Изобретение относится к производству изделий радиоэлектронной техники и кaca ется, в частности, устройств для намотки секций рулонных конденсаторов.
Цель изобретения - повышение произ- водительности.
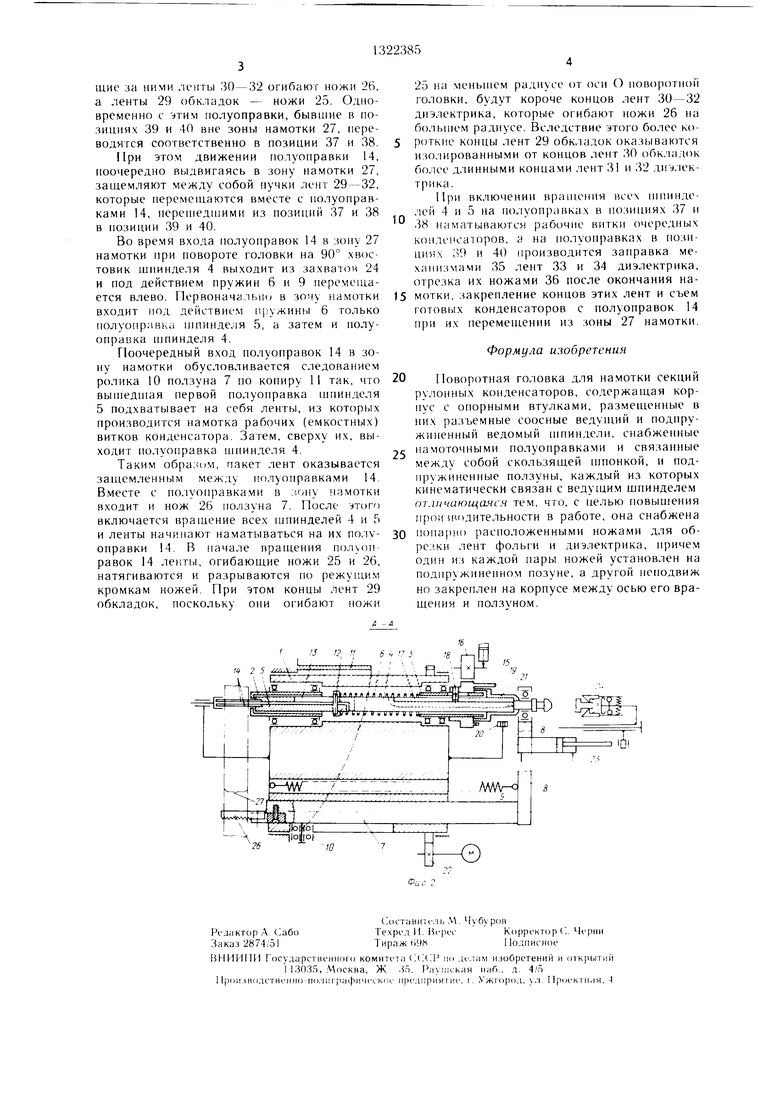
На фиг. 1 показана принципиальная схема поворотной головки для намотки рулонных конденсаторов (четырехшпиндельный вариант ; на фиг. 2 - разрез А-А на фиг. 1
Поворотная головка содержит корпус 1, намоточные узлы с опорными втулками 2 и 3, в каждой паре которых размещены ведущий
4и ведомый 5 и1пиндели с пружиной 6, ползуны 7, попарно соединенные механической связью 8 со шпинделями 4 и подпружиненные пружинами 9, ролики 10, закрепленные на ползунах 7, кинематически связанных с копиром 11. Шпиндели 4 и 5 связаны друг с другом скользящими шпонками 12, каждая из которых закреплена на шпинделе
5и проходит через паз 13 шпинделя 4.
На каждом шпинделе 4 и 5 закреплена полуоправка 14. Фрикционный каток 15 служит для передачи вращения от привода 16 на шпиндели 4 и 5. Каток 15 связан с пазом 17 шпинделя 4 шпонкой 18, проходящей через паз втулки 3. Правый торец катка 15 имеет профиль 19 кулачка, взаимодействующий с роликом 20. Каток 15 удерживается в исходном положении втулкой 21, закрепленной на гипинделе 4. Привод 22 служит для поворота головки, привод 23 с захватами 24 - для возвратно-поступательного перемещения полуоправок 14.
Механизм отрезки лент поворотной головки содержит попарно установленные в промежутках между намоточными узлами с полуоправками 14 в радиальном направлении два зубчатых отрезных ножа 25 и 26. Нож 25 неподвижно закреплен на корпусе 1 головки, а нож 25 - непосредственно на подпружиненном ползуне 7.
Ввод полуоправок 14 в зоне 27 намотки осуществляется во время поворота головки при взаимодействии ролика 10 с копиром 11 под действием пружины 9 ползуна 7, что необходимо для последующей намотки на полуоправки 14 секций из лент, сматываемых со шпинделей 28, в частности лент 29 и 30 обкладки и лент 31-34 диэлектрика. Нож 25 закреплен на корпусе 1 перед участком аб ленты обкладки 29, натянутой между направляющим роликом этой ленты и намоточной оправкой 14, а нож 26 закреплен непосредственно на ползуне 7, в «кармане между указанным участком аб ленты обкладки 29 и участком ав пучка остальных лент 30 обкладки и лент 31 и 32 диэлектрика, натянутых между другим направляющим роликом этих лент и той же оправкой 14.
Для заправки концов лент 33 и 34 диэлек- трика в полуоправках 14 и отрезки этих лент предусмотрены соответственно механизмы 35
5
5
0
0
0
5
0
5
5
0
заправки и ножи 36. В предлагаемом че- тырехшпиндельном варианте выполнения головки в позициях 37 и 38 полуоправкок 14 предусматривается намотка рабочих (емкост. ных) витков конденсаторов, а в позициях 39 и 40 - обмотка их слоем ленты 33 и 34 диэлектрика с целью закрепления концов лент рабочего слоя и создания наружного защитного слоя конденсатора. Намоткой поспедней ленты на некоторых типах конденсаторов обеспечивается также их домотка в заданный диаметр.
Устройство работает следующим образом.
На полуоправки 14 в позициях 37 и 38 про изводится намотка рабочих витков конденсаторов из лент 29 и 30 обкладок и лент 31 и 32 диэлектрика. При этой ленты 29 обкладок, направляющиеся к полуоправкам 14, проходят между ножами 25 и 26.
Одновременно с этим на полуоправках в позициях 39 и 40 производятся следующие операции: заправка концов лент 33 диэлектрика и 34 механизмами 35, отрезка этих лент ножами 36 по окончании намотки, закрепление концов лент на конденсаторах (не показано), остановка полуоправок и перемещение их из зоны намотки 27 вправо.
Вместе с полуоправками 14 из зоны намотки уходят связанные с ними механическими связями 8 ползуны 7 с закрепленными на них ножами 26. При этом готовые конденсаторы снимаются с полуоправок 14.
Перемещения полуоправок 14 вправо осуществляется приводом 23, который подводит захваты 24 к правому концу шпинделя 4, сцепляется с ним и при обратном движении перемещает его вправо. При этом движении полуоправки 14 уходят из зоны 27 поочередно. Это обусловлено тем, что длина хода шпинделя 4 в два раза больше длины его паза 13. Поэтому при движении шпинделя 4 на длину паза 13 шпиндель 5 стоит на месте, удерживаемый пружиной 6, и лишь при дальнейшем движении щпинделя 4 имеет место перемещение вправо шпинделя 5.
В конце хода вправо левая кромка второго паза 17 щпинделя 4 сцепляется со шпонкой 18 катка 15 и перемещает его также вправо и подводит торцовый профиль 19 в соприкосновении с роликом 20. Вследствие этого осуществляется ориентация плоскостей разъема полуоправок 14 параллельно лентам, которые должны заправляться на них. Необходимость поочередного ухода полуоправок 14 из зоны 27 намотки вызвана тем, что при этом облегчается съем с них готовых конденсаторов.
По окончании намотки рабочих витков вращение полуоправок в позиции 37 и 38 также прекрапхается, а поворотная головка поворачивается по часовой стрелке на 90°.
При этом повороте полуоправки 14 из позиций 37 и 38 переводятся соответственно в позиции 39 и 40, причем следующие за ними .ленты 30-32 огибают ножи 26, а ленты 29 обкладок - ножи 25. Одновременно с нолуоправки, бывшие в позициях 39 и 40 вне зоны намотки 27, переводятся соответственно в позиции 37 и 38.
При этом движении полуонравки 14, поочередно выдвигаясь в зону намотки 27, защемляют между собой пучки лент 29-32, которые неремещаются вместе с полуонрав- ками 14, церец1едц ими из позиций 37 и 38 в позиции 39 и 40.
Во время входа полуонравок 14 в зону 27 намотки при повороте головки на 90° хвостовик шпинделя 4 выходит из захватан 24 и под действием пружин 6 и 9 перемещается влево. Первоначально в зону намотки входит под действием |Г|.:ужины 6 только юлуонр;и5ка П1пинделя 5, а затем и полуоправка ппинделя 4.
Поочередный вход полуоправок 14 в зону намотки обусловливается следованием ролика 10 ползуна 7 но копиру 11 так, что вы1недц1ая первой полуонравка шпинделя 5 подхватывает на себя ленты, из которых производится намотка рабочих (емкостных) витков конденсатора. Затем, сверху их, выходит нолуоправка 1нпинделя 4.
Таким образом, пакет лент оказывается защемленным между полуоправками 14. Вместе с по.чуоправками в : ,оиу намотки входит и нож 26 ползуна 7. После атого включается вращение всех щпинделей 4 и 5 и ленты начинают наматываться на их полуонравки 14. В 1ачале вращения полуоправок 14 лепты, огибающие ножи 25 и 26, натягиваются и разрываются по режущим кромкам ножей. При этом концы лент 29 обкладок, поскольку они огибают ножи
0
20 на меньн1ем радиусе от оси О новоротной головки, будут короче концов лент 30-32 диэлектрика, которые огибают ножи 26 на болынем радиусе. Вследствие этого более короткие концы лент 29 обкладок оказываются изо. 1ированными от концов лент 30 обкладок более длинными концами лент 31 и 32 диэлектрика.
При включении вращения всех нпинде- лей 4 и 5 на полуоправках в позициях 37 и 38 наматываются рабочие витки очередных конденсаторов, а на нолуоправках в позициях 39 и 40 производится заправка механизмами 35 лент 33 и 34 диэлектрика, отрезка их ножами 36 после окончания на- 5 мотки, закрепление концов этих лент и съем готовых конденсаторов с полуоправок 14 при их 11еремеп;ении из зоны 27 намотки.
Формула изобретения
0 Поворотная головка для намотки секций рулонных конденсаторов, содержащая кор- нус с опорными втулками, размещенные в них разъемные соосные ведущий и подпружиненный ведомый нпиндели. снабженные
5 намоточными полуоправками и связанные между собой скользящей ншонкой, и под- нружиненные ползуны, каждый из которых кинематически связан с ведущим шпинделем отличающаяся тем, что, с целью повышения ирои (нпднтельности в работе, она снабжена
0 попарно расноложенными ножами для об- ре; ,ки лент фольги и диэлектрика, нричем один из каждой нары ножей установлен на подпружиненном позуне, а другой ненодвиж но закреплен на корпусе .между осью его вращения и ползуном.
2 5
ч ni°ili°f -гб -10
И ПЭ «
Ц ,Ч:Г 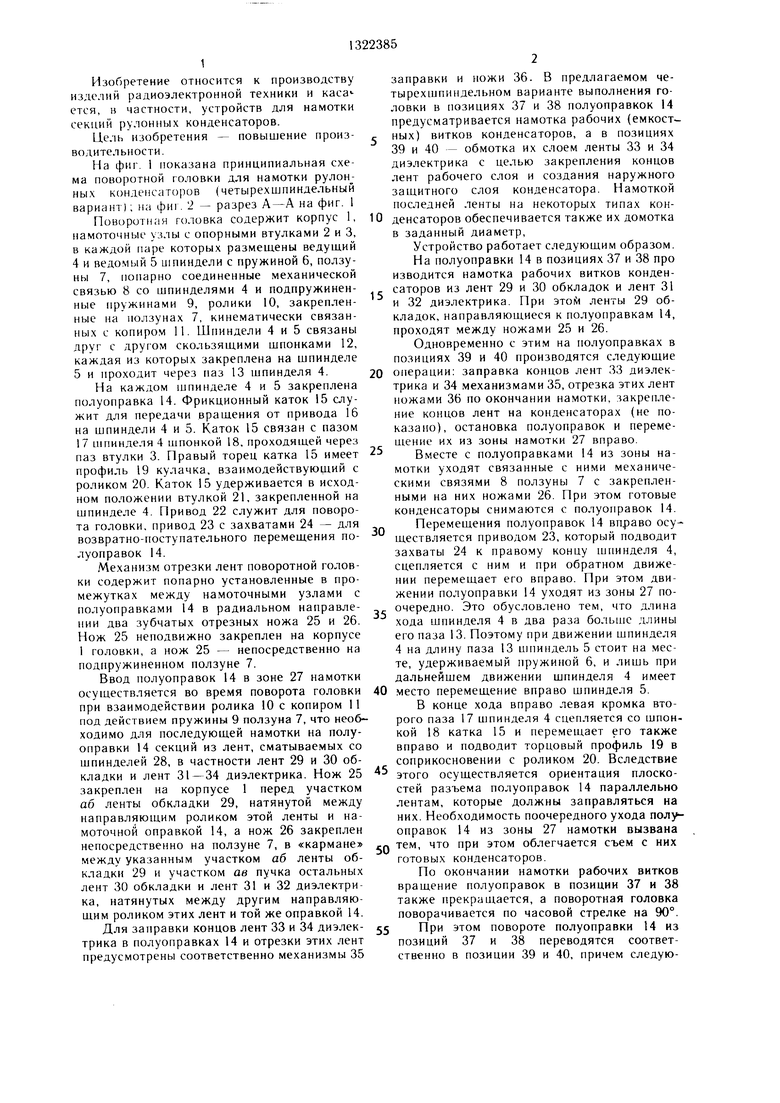
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Поворотная головка для намотки секций конденсаторов | 1982 |
|
SU1056290A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Поворотная головка для намотки секций конденсаторов | 1981 |
|
SU1010669A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |
| Устройство для намотки секций рулонных конденсаторов | 1977 |
|
SU721858A1 |
| Устройство для изготовления секций рулонных конденсаторов | 1974 |
|
SU652634A1 |
Поворотная головка (ПГ) для намотки секций рулонных конденсаторов включает механизм обрезки лент фольги и диэлектрика, имеющий попарно установленные в промежутках между намоточными узлами с полуоправками 14 в радиальном направлении ножи 25 и 26. Нож 25 неподвижно закреплен на корпусе 1 головки, а нож 26 - непосредственно на подпружиненном ползуне 7 Изобретение повышает производительность ПГ. 2 ил. Л 2В гв сл со Is5 N3 оо 00 сл
Сл)Ст;1ВН 11 .и1) Л . Чубу роя
Р д;1ктор .Л. (абоТе.хрелИ. ВсрисКорректоре .. Черни
Заказ 2874| 51Тираж )ЖПодписное
ВНИИНН Государственного комитета (( но делам изобретений и открытий
I 130.35, .Москва, Ж З.т. Рахшская наб.. л. 4/5 11рои.1И()Дстн(. НН()-||о. 1играфическо нредп тиятие. I. жго)од, у.ч. IlfiooKTHaH. 4
| Поворотная головка для намотки секций конденсаторов | 1981 |
|
SU1010669A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
