Изобретение относится к области станкостроения и может быть использовано в станках с нрограммпым управлепием.
Известно устройство для коррекции эквидистанты в фазовых системах числового проГраммного управления, содержащее блок управления, первый выход которого подключен к исполнительному двигателю, механически соединенному с датчиком обратной связи, и второй выход - к входу датчика обратной Связи. Выход датчика обратной связи соединен с входом вранхаюшегося трансформатора. Выход которого подключен к входу блока управления.
Цель изобретения - повышение точности работы устройства.
Это достигается тем, что в устройство введены донолнительный электродвигатель и блок задания размера инструмента, вход которого подключен к третьему выходу блока управления, а выход - к дополнительному электродвигателю, механически связанному с вращающимся трансформатором.
На чертеже показана схема предлагаемого устройства для корррекцин эквидистанты в фазовых системах программного унравления.
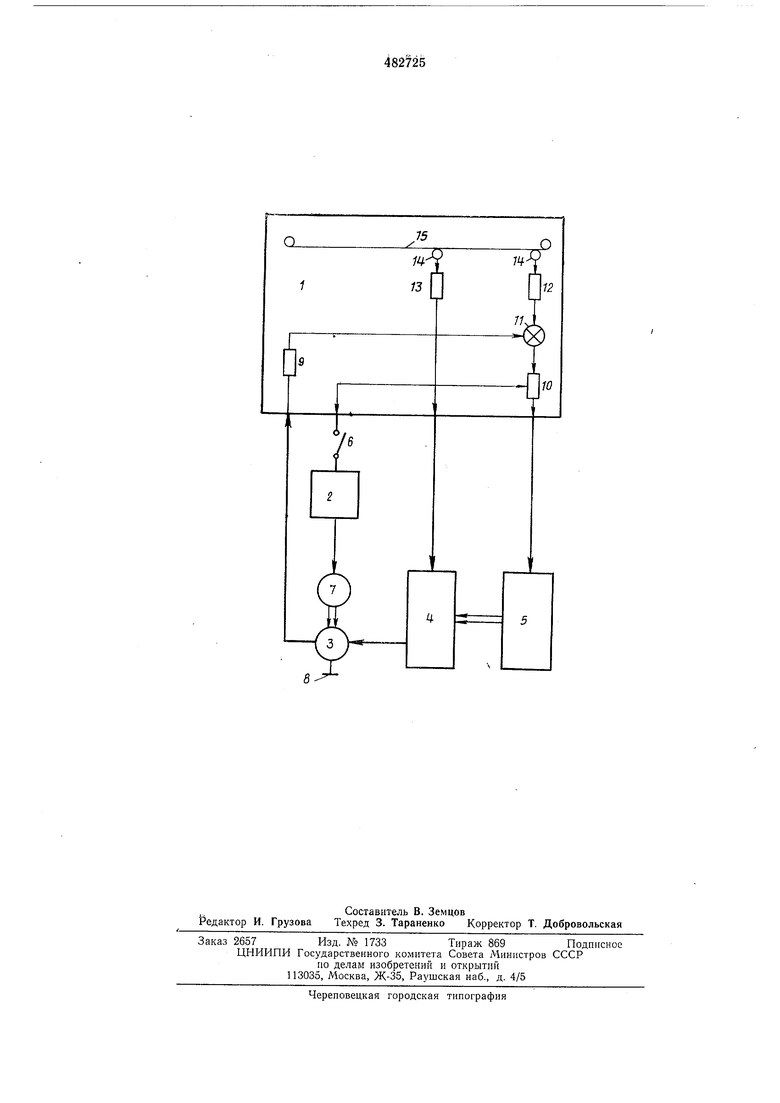
Оно состоит из блока 1 управления, блока 2 задания размера инструмента, вращающегося трансформатора 3, датчика 4 обратной связи, исполнительного двигателя 5, выключателя 6,
дополнительного электродвигателя 7, рукоятки 8 ручного управления.
Блок 1 выполнен из усилителя 9 вращающегося трансформатора, усилителя 10 мощнбстн, фазового дискриминатора 11, усилителя 12 рабочего сигнала, усилителя 13 сигнала обратной СВЯЗИ; магнитных головок 14 и магнитной ленты 15.
Блок 2 задания размера инструмента содержит усилитель мощности, усиливающий рабочий сигнал унравления, и магиитный усилитель, управляющий оборотами дополнительного электродвигателя 7.
Вращающийся трансформатор 3 предназначен для ввода коррекции на заданное изменение эквидистанты, это изменение эквидистапты может происходить вручпую, через рукоятку 8 или автоматически через блок 2 задания размера инструмента и дополнительный электродвигатель 7.
Устройство для коррекции эквидистанты в фазовых системах числового программного унравления работает следующим образом.
Если обработка детали ведется ипструмептом заданного по эквидистанте размера, то выключателем 6 отключают блок 2 и электродвигатель 7.
Из блока 1 управления одновременно поступают от двух дорожек магнитной ленты синусоидальные сигналы - усиленный рабочий сигнал и усиленный опорный сигнал.
Усилитель 13 сигнала обратной связн питает датчик 4 обратной связи, ротор которого кппематически связан с «управляемой коордипатой рабочего органа станка через исполнительный двигатель 5. Опорный сигпал из датчика обратной связи гфоходит через вращающийся трансформатор 3 без изменения, так как он не вращается, ностунает в блок 1 управления и, пройдя усилитель 9 вращающегося трансформатора, нодается на одлн из входов фазового дискриминатора 11, являющийся в нервом приближении множительным устройством. На другой вход фазового дискримипатора подается усиленный рабочий снгиал.
В результате суммирования эти.х сигналов на выходе фазового дискриминатора получается сигнал ощибки следян его привода. Далее этот сигнал усиливается усилителем 10 мощности и ностунает на иснолните.тьный двигатель S. рабочего органа станка, который стремится установить «унравляемую координату в такое ноложепие, когда сигнал ощибки равен или близок: к нулю. По окончании обработки инструмент отходит в исходное ноложение и станок выключается.
Для коррекции эквидистанты, нрн технологической необходимости больщего илн меньщего размера режущего инструмента, до пачала обработки выключателем 6 подключают блок 2 и электродвигатель 7. При помощи органа управления магнитным усилителем устанавливают необходимую коррекцию эквидистанты. Корректируют исходное положение инструмента, после чего станок включают и начинают обработку детали.
Из блока 1 унравления одновременно ностунают от двух дорожек магнитной ленты те же синусоидальные сигналы - рабочий усиленный сигнал и опорный усиленный сигнал.
Усилитель онорного сигнала (усилитель обратной связи) питает датчик обратной связи, ротор которого кииематически связан с «унравляемой координатой рабочего органа станка через исполнительный электродвигатель 5. Его вход и выход через вращаюпи йся трансформатор 3 изменяются ввиду ввода коррекции на изменение размера эквидистанты.
Без коррекции эквидистанты усиленный сигнал ощибки следящего привода из усилителя 10 мощности подается на исполнительный двигатель 5 рабочего органа стапка, который стремится устаповить управляемую координату в такое положение, когда сигнал ощибки равен или стремиться к нулю.
В то же время тот же усиленный сигнал ощибки следящего нривода из усилителя мощности подается в блок задания размера инструмента. Сигнал управления нри помощи орга iOB управления магнитным усилителем вращает дополнительный электродвигатель, который поворачивает вращающийся траисформатор и корректирует сигнал ощибки следящего нриБода в плюс или минус в зависимости от заданного нанравлепия вращения электропривода. Процент коррекции эквидистанты устанавливают такой, чтобы суммарное рассогласование вращающегося трансформатора и датчика обратной связи были в пределах возможностей фазового дискриминатора.
Скорректироваиный сигпал ощибки из вращающегося трансформатора входит в блок 1 и через усилитель вращающегося трансформатора подается на один из входов фазового дискримипатора, являющегося по существу множительпым устройством. Па другой вход фазового дискриминатора подается рабочий усиленный сигнал с магнитной ленты. В результате суммирования этих сигналов на выходе фазового дискриминатора получают сигнал скорректированной ощибки следящего нривода. Далее этот сигнал усиливается усилителем мощности и ноступает на исполнительный двигатель рабочего органа станка, который стремится устаповить управляемую коордииату в такое положение, когда сигнал ощибки равен или стремится к нулю.
Предмет изобретения
Устройство для коррекции эквидистанты в фазовых системах числового программного управления, содержащее блок управления, первый выход которого нодключен к исполнительному двигателю, механически соединенному с датчиком обратной связи, второй выход подключен к входу датчика обратной связи, выход которого соединен с входом вращающегося трансформатора, выход которого нодключен к входу блока управления, отличающееся тем, что, с целью повыщения точности работы устройства, оно содержит дополнительный электродвигатель и блок задания размера инструмента, вход которого подключен к третьему выходу блока управления, а выход - к дополнительному электродвигателю, механически связанному с вращающимся трансформатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фазовая система программного управления | 1973 |
|
SU473851A1 |
| Система программного управленияМЕТАллОРЕжущиМ CTAHKOM | 1978 |
|
SU805262A1 |
| ФАЗОВАЯ СЛЕДЯЩАЯ СИСТЕМА | 1971 |
|
SU317041A1 |
| Импульсно-фазовая следящая система | 1982 |
|
SU1095131A1 |
| Многоканальное устройство для программного управления | 1978 |
|
SU750438A1 |
| Фазовая следящая система | 1976 |
|
SU613292A1 |
| УСТРОЙСТВО для ЗАПИСИ НА МАГНИТНУЮ ЛЕНТУ | 1973 |
|
SU399828A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| ТЕХНЙЧССК-ДЯ '" БИБЛИОТЕКАВ. И. Симоненков | 1969 |
|
SU247373A1 |
| Устройство для задания угла поворота | 1979 |
|
SU849269A1 |