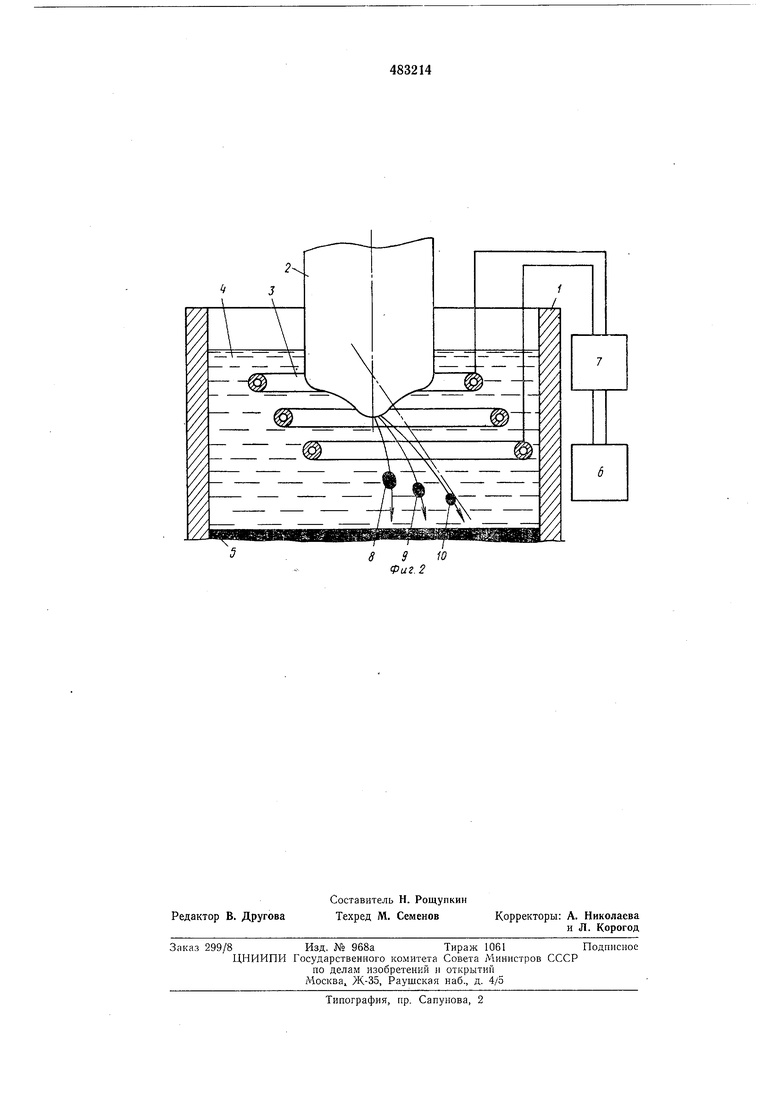
улучшения рафинирования жидкого металла электрода, ось электромагнитного поля индуктора смещена относительно направления подачи электрода на некоторый угол (фиг. 2).
Направление силовых лииий магнитного поля индуктора совпадает с осью его симметрии. Траектория полета капель переносимого металла определяется результирующей от собственного веса капли и электродинамнческих сил, действующих на каплю, она зависит от величины напряженности магнитного поля индуктора. При увеличении напряженности поля траектория полета капель жидкого металла стремится совпасть с осью симметрии индуктора.
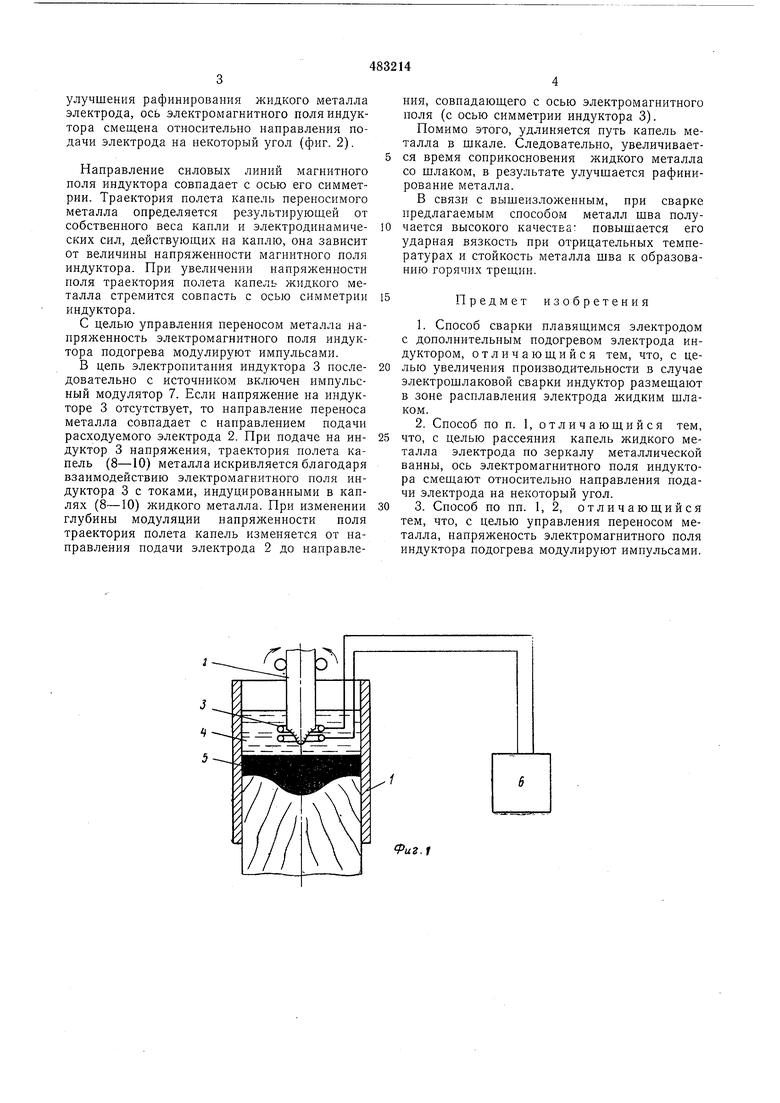
С целью управления переносом металла напряженность электромагнитного поля индуктора подогрева модулируют импульсами.
В цепь электропитания индуктора 3 последовательно с источником включен импульсный модулятор 7. Если напряжение на индукторе 3 отсутствует, то направление переноса металла совпадает с направлением подачи расходуемого электрода 2. При подаче на нндуктор 3 напряжения, траектория полета капель (8-10) металла искривляется благодаря взаимодействию электромагнитного поля индуктора 3 с токами, индуцированными в каплях (8-10) жидкого металла. При изменении глубины модуляции напряженности поля траектория полета капель изменяется от направления подачи электрода 2 до направления, совпадающего с осью электромагнитного ноля (с осью симметрии индуктора 3).
Помимо этого, удлиняется путь капель металла в щкале. Следовательно, увеличивается время сонрикосновения жидкого металла со щлаком, в результате улучшается рафинирование металла.
В связи с вышеизложенным, при сварке предлагаемым способом металл щва получается высокого качества: повышается его ударная вязкость при отрицательных температурах и стойкость металла шва к образованию горячих трещин.
Предмет изобретения
1.Способ сварки плавящимся электродом с дополнительным подогревом электрода индуктором, отличающийся тем, что, с целью увеличения производительности в случае электрошлаковой сварки индуктор размещают в зоне расплавления электрода жидким шлаком.
2.Способ по п. 1, отличающийся тем, что, с целью рассеяния капель жидкого металла электрода по зеркалу металлической ванны, ось электромагнитного поля индуктора смещают относительно направления подачи электрода на некоторый угол.
3.Способ по пп. 1, 2, отличающийся тем, что, с целью управления переносом металла, напряженость электромагнитного поля индуктора подогрева модулируют импульсами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регистрации летящих капель в устройствах электрокаплеструйной технологии | 1984 |
|
SU1278250A1 |
| Способ отбора капель электродного металла при дуговой сварке в защитных газах | 1984 |
|
SU1181814A1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| СПОСОБ ОБЕЗВОЖИВАНИЯ И ОБЕССОЛИВАНИЯ НЕФТЕЙ | 2009 |
|
RU2429277C2 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 1994 |
|
RU2092593C1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ ГРАНУЛЯТОР | 1996 |
|
RU2117554C1 |
| Способ струйной очистки поверхности изделий | 1990 |
|
SU1768325A1 |
| Способ сварки плавлением | 1979 |
|
SU837656A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2598730C2 |
иг.1
8 9 Ю Фиг. 2
