Предлагаемый штамп имеет целью получение максимальной экономии материала при изготовлении изделий, например, гаек, без снижения качества последних. Конструктивное разрешение этой задачи практически дало возможность добиться экономии материала при качестве получаемых изделий (гаек), значительно превышаюшем качество изделий (гаек) обычного „отходного изготовления.
Основной идеей данной конструкции является применение калибрования вырубленного изделия (гайки), выполняемого за один ход ползуна, путем проталкивания вырубленного изделия (гайки) через всю толщину вырубной матрицы и специальной калибровочной матрицы, в которой изделие собственно и калибруется.
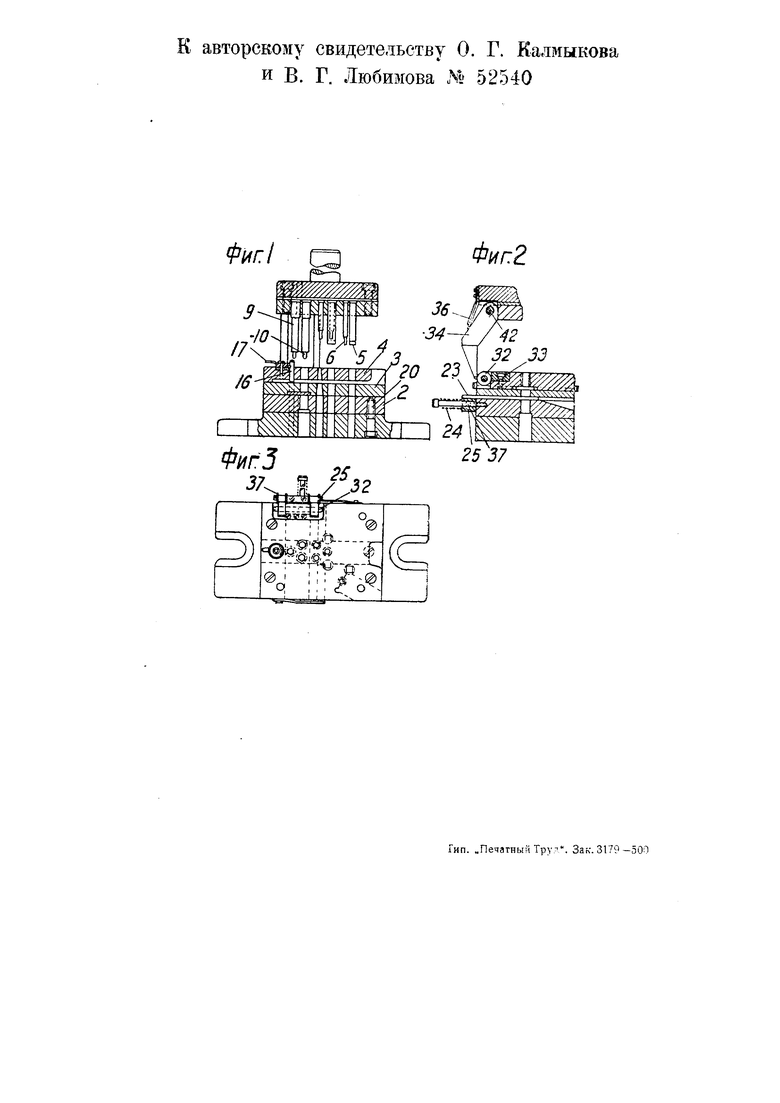
На чертеже фиг. 1 изображает вертикальный продольный разрез штампа; фиг. 2 - поперечный разрез его; фиг. 3-вид сверху.
Штамп рассчитан на одновременную вырубку трех гаек, но возможности увеличения количества одновременно вырубаемых гаек остаются такими же, как и при суш.ествующих ,,отходных штампах. Лента по своей ширине заготовляется из того расчета, чтобы нижний предельный размер ширины ленты был на 0,3- 0,5 мм больше размера между вершинами углов крайних гаек. Верхний предельный размер ширины ленты выбирается в зависимости от точности заготовки и ширины направления. В случае, если заготовка может быть сделана точно, нет надобности в этих запасах в 0,3-0,5 мм, так как зазоры ленты в направляюш.их будут сведены к минимуму и нижний предельный размер можно делать равным размеру между вершинами углов крайних гаек.
Расположение круглых и шестигранных рабочих отверстий штампа (фиг. 1) достаточно ясно показывает также и раскрой, благодаря которому от ленты в отход идут лишь боковые уголки, не считая, в данном случае, отверстий в гайках.
Предварительно лента устанавливается в боковом направлении съемника до упора и с правого угла ленты отрубается подрезным ножом 5 уголок, г. в середине края ленты прорубным пунсоном 6 вырубается полукруг. Затем лента переворачивается и отрубается второй уголок. Уголки отрубаются для того, чтобы осущ,ествить фиксацию ленты на боковые пружинные фиксаторы, причем фиксация ленты на боковые пружинные фиксаторы должна осуществляться достаточно точно во время первых четырех ударов, т. е. до тех пор, пока лента с вырубленными частично изделиями не упрется торцем в упорный штифт 16. С этого момента подача осуществляется произвольно. Как в обычных комбинированных щтампах, вначале вырубается отверстие гайки, а затем и самая гайка. Размер матрицы 3, вырубной по шестиграннику, выполняется по верхнему предельному размеру гайки с двумя плюсовыми отклонениями, а размер шестигранных пунсонов 9-по нижнему предельному размеру гайки с минусовым жестким допуском, размер же шестигранных рабочих отверстий по калибровочной матрице 2 выполняется по нижнему предельному размеру гайки с плюсовым жестким допуском. В данном случае рассматривается изготовление гаек толщиной в 3 мм. Вырубная матрица 3 имеет снизу полость, в которой помещается выталкиватель 23 (фиг. 2), опоражнивающий полость после каждого хода пресса. Этим удаляется слой металла, снимаемый с вырубленной гайки при фрезеровании ее в калибровочной матрице 2. Вместо выталкивателя можно применить продувание полости воздухом или же промывание ее эмульсией, особенно в случае, если работа будет вестись на наклонном прессе. В данном же случае в верхней части пресса на оси 42 крепятся рычаги 34, которые прижимаются к роликам 32 матрицы пружиною 36. При опускании ползуна пресса опускаются и рычаги 34, скользя по роликам 32 и встречая на пути другие ролики 37, сидящие на оси 25, связанной с выталкивателем 23, которые и воспринимают боковое давление от наклонной плоскости рычага. При дальнейшем опускании ползуна пресса рычаги 34 повернутся около роликов 52, и выталкиватель 23, преодолевая сопротивление пружины 24, выйдет из полости настолько, что не будет препятствовать входу пунсонов в матрицу. При подъеме ползуна пресса пружина 24 разожмется и переместит выталкиватель в полость, которая таким образом будет очищена. Вследствие того, что шестигранные пунсоны 9 должны и вырубить гайку и вогнать ее в калибровочную матрицу 2, они выполнены более длинными, нежели пунсоны для пробивки отверстий в гайках. Это обстоятельство имеет положительную сторону, так как позволяет разгрузить работу штампа.
При вырубании гаек шестигранные пунсоны 9 входят в отверстия ленты, удерживаемой в правильном положении ловителями 10. В случае жесткого материала можно специальным ограничителем (планка с заплечиками) ограничить конец вырубки, а оставшийся кусочек ленты (около 2% от длины ленты) протолкнуть по ходу ленты сквозь всю длину направления съема. Для этого необходимо лишь поднять упорный штифт 16 поворотом ручки 17 упора.
Положение роликов 32 выталкивателя по высоте можно регулировать изменением толшины планки 33.
Показанный на чертеже описанный штамп для безотходного штампования гаек является частным примером комбинированного рубительно-фрезерного штампа, так как путем замены соответствующих пунсонов и матриц в штампе для изготовления гаек другими инструментами можно штамповать и другие детали.
Предмет изобретения.
Штамп, отличающийся применением расположенных одна над другой вырубной и калибровочной матрицы с целью выполнения за один ход ползуна пресса вырубания и калибрования изделия.
авторскому свидетельству 0. Г. Калмыкова и В. Г. Любимова М 52540
Фиг1
Фиг2
