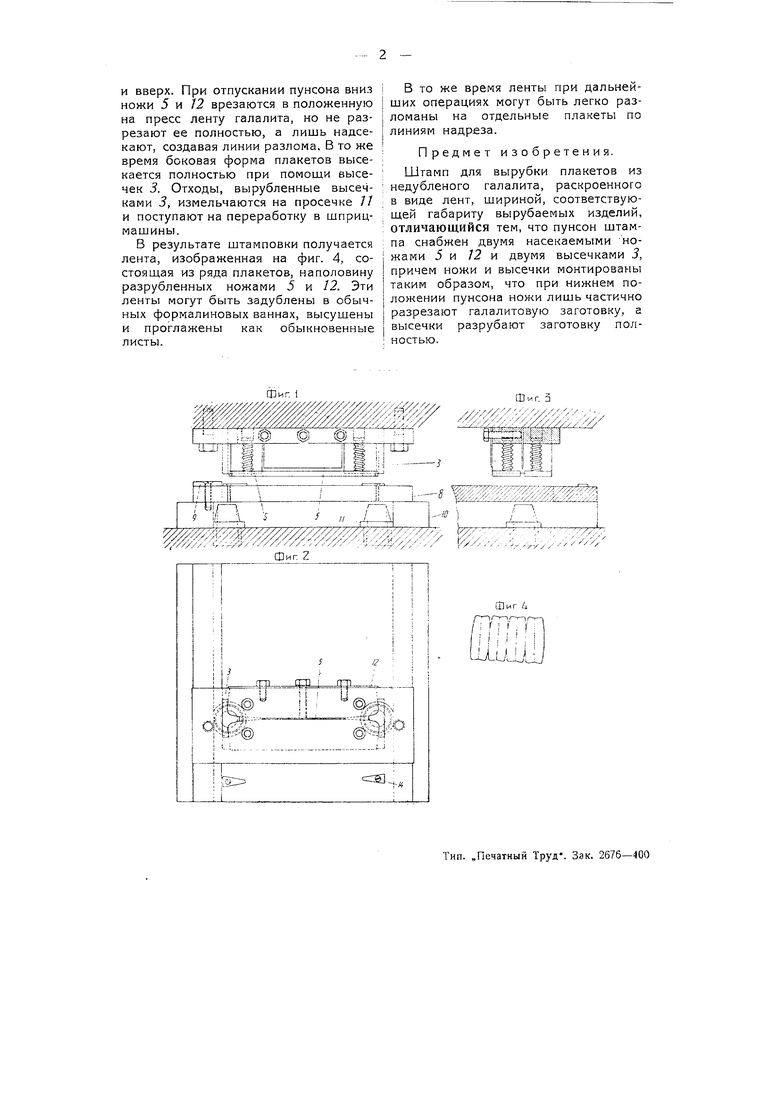
Заявлено 2 декабря 1 Опубликовано 28 В промышленности изготовление расчесок из галалита производится следующим путем: задубленную в формалине и просушенную пластину галалита размягчают нагреванием в воде или на паровой плите и затем штампуют на планеты расчесок нужных размеров и фасонов. После вырубки планетов остаются отходы, составляющие до 20-25% от веса пластины. В целях уменьшения отходов было предложено вырубать планеты из недубленого галалита и уже готовые плакеты задубливать в формалине. Отходы от вырубни могут быть переработаны на изделия. Однако задубливание отдельных планетов требует специального оборудования, реконструкции формалиновых ванн и сушильных камер и т. д. В предлагаемом изобретении предусмотрено видоизменение процесса вырубки плакетов из недубленого галалита с использованием того же оборудования, которое имеется в настоящее время на галалитовых заводах. При этом сырые галалитовые листы сначала раскраиваются на ленты, ширина которых определяется габаоитом изготовляе.мых изделий. 3;i года за № ТП-9520. всЕСояс:;.; февраля 1938 года. плт :нт;;о TE;:ii;i4F-:;: БИЕГЛ;:ЗУ ;:А Галалитовая лента оораоатываетс затем на штампе, изображенном на чертеже. Пунсон штампа снабжен j двумя насенающими ножами 5 и 72. Центральный более короткий нож 5 предназначается для насечки линии между двумя плакетами, а длинный нож 72-для насечки линии разлома i между двумя заготовками. Кроме того, пунсон имеет две высечки 3, выруI баюшие плакеты галалита по данному фасону, и четыре пружины 6, прижимающие планки пунсона. Матрица штампа состоит из следующих основных деталей; плиты матрицы 8, лежащей на двух прокладках W, двух трубок-конусообразных i просечек //, служащих для измельче; ния отходов, вырубаемых высечками 3; направляющей планки 9 для продвижения ленты галалита и двух напраI вляющих шаблонов М, служащих для I закладывания в них отштампованных планетов. Штамп устанавливается на небольщом эксцентриковом прессе, работающем от мотора. Работа щтампа производится следующим образом. При нажиме на педаль верхняя плита пресса вместе ; с пунсоном совершает движение вниз
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| Последовательный штамп для вырубки без промежуточных отходов прямоугольных деталей из полосового материала | 1936 |
|
SU48095A1 |
| Штамп | 1937 |
|
SU52540A1 |
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| Приспособление к эксцентриковому прессу для вырубки деталей из листового материала | 1936 |
|
SU51475A1 |
| Штамп для вырубки пазов на концах профилей и труб | 1982 |
|
SU1066704A1 |
| Пресс для изготовления сборных штампованных пуговиц | 1956 |
|
SU105042A1 |
