Изобретение относится к сборке радиаторов, в частности, к оборудованию Tima кассет к сборочным устройствам для сборки многорядных радиаторов (число рядов больше двух).
Известно устройство для сборки радиаторов, содержащее кассету с закрепленными на ее корпусе установочными штырями для насадки на них радиаторных трубок, гребенки для фиксации установочных штырей и механизм напрессовки с досылате- лем радиаторных пластин. Однако в кассете известного устройства не обеспечивается ориентация концов установочных штырей при сборке многорядных радиаторов 1.
Цель изобретения - повышение качества сборки многорядных радиаторов путем обеспечения ориентации концов штырей в кассете.
Указанная цель достигается тем, что кассета снабжена смонтированными на основании подвижными в осевом направлении стойками и перемешаюи1еися по ним плитой с 01-иентирук) штыри пазами.
Изобретение представлено на чертеже.
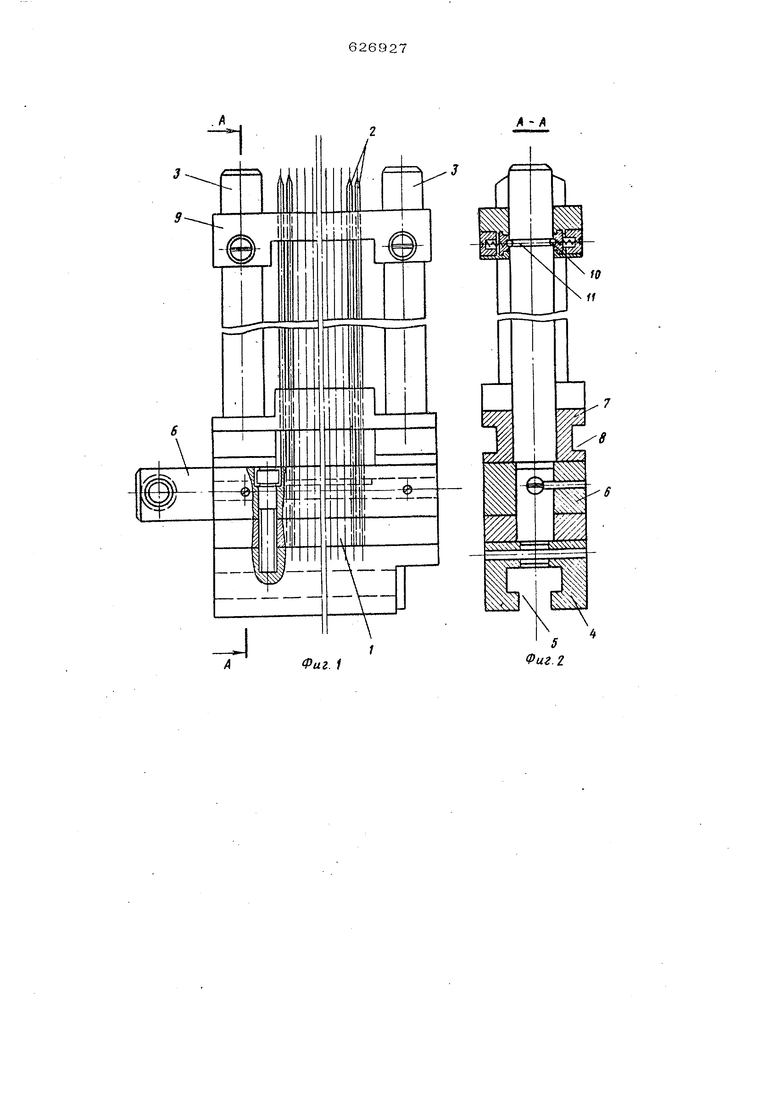
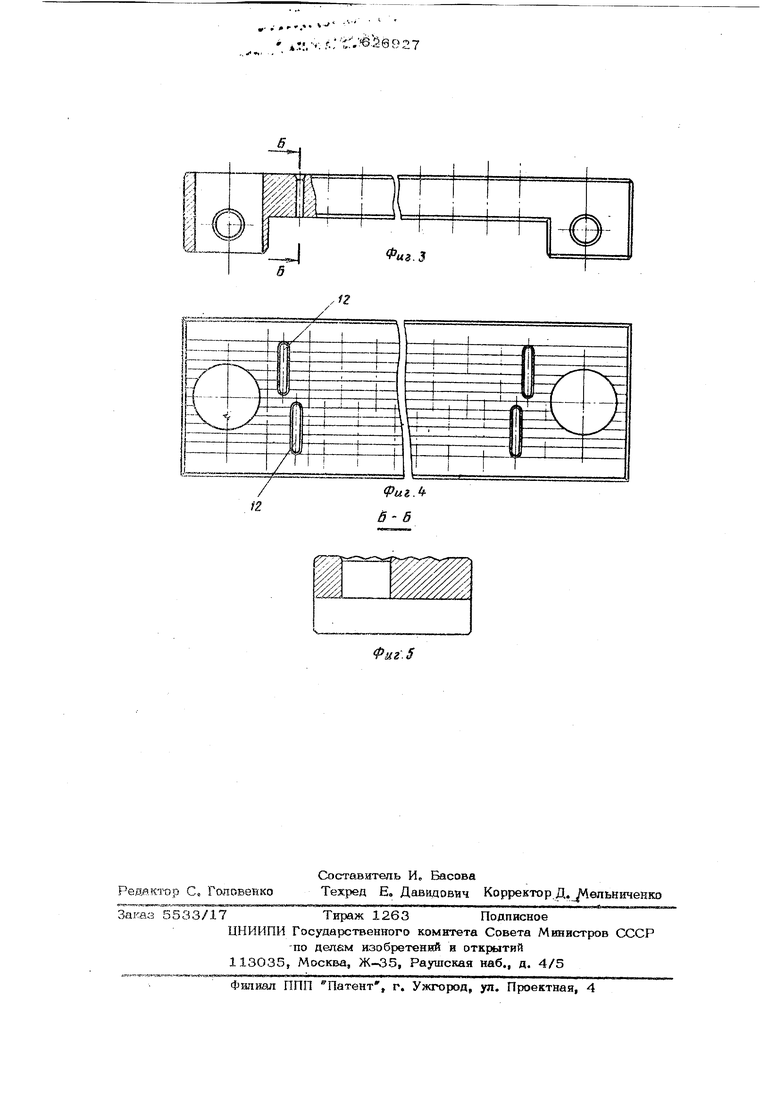
На фкг. 1 изображена предлагаемая кассета для сборки радиаторов; на фиг. 2устройство, разрез А-А фиг. 1; на фиг. ориентирующая плита, вид сбоку; на фиг, 4 - ориентирующая плита, вид свер- ху; на фкг. 5 - ориентирующая плита, разрез Б-Б фиг. 3.
Кассета состоит из основания 1, на котором смонт1фованы установочные штыри 2 и направляющие стойки 3. Основание 1 сборное. Нижняя.его часть 4 имеет Т-образный паз 5 для захвата и выдвижения основания со штЕзфями 2 из собранного радиатора. Средняя часть 6 для закрепления установочных штырей 2 и стоек 3 для установки кассеты в механизм сборки. Верхняя часть 7 основания имеет пазы 8 Для ввода упора при выталкивании штырей 2 из трубок собранного р)ад1штора, что делает ее неподвижной при съемке радиатора.
Ориентирующая плита 9 удерживается на направляющих стойках 3 при помощи подпружш1енных шариков Ю, запад,аюших 62 в проточки 11, расположенные в верхней части направл$йощих стоек. На ориентирующей плите 9 имеются пазы 12 для штырей 2 с трубками. Кассета работает следующим образом. В начале работы ориентирующая плита 9 находится в верхнем положении. Через пазы 12 пропущены штыри 2. Таким , щтыри 2 жестко ориентированы DTHO1сительно направляющих стоек 3. На уста4ноБОЧные щтыри надеваются трубки. После этого кассета устанавливается в механизм сборки. При надевании на трубки первой охлаждающей пластины ориентирующая плита 9 под действием сипы тяжести и сипы со стороны сборочного механизма опускается вместе с рад.иаторной пластиной, удерживая штыри в ориентированном: положении. После надевания первой пластины одновременно с опусканием надева ются следуюище радиаторные пластины с заданным щагом. При этом с каждой следующей пластиной жесткость ориентации штырей 2 увеличивается. За время прохождения ориентирующей плиты 9 до нижнего конечного положения все охлаждающие пластины будут посажены на трубки радиаторов. Радиатор собран. Кассета с собранным радиатором вынимается из механизма сбо;р ки и устанавливается В механизм -снятия готового радиатора. В Т-образный паз 5 74 нижней части основания входят захват мё ханизма, который, соверщая поступатель-i ное движение вниз, вытягивает подвижные части 4 и 6 основания со щтырями 2 и стойками 3 из трубок радиатора. При этом щарики 10 ориентирующей плиты 9, находящейся в нижнем конечном положении, западают в проточки 11 стоек 3. Собранный радиатор снимается. Затем основание со щтырями, стойками и закрепленной в них ориентирующей плитой устанавливается в исходное положение, т. е. под-|нимается. Процесс сборки радиатора в кабсете повторяется. Формула изобретения Кассета для сборки секций радиаторов, содержащая закрепленные на основании ydтановочные штыри для насадки на них радиаторных с пластинами, отличающаяся тем, что, с целью повышения качества сборки многорядных радиаторов путем обеспечения ориентации концов штырей, она снабжена смонтированными на основании подвижными в осевом направлении стойками и перемеохающейся по ним плитой с ориентирующими штыри пазами. Источники т1формации, принятые во внимание при экспертизе: 1„ Авторское свидетельство СССР № 482229, кл. В 23 Р 15/26, 1973.
.Л
3
W 11
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
| Устройство для сборки секций ребристыхРАдиАТОРОВ | 1979 |
|
SU852487A2 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автоматическая линия для сборки трубчато-пластинчатых теплообменников | 1989 |
|
SU1791088A1 |
| Устройство для сборки секций ребристых радиаторов | 1973 |
|
SU482229A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
Ё
-J
Фиг. 1
/f
