работы устройства заключается в следующем.
При наличии изделия на позиции набора лрокладок цилиндр подъемника 6 соверщает рабочий ход, снимает изделие с конвейера с помощью роликовых призм 4, встроенных в опору 7 подъемника и поджимает изделие к роликовым призмам 4, встроенным в опору 3, неподвижно закрепленную на стойке 2. В схеме управления формируется сигнал на перемещение каретки 8. Цилиндр 14 подачи каретки, неподвижно закрепленный на станине 1 и связанный своим щтоком с кареткой 8, совершает рабочий ход; каретка перемещается по направляющим щтангам 9, неподвижно закрепленным на станине 1. При этом центрирующая втулка 15 находит на изделие; при дальнейщем движении каретки насадок 16 входит своим центрирующим пояском внутрь изделия и кольцевым буртиком упирается в его торец. Вместе с кареткой 8 движется цилиндр 21 подачи прокладок и посредством своего щтока перемещает по направляющим щтангам 23 подвижную траверсу 22 с жестко связанным с ней толкателем 25. Изделие, имеющее внутри комнлектующие детали, например втулки, под действием усилия цилиндра подачи каретки прокатывается в осевом на1правлении по сжимающим его роликовым .призмам 4, устраняя возможный зазор между торцом изделия и жестким упором 5, и упирается в пластину жесткого упора. В системе управления формируется сигнал на рабочий ход цилиндра 21 подачи прокладок. Шток цилиндра через подвижную траверсу 22 передает усилие толкателю 25, жестко связанному с траверсой 22. Толкатель 25 движется в осевом направлении и взаимодействует со свободно плавающим порщнем 20, который под действием усилия цилиндра перемещает весь запас прокладок, содерл ащихся в кассете 19, в осевом направлении: прокладки проходят
с натягом через конусную проточку насадка 16 и заполняют зазор между торцом насадка и первой комплектующей деталью изделия.
Постоянный линейный размер от внещнего кольцевого базирующего буртика насадка 16 до его торца, выполненный с учетом допусков на толщину прокладок и всех комплектующих деталей изделия, автоматически обеспечивает постоянный размер от базирующей поверности, например от торца изделия до торца первого комплектующего изделия, что дает возможность исключить операцию контроля этого размера и заполнять прокладками зазор за один рабочий ход толкателя 25. В течение определенного времени, например двух секунд, прокладки остаются поджатыми для обеспечения полного заполнения зазора, после чего в схеме управления формируется сигнал на возвращение цилиндра 21 подачи прокладок в исходное положение. Шток цилиндра, воздействуя на подвижную траверсу 22, возвращает толкатель 25 в исходное положение. Свободно плавающий порщень 20 под действием сил упругости, возникающих в объеме прокладок при их поджиме, перемещается внутри кассеты на некоторое расстояние и останавливается, устраняя возможность падения прокладок внутри кассеты. После возвращения цилиндра подачи прокладок в исходное положение в системе управления формируется сигнал на отвод каретки 8. При отводе каретки прокладки, заполнивщие зазор между торцом насадка 16 и первой комплектующей деталью изделия остаются в изделии, а оставщиеся прокладки вместе с насадком 16 и кассетой 19 отводятся вместе с кареткой 8 в исходное положение.
После возвращения каретки 8 в исходное положение в системе управления формируется сигнал на опускание подъемника 6. Изделие, опускаясь вместе с подъемником, ложится на сборочный конвейер и перемещается на следующую технологическую операцию. На позицию набора прокладок поступает следующее изделие, и цикл повторяется.
Предмет изобретения
Устройство для набора прокладок во внутреннюю полость изделия, содержащее кассету с прокладками, подаваемыми толкателем, и систему управления, отличающееся тем, что, с целью обеспечения автоматического набора прокладок по заданному размеру полости, оно снабжено центрирующим насадком, установленным соосно кассете и толкателю, причем со стороны рабочего торца насадка выполнены: по наружной поверхности - мер ная цилиндрическая проточка для центриро вания в отверстии изделия, а по внутренней - конусная проточка для подачи прокладок с натягом. м. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1996 |
|
RU2112643C1 |
| Станок для сборки картонных масляных фильтров | 1955 |
|
SU109946A1 |
| Установка для сборки звеньев гусениц | 1990 |
|
SU1729679A1 |
| Автомат для сборки игольчатых подшипников карданного типа | 1976 |
|
SU717422A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1995 |
|
RU2087306C1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| Устройство для завертывания кольцевых изделий | 1990 |
|
SU1747319A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |

А Const ш Х////////////////. $ /////////
