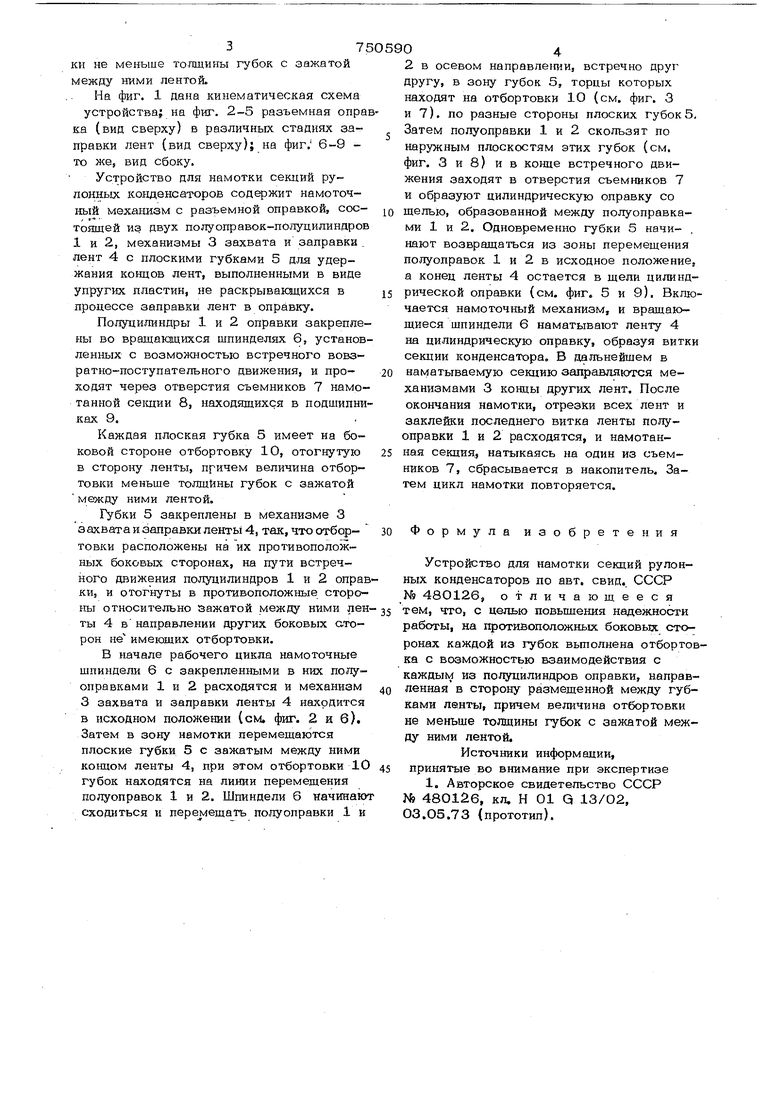
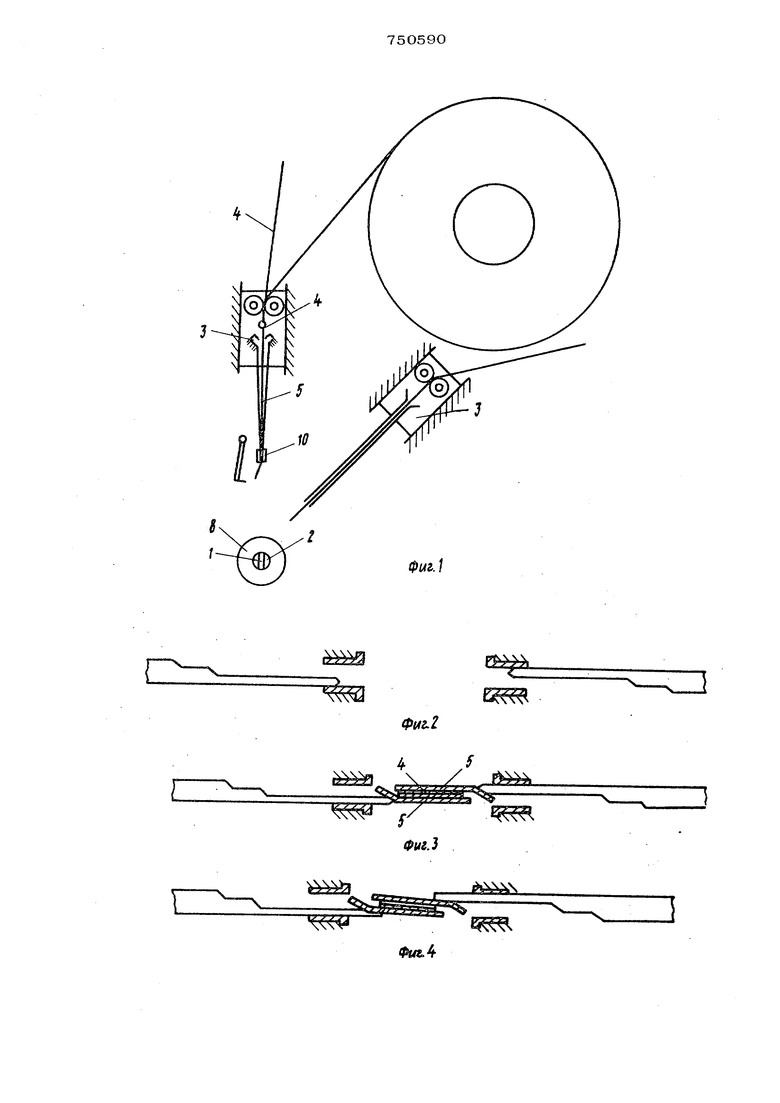
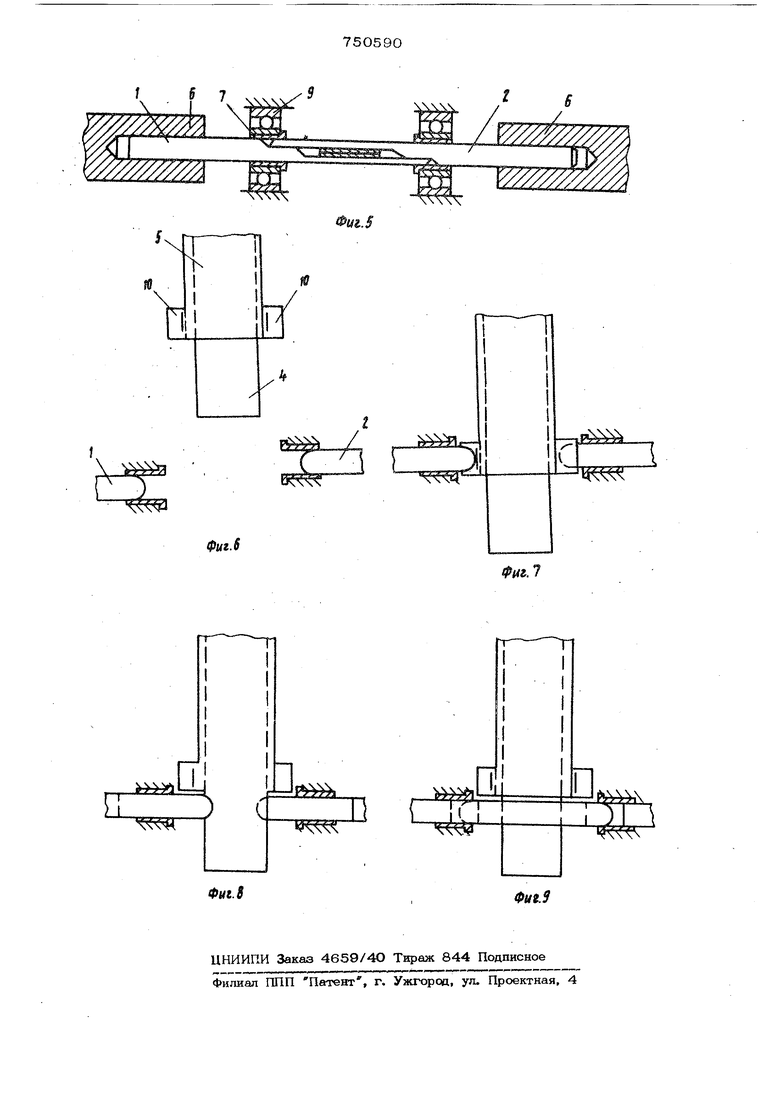
(54) УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ Изобретение относится к электронной технике и касается, в частности, усовершенствования технологического оборудова ния для изготовле11ия радиодеталей-автоматов для намотки секций рулонных конденсаторов. Известно устройство для намотки секций рулонных конденсаторов, по основному авт. свид. NO 48О126, содержащее вращающуюся разъемную оправку в виде двух полуцилиндров, механизмы захвата и заправки лент в оправку с губками для удержания концов лент, выполненными в виде упругих пластин без возможности раскрытия их в процессе заправки лент в оправку, причем толщина губок с зажатой между ними лентой не превышает 1/4 диаметра оправки. Однако в процессе эаправки лент в оправку при намотке миниатюрных конденсаторов в результате встречного движения полуцилиндров оправки перпендикулярно губкам механизма захвата и заправки лент в оправку имеют место частое наКОНДЕНСАТОРОВтыкание полуцилиндров оправки на губки механизма захвата и заправки лент, что приводит к поломкам губок или полуцилиндров оправки. Цель изобретения - повышение надежности работы. Достигается это тем, что в устройстве для намотки секций .рулонных конденсаторов, содержащем вращаюшуюся разъемную оправку в виде двух полуцилиндров, механизм захвата и заправки лент в оправку с губками для удержания концов лент, выполненными ь виде упругих пластин без возможности раскрытия их в процессе заправки лент в оправку, и имеющими толщину с зажатой между ними лентой, не превышающую 1/4 диаметра оправки, дополнительно на противоположных боковых сторонах каждой из губок выполнена отбортовка с возможностью взаимодействия с каждым из полуцилиндров оправки, направленная в сторону размещенной между губками ленты, причем величина отборто ки не меньше то-гацины губок с зажатой между ними лентой. На фиг. 1 дана кинематическая схема устройства; на фиг. 2-5 разъемная опра ка (вид сверху) в различных стадиях заправки пент (вид сверху); на фиг. 6-9 то же, вид сбоку. Устройство для намотки секций рулонных ковденсатороБ содержит намоточный механизм с разъемной оправкой, состоящей из двух полуоправок-полуцилиндров 1 и 2, механизмы 3 захвата и заправки . лент 4 с плоскими губками 5 для удержания концов лент, выполненными в виде упругих пластин, не раскрывающихся в процессе заправки лент в оправку. Полуцилиндры 1 и 2 оправки закреплены во вращающихся шпинделях 6, установ ленных с возможностью встречного вовзратно-поступательного движения, и проходят через отверстия съемников 7 намотанной се1щии 8, находящихся в подшипни ках 9. Каждая плоская губка 5 имеет на боковой стороне отбортовку 10, отогнутую в сторону ленты, причем величина отбортовки меньше толщины губок с зажатой между ними лентой. Губки 5 закреплены в механизме 3 захват а и заправки ленты 4, так, что отбортовки расположены на их противоположных боковых сторонах, на пути встречного полуцилиндров 1 и 2 опра ки, и отогнуты в противоположные стороны относительно зажатой между ними пен ты 4 в направлении Щ)угих боковых G.TOрон не имеющих отбортовки. В начале рабочего цикла намоточные шпиндели 6 с закрепленными в них полуоправками i II 2 расходятся и механизм 3 захвата и заправки ленты 4 находится в исходном положении (см. фиг. 2 и 6). Затем в зону намотки перемещаются плоские губки 5 с зажатым между ними концом ленты 4, при этом отбортовки 10 губок находятся на линии перемещения полуоправок 1 и 2. Шпиндели 6 начинаю сходиться и перемещать полу оправки 1 и 2 в осевом направлении, встречно друг ДРУ1Т. в зону губок 5, торцъг которых находят на отбортовки 1О (см. фиг. 3 и 7). по разные стороны плоских губок5, Затем полуоправки 1 и 2 скользят по наружным плоскостям этих губок (см. фиг. 3 и 8) ив конце встречного движения заходят в отверстия съемников 7 и образуют цилиндрическую оправку со щелью, образованной между полуоправками 1 и 2. Одновременно губки 5 начи- . нают возвращаться из зоны перемещения полу оправок 1 и 2 в исходное положение, а конец ленты 4 остается в щели цилиндрической оправки (см. фиг. 5 и 9). Включается намоточнъ1й механизм, и вращающиеся шпиндели б наматывают ленту 4 на цилиндрическую оправку, образуя витки секции конденсатора. В дальнейшем в на у1атываемую секцию заправляются механизмами 3 концы других лент. После окончания намотки, отрезки всех лент и заклейки последнего витка ленты полуоправки 1 и 2 расходятся, и намотанная секциЯ( натыкаясь на один из съемников 7, сбрасывается в накопитель. Затем цикл намотки повторяется. Формула изобретения Устройство для намотки секций рулонных конденсаторов по авт. свид. СССР № 48О126, отличающееся тем, что, с целью повьппения надежности работы, на противоположных боковых сторонах каждой из губок вьшолнена отбортовка с возможностью взаимодействия с каждым из полуцилиндров оправки, направленная в сторону размещенной между губками ленты, причем величина отбортовки не меньше толщины губок с зажатой между ними лентой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 4801Й6, кл. Н 01 Q 13/02, ОЗ.О5.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU788202A1 |
| Поворотная головка для намотки секций рулонных конденсаторов | 1986 |
|
SU1322385A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций рулонных конденсаторов | 1973 |
|
SU480126A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Оправка для намотки секций рулонных конденсаторов | 1980 |
|
SU894811A1 |
Е
Ъ
/
Р
ч
