Изобретение представляет собой штамп для пресса, состоящий из пунсона и матрицы, служащей для безотходной вырубки из полосового материала шести прямоугольных деталей за три последовательных удара пресса. В деталях штампа созданы нормальные условия резания для вырубаемых деталей вследствие размещения пунсонов и ножей и соотношения их размеров. Боковые ножи, калибрующие ленту, имеют длину, равную двойной ширине изделий, вырубное же окно в матрице равно по длине ординарной ширине изделия, что позволяет ленте перекрывать вырубное окно на ширину изделия после калибровки части ленты по краям на длину, соответствующую ширине двух изделий. Расстояние между боковыми ножами равно тройной длине изделия; между ними расположены пунсон и матрица для вырубки одного изделия и применены добавочный пунсон и матрица Т-образного сечения для разрубания на пять частей переднего конца полосы, подготовленной к разрубке боковыми ножами, из которой одно изделие предварительно вырублено средними пунсоном и матрицей.
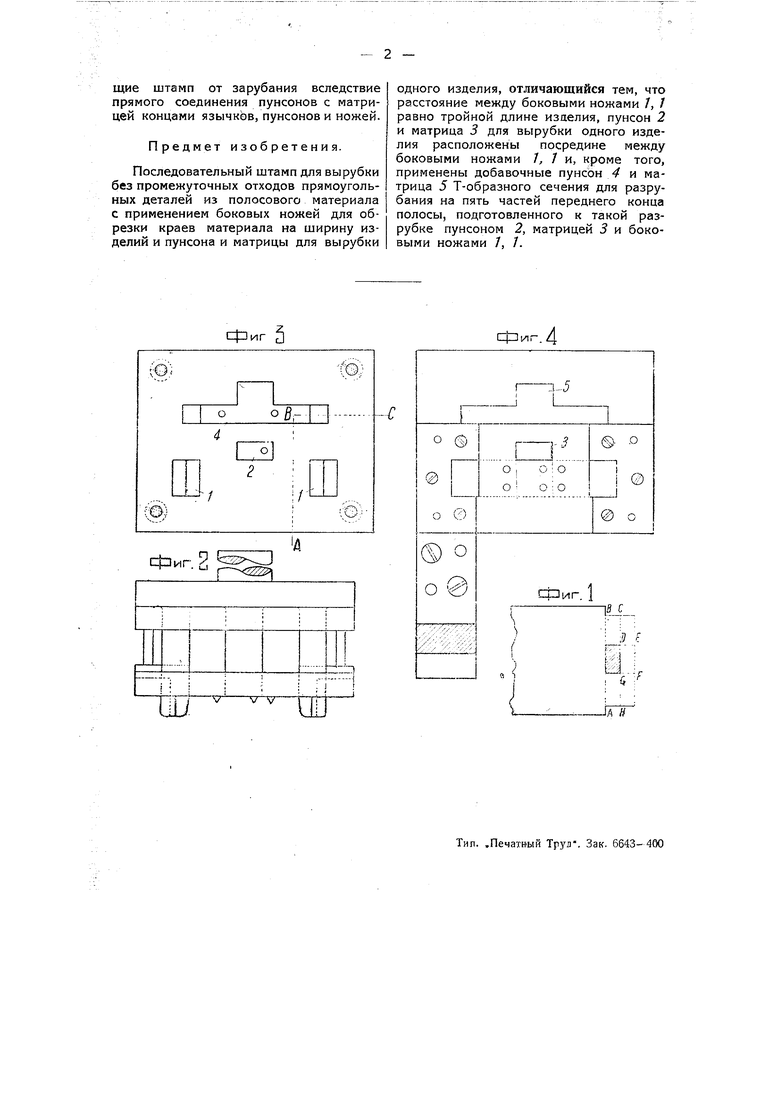
На прилагаемом чертеже фиг. 1 изображает вид сверху на конец ленты, заготовленной в штамп, с показанием размещения шести вырубаемых изделий;
фиг. 2-изображает вид пунсона спереди; фиг. 3-вид его снизу; фиг. 4-вид на матрицу сверху.
Боковые ножи /, 7 (фиг. 2-3) пунсона, действующие по линиям ВС и АН (фиг. 1), расположенные друг от друга на расстоянии тройной длины изделия и имеющие длину, равную двойной ширине изделия, калибруют часть ленты для шести изделий при первом ударе пресса. Вторым ударом пресса пунсон 2 и матрица 3, расположенные посредине между боковыми ножами 7, 7, вырубают первое изделие (заштрихованное на фиг. 1), а третий удар пресса приводит к тому, что добавочные пунсон 4 и матрица 5 Т-образного сечения разрубают ленту на пять изделий по линиям пунктира ABCDEFGH (фиг. 1).
Точность перекрытия матрицы гарантируется пунсонным ловителем, который в момент вырубки первого изделия ловит отверстие ленты и подтягивает ленту в правильное положение. Посылка ленты и ее положение при вырубке определяется упорами у направляющих планок матрицы, в которые лента упирается заплечиками, полученными при калибровке боковыми ножами.
У вырубного пунсона и боковых ножей имеются направляющие язычки, облегчающие установку и предохраняю
щие штамп от зарубания вследствие прямого соединения пунсонов с матрицей концами язычков, пунсонов и ножей.
Предмет изобретения.
Последовательный штамп для вырубки без промежуточных отходов прямоугольных деталей из полосового материала с применением боковых ножей для обрезки краев материала на ширину изделий и пунсона и матрицы для вырубки
одного изделия, отличающийся тем, что расстояние между боковыми ножами 1, 1 равно тройной длине изаелия, пунсон 2 и матрица 3 для вырубки одного изделия расположены посредине между боковыми ножами 1, 1 и, кроме того, применены добавочные пунсон 4 и матрица 5 Т-образного сечения для разрубания на пять частей переднего конца полосы, подготовленного к такой разрубке пунсоном 2, матрицей 3 и боковыми ножами 7, /.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп | 1937 |
|
SU52540A1 |
| Штамп для вырубки плакетов из недубленого галалита | 1936 |
|
SU52619A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ КАРТОЧКИ (ВАРИАНТЫ) | 2005 |
|
RU2308343C2 |
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВЫХ ПОЛУСЕПАРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2070462C1 |
(фиг 3
Ш
(-о;;
j-j
- /
(©)
фиг. 2
1ИГ.4

