Изобретение относится к технологическому оборудованию для производства радиодеталей.
Известны устройства для намотки секций рулонных конденсаторов, содержащие вращающую разъемную оправку в виде двух полуцилиндров, механизм захвата и заправки лент в оправку с губками для удержания концов лент.
Однако эти устройства мало пригодны для намотки секций конденсаторов из тонких синтетических пленок с повышенными электризацией и эластичностью.
Цель изобретения - повышение надежности устройства - достигается тем, что губки предлагаемого устройства выполнены в виде упругих пластин без возможности раскрытия их в процессе заправки лент в оправку, причем толщина губок с зажатой между ними лентой не превышает 1/4 диаметра оправки.
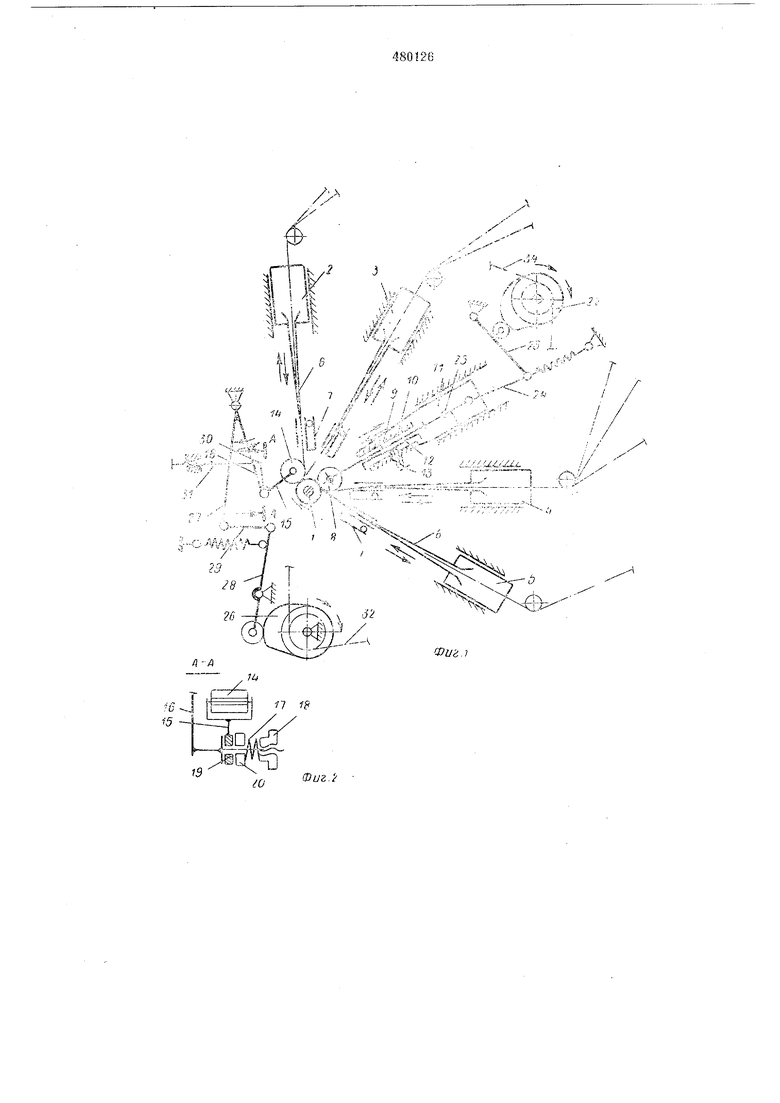
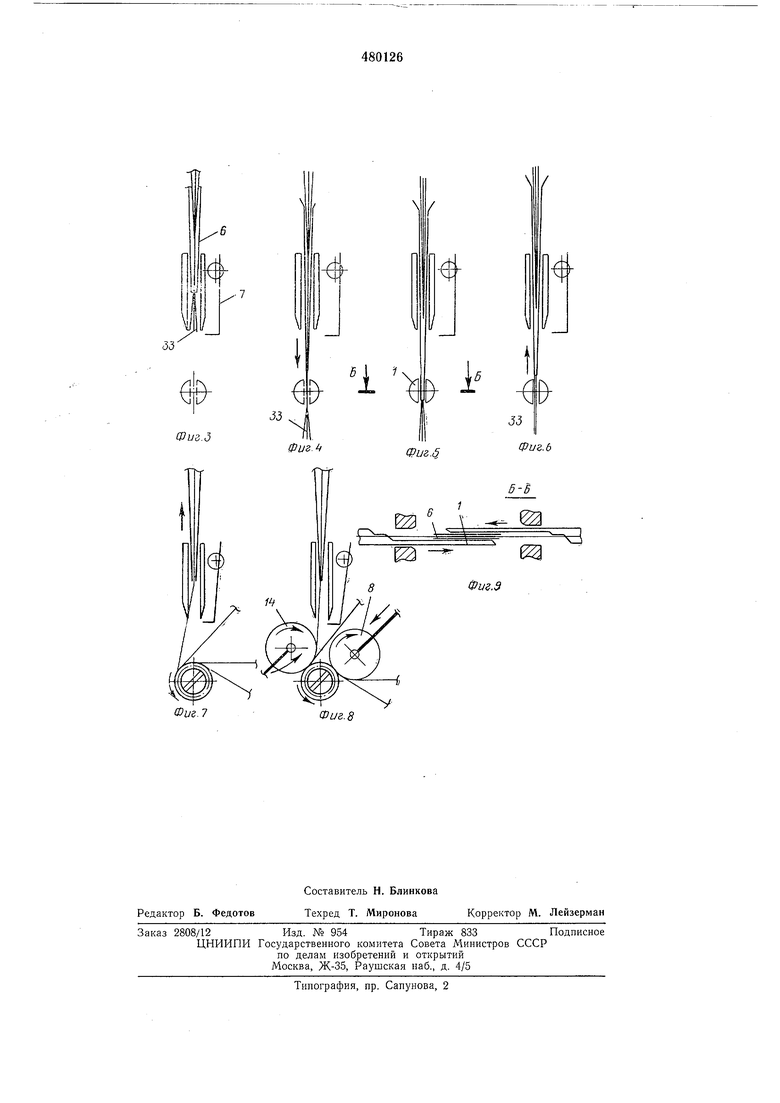
На фиг. 1 представлена кинематическая схема описываемого устройства; на фиг. 2 изображено устройство торможения рычага ролика; на фиг. 3-8 показаны фазы заправки концов лент в оправку; на фиг. 9 - взаимодействие губок и разъемной оправки.
Устройство для намотки секций рулонных конденсаторов включает в себя намоточный механизм с разъемной оправкой 1, механизмы захвата и подачи лент 2-5 с губками 6
в виде упругих пластин, не раскрывающихся в процессе заправки лент в оправку; механизм для отрезки лент с перфорационными ножами 7, ролик 8 на ползуне 9, установленном в направляющей 10 каретки 11, пружину 12 и винт 13 регулировки силы торможения ползуна, ролик 14 на рычаге 15, шарнирно соединенном с качающимся рычагом 16, пружину 17 и гайку 18 регулировки силы торможения поворота рычага 16; фрикционные шайбы 19 и 20, приводной кулачок 22 для каретки, рычаг 23, тягу 24, упор 25, приводной кулачок 26 для ролика, рычаги 27 и 28, тягу 29, рычаг 30, упор 31 и цепную передачу центрального привода кулачков 32.
В исходном положении устройства ролики 8 и 14 отведены от оправки 1.
В начале рабочего цикла половинки разъемной оправки 1 расходятся (фиг. 3), и в зону намотки перемещаются губки 6 механизма 2 с выступающими из них концами лент 33 (фиг. 4). Затем половинки оправки снова сближаются, причем концы губок попадают между ними (фиг. 5 и 9). Незадолго до полного смыкания оправки механизм 2 перемещается на некоторое расстояние вверх и выводит губки 6 из щели оправки (фиг. 6), в результате чего концы лент оказываются пропущенными через эту щель. Носле полного смыкания оправке придается вращение. 3 При первых оборотах оправки концы лепт, выступаюпдне из нее, зажимаются первыми витками, после чего механизмы 3-5 (фиг. 7) заправляют остальные лепты. После нескольких первых оборотов оправки губки механизма 2, а также губки механизмов 3-5 после заправки остальных лент возвращаются в исходное положение (фиг. 1). Сразу же после заправки лент ролики 8 и 14 приходят в соприкосновение с оправкой (фиг. 8). В процессе намотки диаметр секции нарастает, и она отодвигает ролики с некоторым усилием, создаваемым на ролике 8 в результате прижатия пружиной 12 ползуна 9 к направляющей 10 каретки 11 (фиг. 1), а на ролике 14 - за счет сжатия пружиной 17 ступицы рычага 15 между фрикционными шайбами 19 и 20, связанными с осью рычага 17 (фи-г. 2). Ролик 8, находясь на направлении равнодействующего усилия, возникающего от сложения сил натяжения лент, проходя через механизмы. 2-5 и воспринимая его на себя, разгружает оправку от изгибающих сил. Вследствие этого даже тонкие и длинные оправки при намотке сохраняют прямолинейную форму, что исключает образование на лентах складок и морщин. Кроме того, ролики 8 и 14 разглаживают складки на огибающих их лентах и уплотняют нал атываемую секцию конденсатора. Каретка 11 и ролик 8 приводятся в двил ение от кулачка 22 через рычаг 23 и тягу 24. В исходиое положение ролик 8 возвращается благодаря выталкиванию ползуна 9 при встрече его с упором 25 во время отвода каретки 11 от оправки 1. Механизмы 2-5 перемещаются, как и каретка 11, от кулачков (на чертежах не показаны). Все кулачки приводятся во вращеиие от центрального привода через цепную передачу 34. После окончания намотки, отрезки всех лепт и закрепления последнего витка ленты заклейкой или заваркой ролики 8 и 14 отводятся от секции, оправка 1 раздвигается, а готовая секция сбрасывается в накопитель. Затем цикл повторяется. Толщина губок 6 с зажатой между ними лентой не превышает 1/4 диаметра оправки 1. Предмет изобретения Устройство для намотки секций рулонных конденсаторов, содержащее вращающуюся разъемную оправку в виде двух полуцилиндров, механизм захвата и заправки лент в оправку с губками для удержаиия концов лент, отличающееся тем, что, с целью повышеиия его надежности, губки выполнены в виде упругих пластин без возможности раскрытия их в процессе заправки лент в оправку, причем толщина губок с зажатой между ними лентой не превышает 1/4 диаметра оправки.
(uuz.i
J3
Фи&.д
Фиг.7
Фиг.
6-В
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU788202A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU750590A1 |
| Устройство для намотки секций рулонных конденсаторов | 1973 |
|
SU481079A1 |
| Устройство для намотки секций рулонных конденсаторов | 1977 |
|
SU744754A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для подачи лент при групповой намотке секций конденсаторов | 1981 |
|
SU997114A1 |
| Устройство для изготовления секции конденсаторов с проволочными выводами | 1973 |
|
SU484582A1 |
| Поворотная головка для намотки секций рулонных конденсаторов | 1986 |
|
SU1322385A1 |
| Устройство для намотки секций электролитических конденсаторов | 1974 |
|
SU505046A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |