00 00
i
Изобретение относится к дуговой сварке в защитных газах и может быть использовано для изучения процесса плавления электродного металла и определения свойств электродных капель
Цель изобретения - повьпиеняе точности измерений физических характеристик электродных капель.
На чертеже изобргикена схема осуществления процесса.
Отбор капель производят следующим образом.
.Изготавливают алюминиевый образец, представляющий собой прямоугольную пластину с прорезью по продольной оси симметрии. Длина и ширина образца, а также дайна прорези не ограничены, их выбирают на основе конструктивных особенностей экспериментальной установки.
Образец устанавливают так, чтобы продольная ось прорези пересекалась с осью электрода и совпадала с направлением сварки.
Сварку го1)елкой 1 начинают на сплошном участке образца i. С момента возбуждения дуги перемещают горелку 1 по направлению сварки.
После прохождения сплошного участка образца 2, необходимого для возбуждения дуги и установления стабильных параметров режима сварки, дуговой разряд переходит на к зомки прорези. В это время капли элекродного металла пролетают сквозь прорезь и падают в емкость 3, наполненную высокодисперсным тугоплавким порошком (например, графитовым). Сварку заканчивают на сплошном участке образца для исключения капель,, образовавшргхся при затухании дуги, после отключения источника питания.
В случае определения размера капель содержимое емкости 3 прос;еивают, чтобы отделить порошок, который при эксперименте препятствует слипанию капель и позволяет сохранить и форму, собранные капли подвергают необходимым измерениям.
При необходимости определения сред ней температуры электродного металла капли собирают в калориметр. По изменению его температуры опредб.ляют теплосодержание собранного металла п
одной из извесчных методик калориметрирования, затем измеряют массу капель и рассчитывают их среднюю температуру.
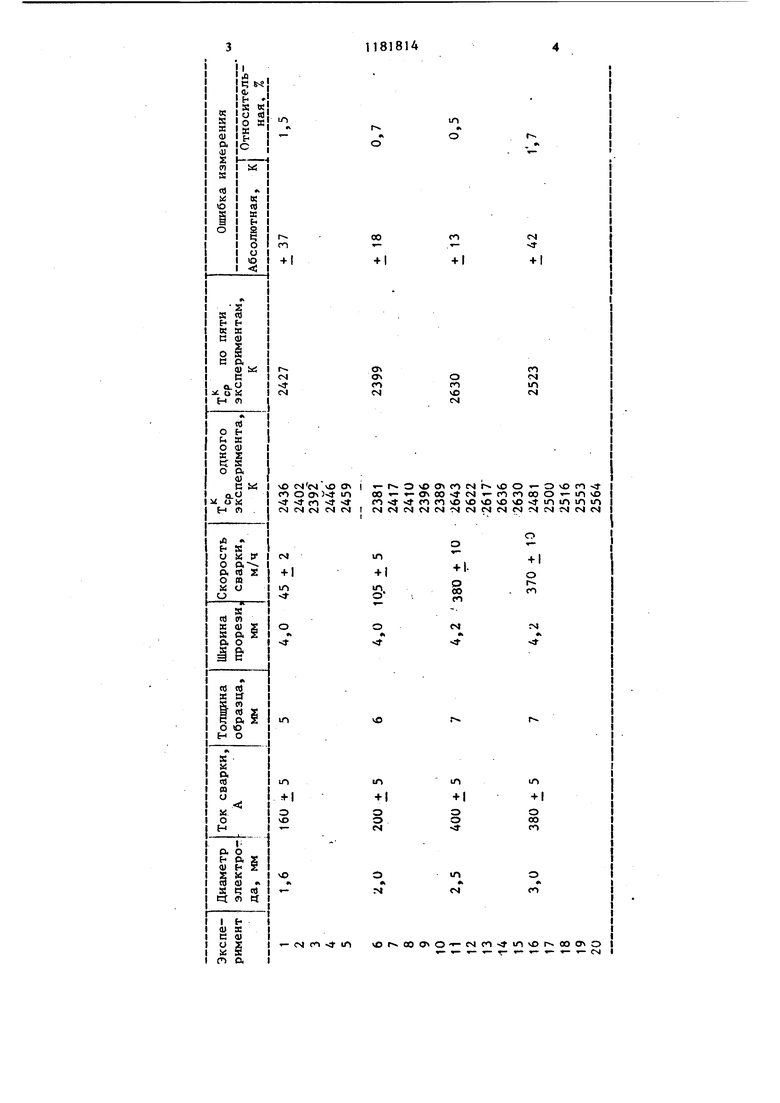
Пример. Проводили эксперимент по определению средней температуры капли для электродной проволоки из технически чистого алюминия диаметром 2,5 мм при сварке в среде аргона на постоянном токе Силой 400 А. Сварку выполняли стандартной горелкой. Наплавку производили на образец из алюминия прямоугольной формы размером 250 X 75 мм.
В таблице приведены условия и результаты определения средней температуры капли.
Для получения необходимого количества капель прорезь выфрезеровали длиной 140 мм.
Для определения теплосодержания электродного металла применили калориметр с твердым калориметрическим телом (медным блоком), температуру которого измеряли хромель-Копелевым термопреобразователем (термопарой ХК)
Передсваркой сначала фиксировали температуру калориметра, а затем возбуждали дугу на сплошном участке образца. С момента начала горения дуги перемещали горелку по направлению, соосному продольной оси прорези. После прохождения сплошного участка образца длиной 75 мм дуговой разряд перешел на кромки прорези, а капли металла электрода начали падать в калориметр, входное отверстие которого расположили на траектории их полета. Во время горения дуги на кромках прорези осциллографировали ток и напряжение дуги для определения их точного
значения. После перемещения горелки вдоль всей прорези и ее выхода на сплошной участок образца длиной 35 мм производили отключение источника питания дуги и остановку горелки. Затем фиксировали максимальную температуру калориметра и взв€ шивали на аналитических весах собранные в нем капли электродного металла.
Предлагаемое изобретение позволяет повысить точность измерения физических характеристик электродных капель.
ю
4ч
О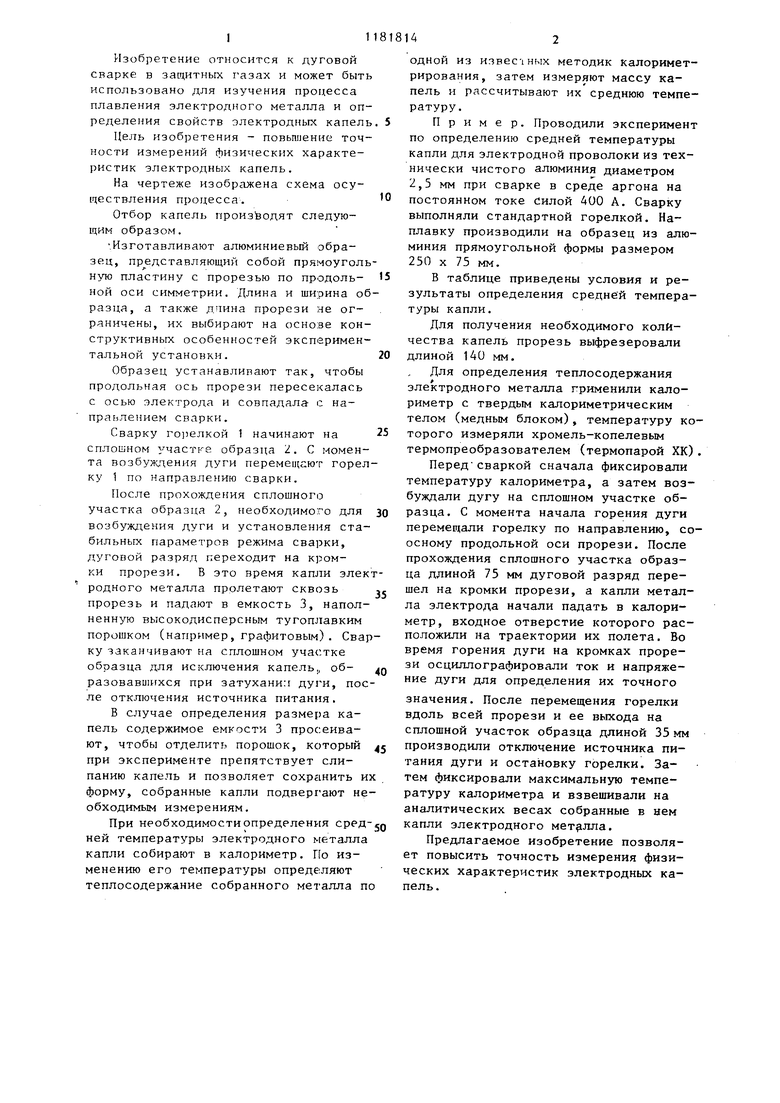
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131617A1 |
| СВАРОЧНЫЙ КАЛОРИМЕТР | 2021 |
|
RU2757877C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| Способ определения сопротивления вылета сварочного электрода | 2015 |
|
RU2634560C2 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119803A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2167036C1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
СПОСОБ ОТБОРА КАПЕЛЬ ЭЛЕКТРОДНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ В ЗАВ1ИТНЫХ ГАЗАХ, при котором производят плавление электрода и улавливание капель, отличающий с я тем, что, с целью повышения точности измерений, сварку выполняют на образце с прирезью, продольную ось которой совмещают с направлением сварки на пересечении с осью электрода, а толщину образца, ширину прорези и скорость сварки выбирают из следующих соотношений сЛ 3 + md, мм; В kd, мм; V п
OCN|cvl OCTNI «-r OvOO COr lr vOOr-C OM-
fOOO)Ю00- -OSOO« C4-rOroeOO -iri4D
- CO- t ffOsf- rorOvO OvO O O« inintr in
NC4tNC4CV|I CMC JiMCMCM-MCvlCMCMCvJ CMCNlCSC J
СЧ
го f I
ЧГ
+ 1
го
СЧ 1Г| см
+ 1
о rrO
rv|
«Ч
| Ерохин А.А | |||
| Основы сварки плавлением | |||
| Машиностроение, 1973, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ определения массы и размера капель электродного металла при дуговой сварке | 1980 |
|
SU903019A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
