Изобретение относится к производству фарфоровой посуды и предназначено для формования и сушки фарфоровЁьх изделий, например чашек.
Известные формовочно-сушильные автоматы, представляюш,ие собой конвейерную сушилку с выносной ветвью конвейера, на которой установлена формовочная машина, снимающая с полок конвейера формы с заготовками массы, производящая формование и возвращающая формы с отформованными изделиями обратно.
Наличие в этих автоматах специальных устройств, предназначенных для установки форм в формодержатели до формования и съема форм из формодержателей после формования, усложняет их конструкцию и снижает надежность в эксплуатации.
Целью изобретения является устранение указанных недостатков.
Это достигается тем, что предлагаемый автомат снабжен рамой, выполненной с поперечной осью, на которой шарнирно смонтирован полочный конвейер, удлиненное плечо которого, обслуживающее формовочный узел, снабжено роликом, контактирующим с эксцентрическим кулачком кулачкового вала, попеременно опускающим и поднимающим его. При этом конвейер, опускаясь, устанавливает формы с заготовками массы в формодержатели
щпинделей, а поднимаясь, снимает их с отформованными изделиями непосредственно его полками. То есть, установка форм в формодержатели до формования и съем их после формования осуществляется самим конвейером, что в известных автоматах выполняется специальными для этой цели устройствами. Кроме того, на позиции формования неподвижно установлены трапециевидные направляющие, которые при установке форм в формодержатели вступают во взаимодействие с катками звеньев цепи конвейера, несущими полки, сдвигая их по ходу или против хода, чем обеспечивается совмещение гнезд полок с формодержателями, что является основным условием надежной работы автомата.
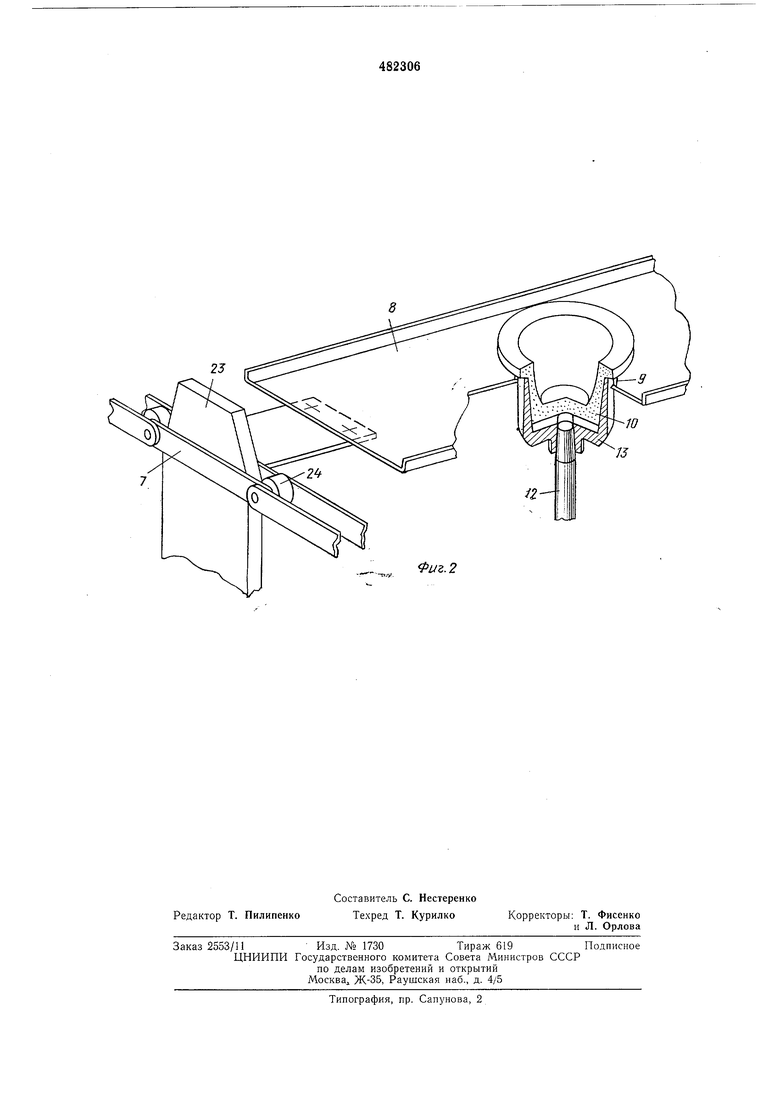
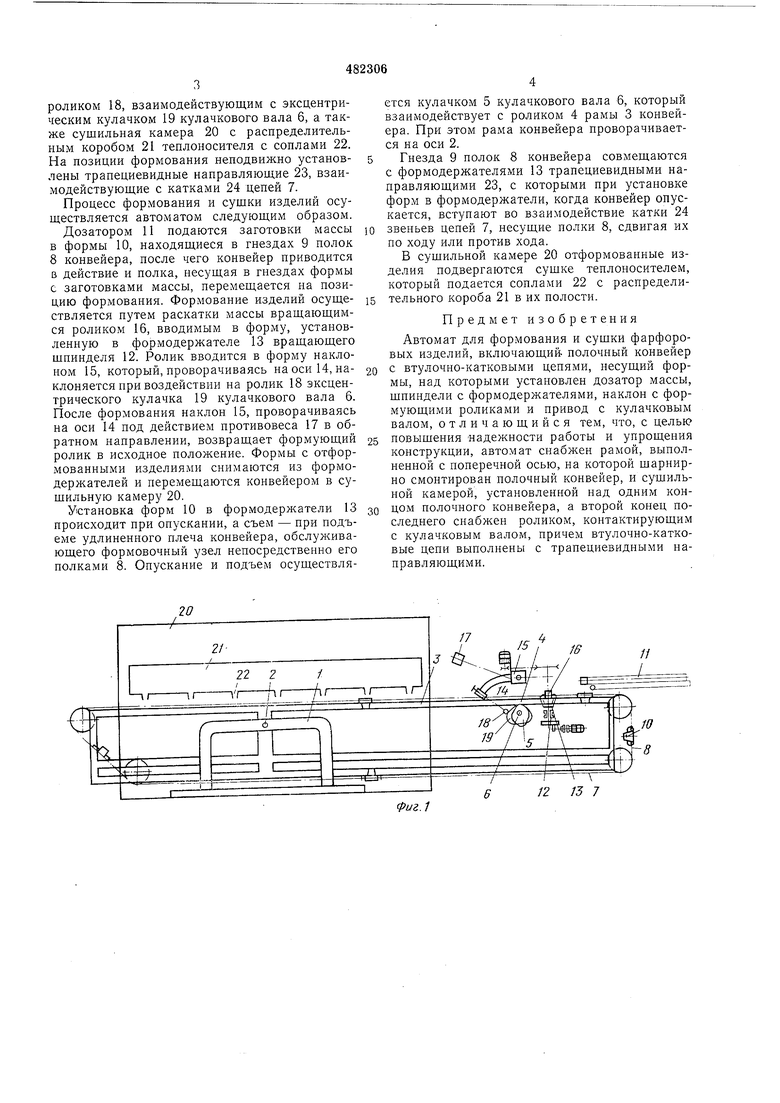
На фиг. 1 схематически изображен описываемый автомат; на фиг. 2 - совмещение гнезд полок конвейера с формодержателями при установке в них форм.
Автомат имеет раму 1 с поперечной осью 2, на которой шарнирно подвешен конвейер, состоящий из рамы 3 с роликом 4, взаимодействующим с эксцентрическим кулачком 5 кулачкового вала 6, втулочно-катковых цепей 7 и полок 8 с гнездами 9 для установки форм 10. В зоне действия конвейера установлены дозатор И массы, щпиндели 12 с формодержателями 13 и качающийся на оси 14 наклон 15 с формующим роликом 16, противовесом 7 и
роликом 18, взаимодействующим с эксцентрическим кулачком 19 кулачкового вала 6, а также сушильная камера 20 с распределительным коробом 21 теплоносителя с соплами 22. На позиции формования неподвижно установлены трапециевидные направляющие 23, взаимодействующие с катками 24 цепей 7.
Процесс формования и сущки изделий осуществляется автоматом следующим образом.
Дозатором 11 подаются заготовки массы в формь 10, находящиеся в гнездах 9 полок 8 конвейера, после чего конвейер приводится в действие и полка, несущая в гнездах формы с заготовками массы, перемещается на позицию формования. Формование изделий осуществляется путем раскатки массы вращающимся роликом 16, вводимым в форму, установленную в формодержателе 13 вращающего шпинделя 12. Ролик вводится в форму наклоном 15, который, проворачиваясь наоси14, наклоняется при воздействии на ролик 18 эксцентрического кулачка 19 кулачкового вала 6. После формования наклон 15, проворачиваясь на оси 14 под действием противовеса 17 в обратном направлении, возвращает формующий ролик в исходное положение. Формы с отформованными изделиями снимаются из формодержателей и перемещаются конвейером в сушильную камеру 20.
Установка форм 10 в формодержатели 13 происходит при опускании, а съем - при подъеме удлиненного плеча конвейера, обслуживающего формовочный узел непосредственно его полками 8. Опускание и подъем осуществляется кулачком 5 кулачкового вала 6, который взаимодействует с роликом 4 рамы 3 конвейера. При этом рама конвейера проворачивается на оси 2.
Гнезда 9 полок 8 конвейера совмещаются с формодержателями 13 трапециевидными направляющими 23, с которыми при установке форм в формодержатели, когда конвейер опускается, вступают во взаимодействие катки 24
звеньев цепей 7, несущие полки 8, сдвигая их по ходу или против хода.
В сушильной камере 20 отформованные изделия подвергаются сушке теплоносителем, который подается соплами 22 с распределительного короба 21 в их полости.
Предмет изобретения
Автомат для формования и сушки фарфоровых изделий, включающий, полочный коивейер
с втулочно-катковыми цепями, несущий формы, над которыми установлен дозатор массы, шпиндели с формодержателями, наклон с формующими роликами и привод с кулачковым валом, отличающийся тем, что, с цельк
повышения Надежности работы и упрощения конструкции, автомат снабжен рамой, выполненной с поперечной осью, на которой шарнирно смонтирован полочный конвейер, и сушильной камерой, установленной над одним концом полочного конвейера, а второй конец последнего снабжен роликом, контактирующим с кулачковым валом, причем втулочно-катковые цепи выполнены с трапециевидными направляющими.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ АВТОМАТ ДЛЯ ФОРМОВАНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU311754A1 |
| Установка для перемещения керамических отформованных изделий | 1990 |
|
SU1791136A1 |
| Устройство для расстойки тестовых заготовок | 1982 |
|
SU1136782A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Устройство для сушки полых фарфоровых (фаянсовых) изделий | 1961 |
|
SU150423A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР-ПЕРЕГРУЗЧИК ФОРМОДЕРЖАТЕЛ Ей | 1969 |
|
SU238776A1 |