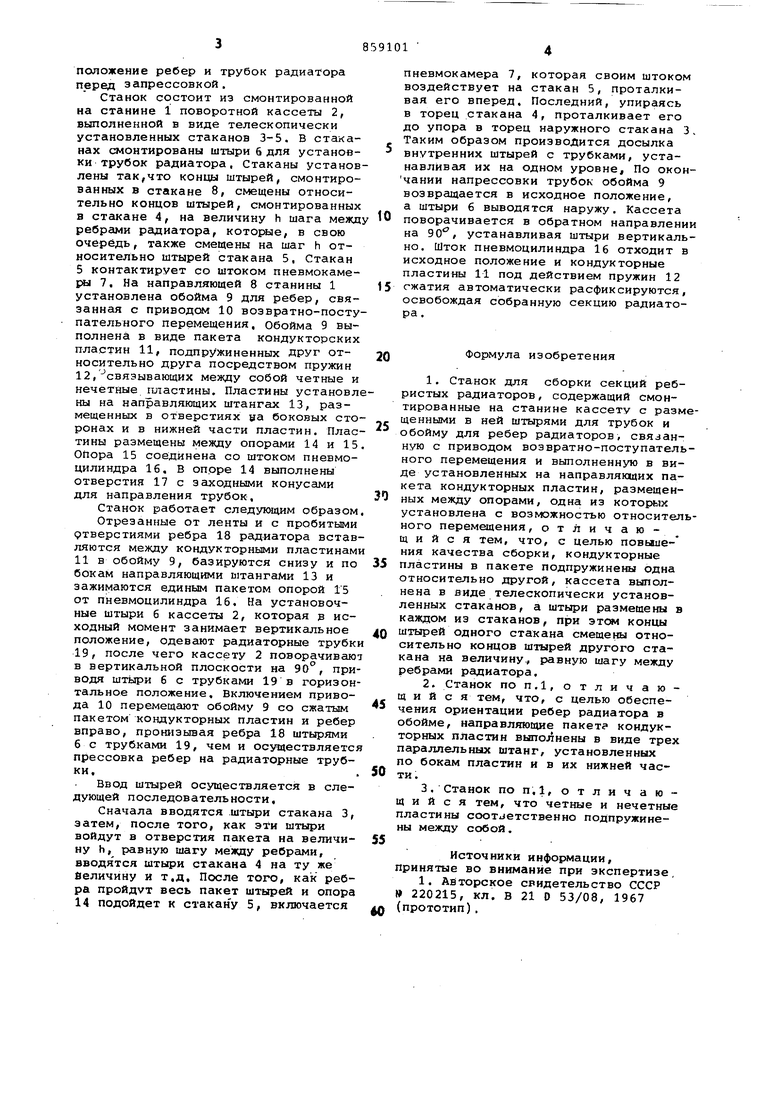
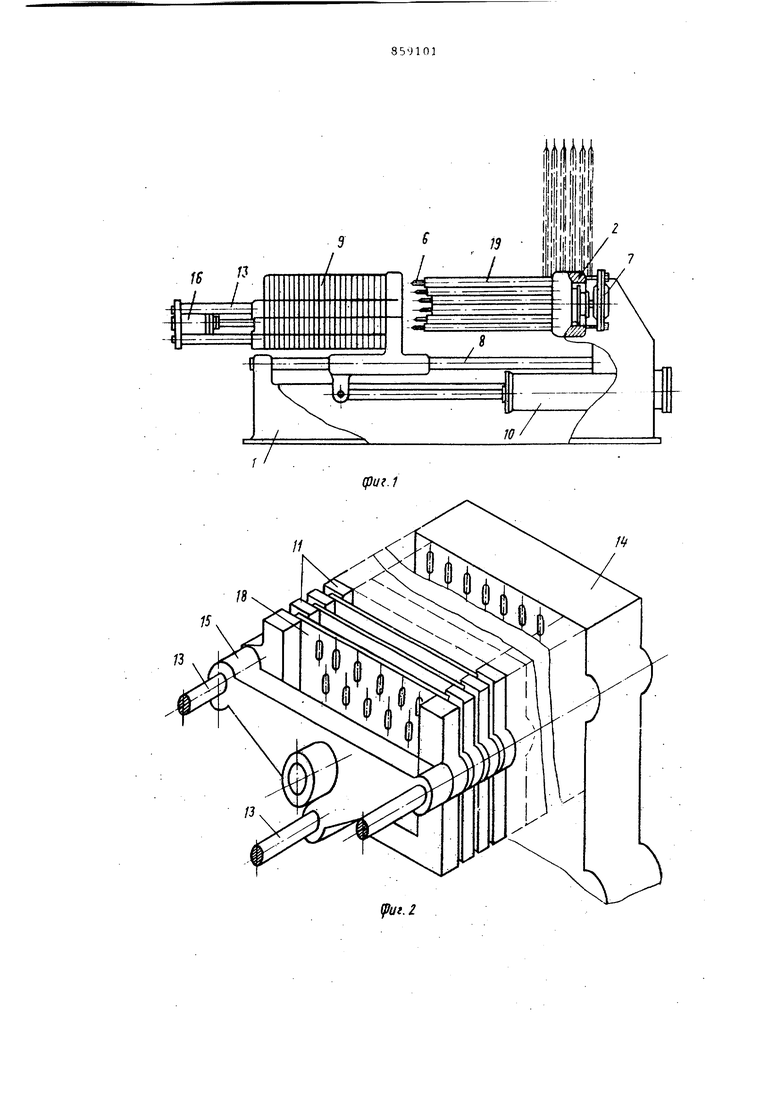
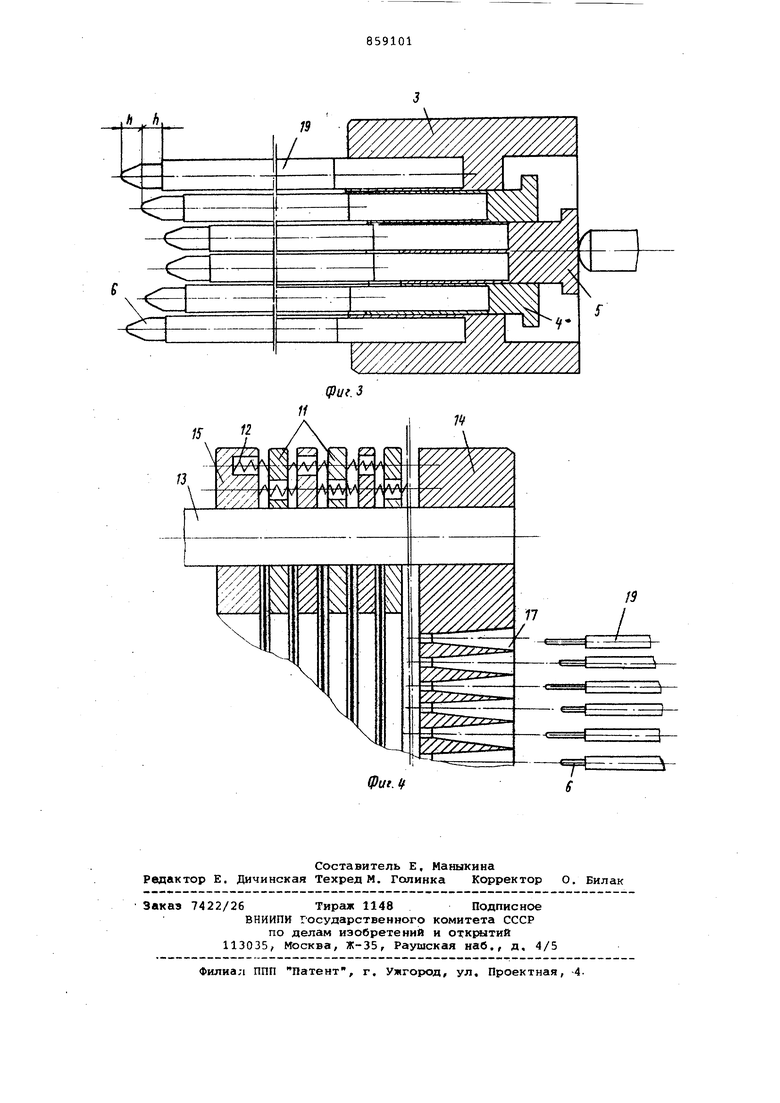
(54) СТАНОК ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ Изобретение относится к механосборочному производству, в частности к сборке секций ребристых радиаторов Известен станок д.пя сборки секций ребристых радиаторов, содержащий кассету с установочными штырями для иасадки трубок радиаторов и обойму для ребер радиаторов, связанную с приводом возвратно-поступательного перемещения, обеспечивающим напрессо ку ребер на трубки. Обойма выполнена в виде установленного на направляющих пакета кондук-гррных пластин, раз мещенных между спорами, одна из кото рых связана с приводом шагового пере мещения для подачи ребер ргшиаторов l3 . Однако известный станок не обеспечивает надежной фиксации и зажима ребер диаметра, а также надежного центрирования трубок в процессе запрессовки . Цель изобретения - повышение качества сборйи за счет обеспечения фиксации положения пластин и трубок в процессе запрессовки. Поставленная цель достигается тем что в станке для сборки секций ребристых радиаторов, содержгццем смонтированные на станине кассету с разРАДИАТОРОВмещенными в ней штырями для трубок и обойму для ребер радиаторов, связанную с приводом возвратно-поступательного перемещения и выполненную в г виде установленных на направляющих пакета кондукторных пластин, размещенных между опорами, одна из которых установлена с возможностью относительного перемещения, кондукторные пластины в пакете подпружинены одна относительно другой, а кассета выполнена в виде телескопически установленных стаканов, при этом штыри размещены в каждом из стаканов и концы штырей одного стакана смещены относительно концов штырей другого стакана на величину, равную шагу между ребрами радиатора. Кроме того, с целью обеспечения ориентации ребер радиатора в обойме, направляющие пакета кондукторных пластин выполнены, в виде трех параллеш Ных штанг, установленных по бокам пластин и в их нижней части, а четные и нечетные пластины соответственно подпружинены между собой, На фиг. 1 изображен станок, общий ВИД) на фиг. 2 - обойма для ребер радиаторов на фиг, 3 - кассета со штырями для трубок I на фиг,4 положение ребер и трубок радиатора перед запрессовкой.
Станок состоит из смонтированной на станине 1 поворотной кассеты 2, выполненной в виде телескопически установленных стаканов 3-5. В стаканах смонтированы штыри б для установки трубок радиатора, Стаканы установлены так,что концы штырей, смонтированных в стакане 8, смещены относительно концов штырей, смонтированных в стакане 4, на величину h шага между ребргили радиатора, которые, в свою очербдь, также смещены на шаг h относительно штырей стакана 5, Стакан 5 контактирует со штоком пневмокаме1 1 7. На направляющей 8 станины 1 установлена обойма 9 для ребер, связанная с приводом 10 возвратно-поступательного перемещения. Обойма 9 выполнена в виде пакета кондукторских пластин 11, подпружиненных ДРУГ относительно друга посредством пружин 12,-связывающих между собой четные и нечётные пластины. Пластины установле ны на направляющих штангах 13, размещенных в отверстиях уа боковых сторонах и в нижней части пластин. Пластины размещены между опорами 14 и 15. Опора 15 соединена со штоком пневмоцилиндра 16, В опоре 14 выполнены отверстия 17 с заходными конусами для направления трубок.
Станок работает следующим образом Отрезанные от ленты и с пробитыми отверстиями ребра 18 ргадиатора вставляются между кондукторными пластинами 11 в обойму 9, базируются снизу и по бокам направляющими штангами 13 и зажимаются единым пакетом опорой 15 от пневмоцилиндра 16. На установочные штыри 6 кассеты 2, которая в исходный момент занимает вертикальное положение, одевают радиаторные трубки 19, после чего кассету 2 поворачивают в вертикальной плоскости на 90°, приводя штыри б с трубками 19 в горизонтальное положение. Включением привода 10 перемещают обойму 9 со сжатым пакетом кондукторных пластин и ребер вправо, пронизывая ребра 18 штырями 6с трубками 19, чем и осуществляется прессовка ребер на радиаторные трубки,
Ввод штырей осуществляется в следующей последовательности.
Сначала вводятся .штыри стакана 3, затем, после того, как эти штыри войдут в отверстия пакета на величину h, равную шагу между ребрами, вводятся штыри стакана 4 на ту же величину и т.д. После того, как ребра пройдут весь пакет штырей и опора 14 подойдет к стакану 5, включается
пневмокамера 7, которая своим штоком воздействует на стакан 5, проталкивая его вперед. Последний, упираясь в торец стакана 4, проталкивает его до упора в торец наружного стакана 3, Таким образом производится досылка внутренних штырей с трубками, устанавливая их на одном уровне. По окончании напрессовки трубок обойма 9 возвращается в исходное положение, а штыри 6 выводятся наружу. Кассета
поворачивается в обратном направлении на ЭО, устанавливая штыри вертикально. Шток пневмоцилиндра 16 отходит в исходное положение и кондукторные пластины 11 под действием пружин 12
сжатия автоматически расфиксируются, освобождая собранную секцию радиатора.
Формула изобретения
1. Станок для сборки секций ребристых радиаторов, содержащий смонтированные на станине кассету с размещенными в ней штырями для трубок и
обойму для ребер радиаторов, связанную с приводом возвратно-поступательного перемещения и выполненную в виде установленных на направляющих пакета кондукторных пластин, размещен0 ных между опорами, одна из которых
установлена с возможностью относительного перемещения, отличающийся тем, что, с целью повышения качества сборки, кондукторные
5 пластины в пакете подпружинены одна относительно другой, кассета выполнена в виде телескопически установленных стаканов, а штыри размещены в каждом из стаканов, при этсяи концы
0 штырей одного стакана смещены относительно концов штырей другого стакана на величину., равную шагу между ребрами радиатора.
2.Станок по п.1, отличающий с я тем, что, с целью обеспечения ориентации ребер радиатора в обойме, направляющие пакет кондукторных пластин выполнены в виде трех параллельных штанг, установленных
по бокам пластин и в их нижней час0 ти.
3.Станок по п,1, отличающийся тем, что четные и нечетные пластины соответственно подпружинены между собой.
Источники информации. Принятые во внимание при экспертизе,
1. Авторское свидетельство СССР 220215, кл, В 21 О 53/08, 1967 (прототип),
У 7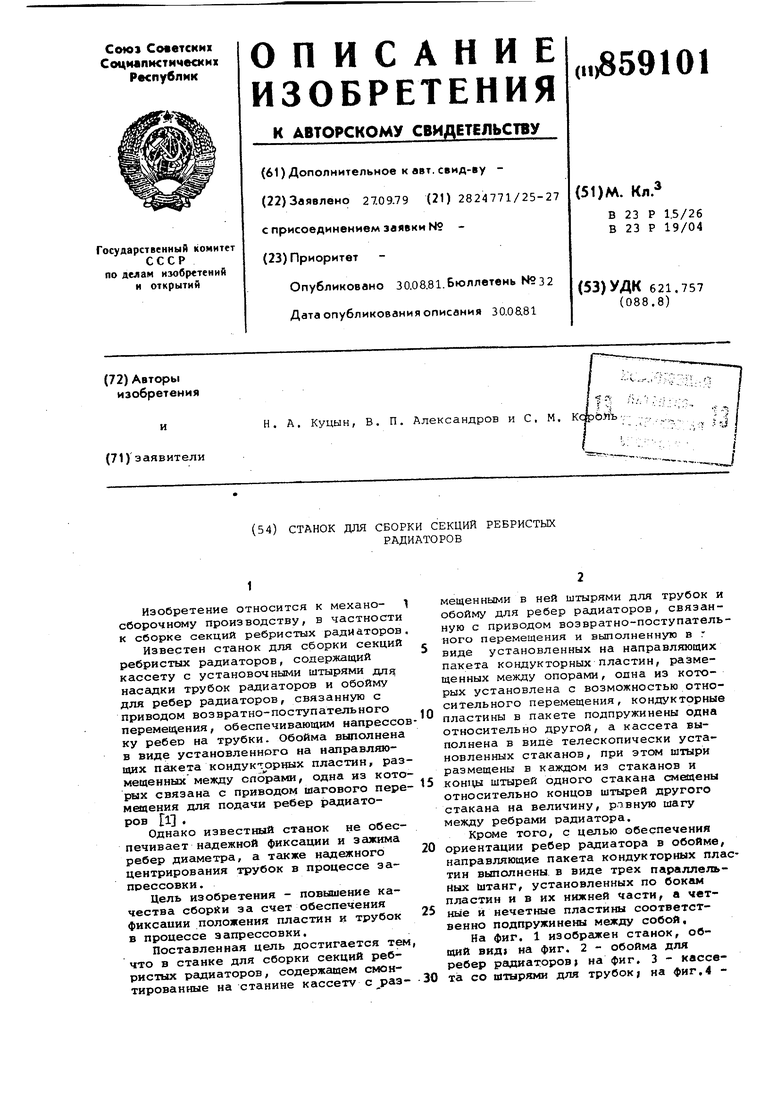
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН-РЕБЕР ИЗ РУЛОННОЙ ЛЕНТЫ И СБОРКИ СЕКЦИЙ РЕБРИСТЫХБАТАРЕЙ | 1967 |
|
SU196027A1 |
| Автомат для изготовления пластин и сборки секций теплообменников | 1984 |
|
SU1291308A1 |
| Кондуктор для сборки секции ребристых радиаторов | 1975 |
|
SU521110A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
| Устройство для сборки | 1981 |
|
SU984790A1 |
ut.2
(Put.tf
