1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для обработки полосового и ленточного материала.
Целью изобретения является расширение технологических возможностей путем штамповки деталей из материала с большой ши-- риной.
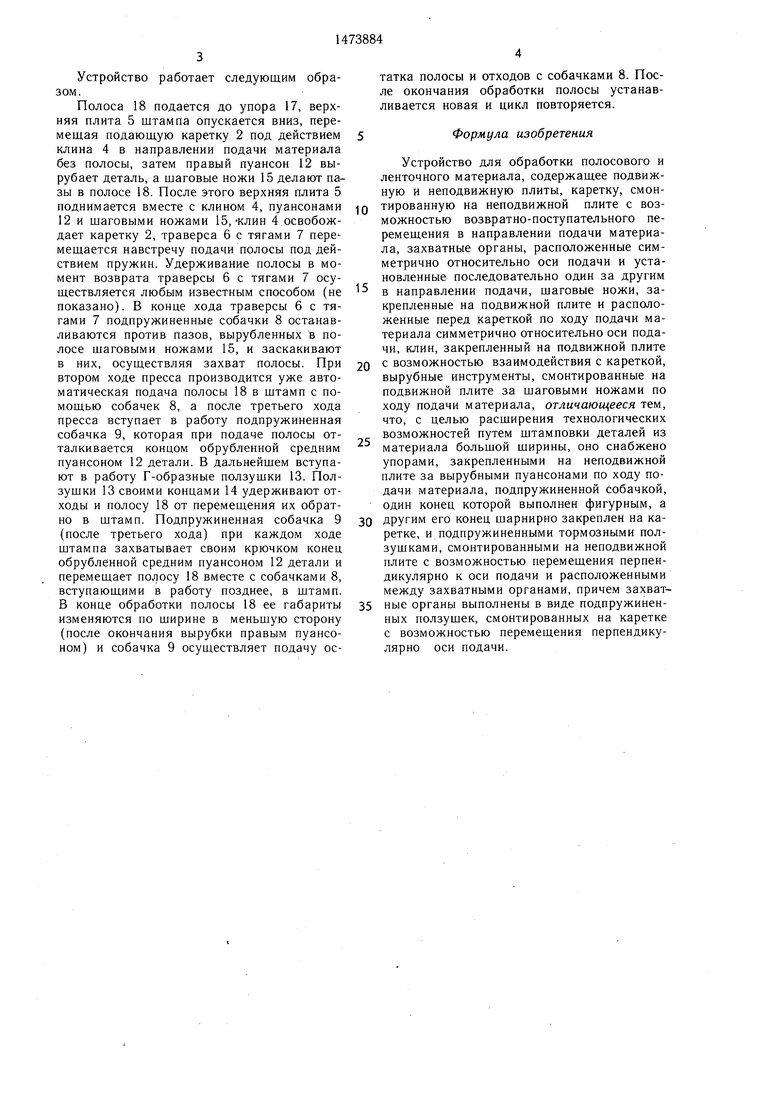
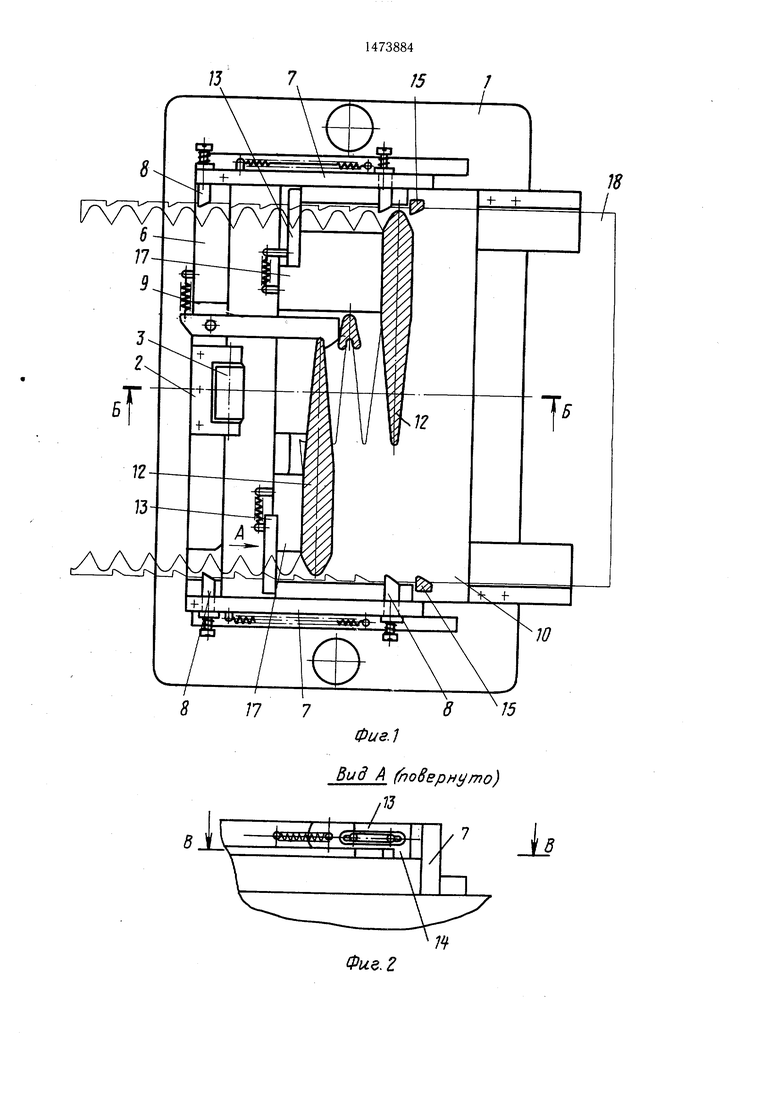
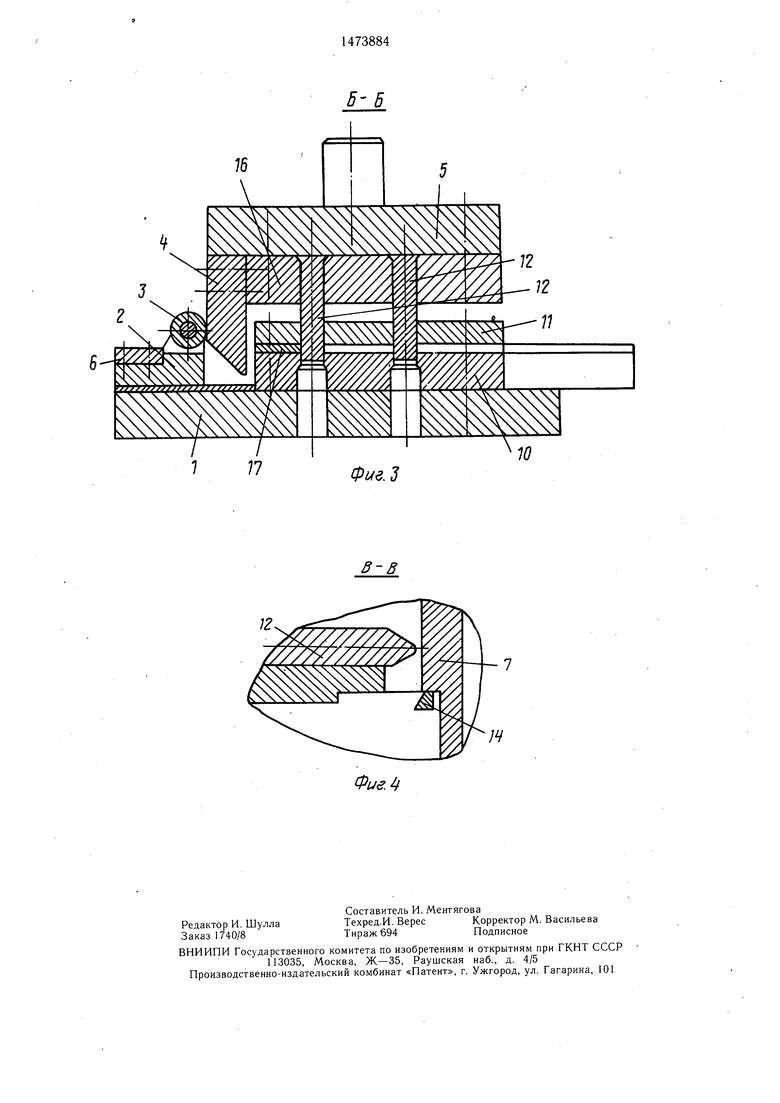
На фиг. 1 изображено устройство для обработки полосового и ленточного материала; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2.
Устройство содержит установленную на нижней плите 1 штампа подающую каретку 2, на которой смонтирован ролик 3, взаимодействующий с клином 4, закрепленным на верхней плите 5. Подающая каретка 2 выполнена в виде траверсы 6, связанной с двумя подпружиненными тягами 7, несущими установленные в них подпружиненные пол- зушки, выполненные в виде подающих собачек 8. В пазу траверсы 6 одним концом шарнирно установлена подпружиненная собачка 9, размещенная между матрицей 10 и съемником 11, а на другом конце собачки 9 выполнен крючок, внутренний контур которого соответствует контуру конца вырубаемой детали пуансонами 12, а наружная поверхность выполнена под острым углом к направлению подачи материала. На съемнике 11 с торца установлены подпружиненные тормозные Г-образной формы ползушки 13, содержащие на Г-образных концах 14 клиновые поверхности, идентичные рабочей поверхности шаговых ножей 15, закрепленных в пуансонодержателе 16. Между матрицей 10 и съемником 11 размещены постоянные упоры 17.
& 1
со оо оо
4
Устройство работает следующим образом.
Полоса 18 подается до упора 17, верхняя плита 5 штампа опускается вниз, перемещая подающую каретку 2 под действием клина 4 в направлении подачи материала без полосы, затем правый пуансон 12 вырубает деталь, а шаговые ножи 15 делают пазы в полосе 18. После этого верхняя плита 5 поднимается вместе с клином 4, пуансонами 12 и шаговыми ножами 15,-клин 4 освобождает каретку 2, траверса 6 с тягами 7 перемещается навстречу подачи полосы под действием пружин. Удерживание полосы в момент возврата траверсы 6 с тягами 7 осуществляется любым известным способом (не показано). В конце хода траверсы 6 с тягами 7 подпружиненные собачки 8 останавливаются против пазов, вырубленных в полосе шаговыми ножами 15, и заскакивают в них, осуществляя захват полосы. При втором ходе пресса производится уже автоматическая подача полосы 18 в штамп с помощью собачек 8, а после третьего хода пресса вступает в работу подпружиненная собачка 9, которая при подаче полосы отталкивается концом обрубленной средним пуансоном 12 детали. В дальнейшем вступают в работу Г-образные ползушки 13. Пол- зушки 13 своими концами 14 удерживают отходы и полосу 18 от перемещения их обратно в штамп. Подпружиненная собачка 9 (после третьего хода) при каждом ходе штампа захватывает своим крючком конец обрубленной средним пуансоном 12 детали и перемещает полосу 18 вместе с собачками 8, вступающими в работу позднее, в штамп. В конце обработки полосы 18 ее габариты изменяются по ширине в меньшую сторону (после окончания вырубки правым пуансоном) и собачка 9 осуществляет подачу ос
5
0 0 5
5
татка полосы и отходов с собачками 8. После окончания обработки полосы устанавливается новая и цикл повторяется.
Формула изобретения
Устройство для обработки полосового и ленточного материала, содержащее подвижную и неподвижную плиты, каретку, смонтированную на неподвижной плите с возможностью возвратно-поступательного перемещения в направлении подачи материала, захватные органы, расположенные симметрично относительно оси подачи и установленные последовательно один за другим в направлении подачи, шаговые ножи, закрепленные на подвижной плите и расположенные перед кареткой по ходу подачи материала симметрично относительно оси подачи, клин, закрепленный на подвижной плите с возможностью взаимодействия с кареткой, вырубные инструменты, смонтированные на подвижной плите за шаговыми ножами по ходу подачи материала, отличающееся тем, что, с целью расширения технологических возможностей путем штамповки деталей из материала большой ширины, оно снабжено упорами, закрепленными на неподвижной плите за вырубными пуансонами по ходу подачи материала, подпружиненной собачкой, один конец которой выполнен фигурным, а другим его конец шарнирно закреплен на каретке, и подпружиненными тормозными пол- зушками, смонтированными на неподвижной плите с возможностью перемещения перпендикулярно к оси подачи и расположенными между захватными органами, причем захватные органы выполнены в виде подпружиненных ползушек, смонтированных на каретке с возможностью перемещения перпендикулярно оси подачи.
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки деталей из полосо-ВОгО и лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU820979A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Устройство для подачи ленточного материала в рабочую зону вырубного штампа | 1991 |
|
SU1780905A1 |
| Устройство для обработки полосового и ленточного материала | 1983 |
|
SU1129003A1 |
| Штамп для обработки полосового материала | 1977 |
|
SU719756A1 |
| Устройство для подачи ленточного материала в рабочую зону вырубного штампа | 1990 |
|
SU1759507A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп для пробивки или вырубки с устройством для подачи полосового и ленточного материала | 1981 |
|
SU967616A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1981 |
|
SU1002070A1 |
| Штамп-автомат последовательного действия для вырубки деталей из полосы или ленты и соединения их с полуфабрикатом получаемого изделия | 1978 |
|
SU764791A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для обработки полосового и ленточного материала. Цель изобретения - расширение технологических возможностей путем обработки деталей различных габаритов и конфигураций. Полоса или лента подается в зону обработки до упоров, закрепленных на неподвижной плите. Шаговые упоры, установленные на неподвижной плите перед упорами, формируют на боковых сторонах материала пазы, а вырубные пуансоны вырубают детали из материала. Вырубные пуансоны смонтированы на подвижной плите и расположены между упорами и шаговыми ножами. Материал перемещается на шаг подачи подающей кареткой, несущей захватные органы. Захватные органы выполнены в виде подпружиненных подушек, расположенных симметрично относительно оси подачи и взаимодействуют с пазами на боковых сторонах материала. При холостом ходе подающей каретки материал удерживается от перемещения тормозными подпружиненными ползушками, установленными на неподвижной плите. На подающей каретке смонтирована также шарнирно собачка с фигурным концом. 4 ил.
8
I уУЛДАУ Л/у
V
Вид А (повернуто)
/
/
1/3
Фиг. 2
V
6Н
12
Фие.З
| Помановский В | |||
| П | |||
| Справочник по холодной штамповке.-Л.: Машиностроение, 1971, с | |||
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ГАЛЕЙ | 1923 |
|
SU413A1 |
| Способ приготовления хлебного вина | 1925 |
|
SU424A1 |
| Патент ГДР № 94159, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
