Цель изобретения - повышение производительности,
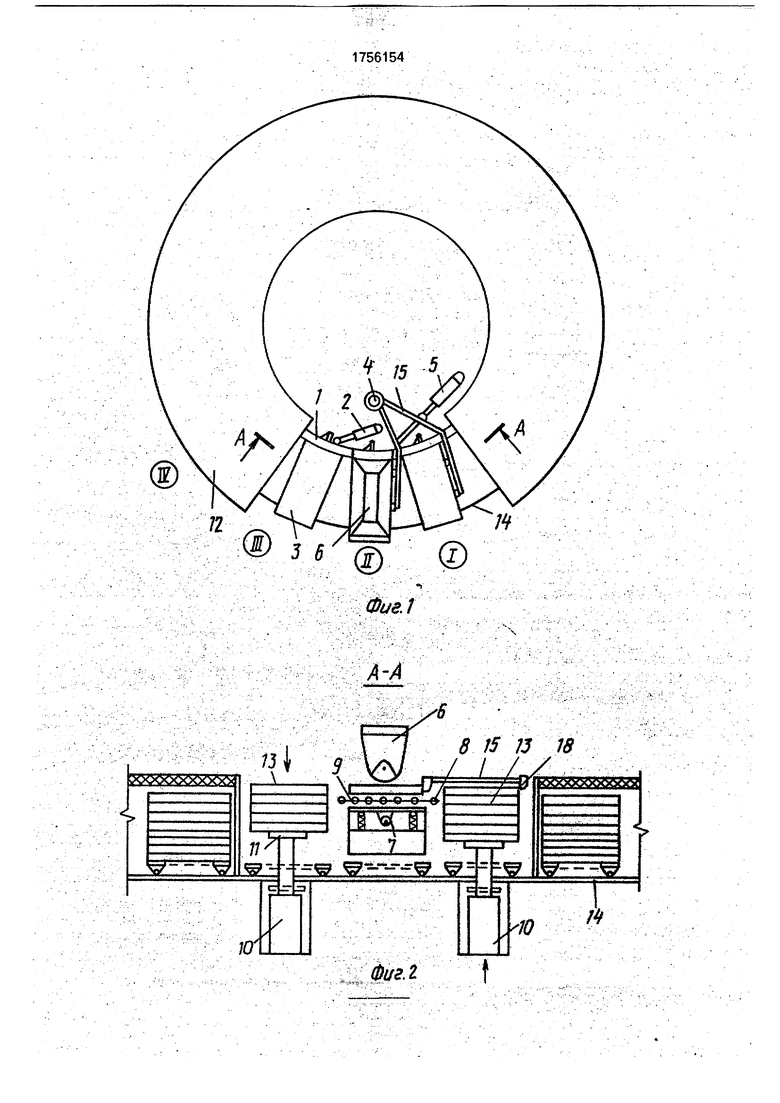
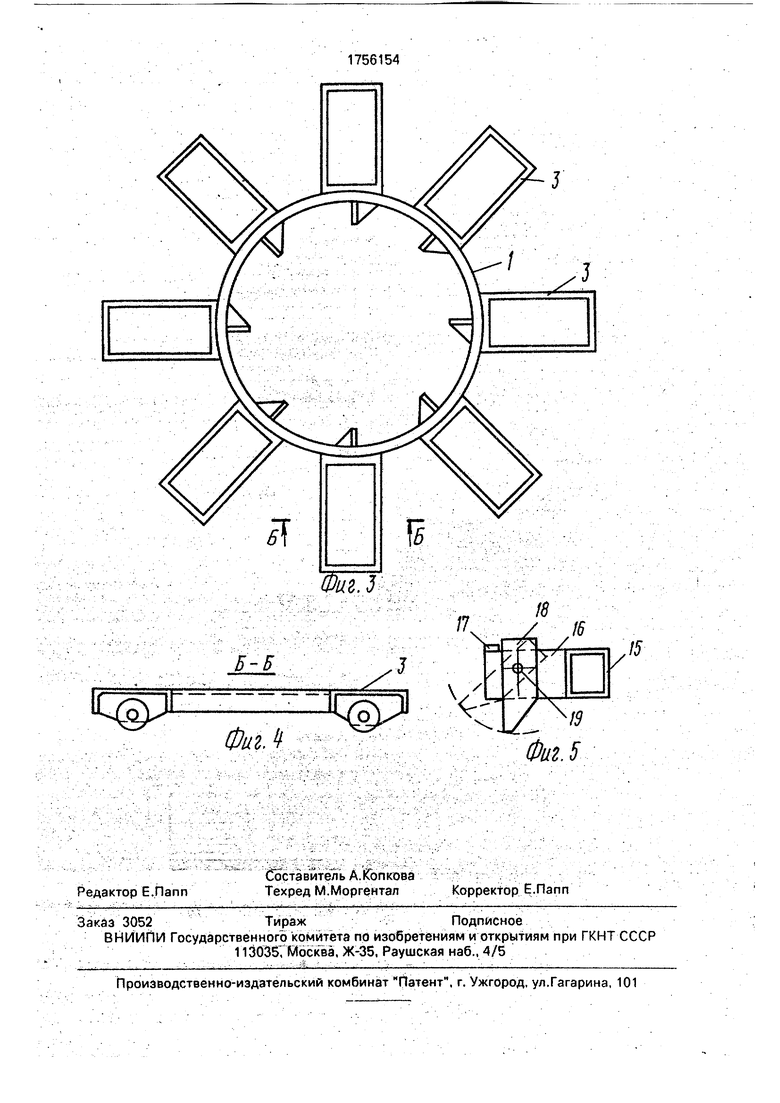
Нз фиг.1 изображен роторный конвейер, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - поворотное кольцо; на фиг 4 - разрез Б-Б на фиг.З; на фиг.5 - самооткидывающийся захват толкателя.
Роторный конвейер состоит из поворотного кольца 1 с приводом 2, рамочных консолей 3, толкателя 4 с гидроцилиндром 5, бетонораздатчика 6, виброплощадки 7 с рольгангом 8 и рамой 9, устройства 10 для пакетирования форм с подъемной площадкой 11, кольцевой камеры 12 тепловой обработки, пакетов форм 13, рельсового пути 14, штанг 15 с проушинами 16 и упором 17, зубом 18 с осью 19.
Роторный конвейер работает следующим образом.
Изготовление изделий осуществляется на четырех технологических постах: 1-й пост - съем изделий и подготовка форм к бетонированию; 11-й пост - формование изделий и нанесение отделочного слоя; 111-й пост - пакетирование форм; IV-й пост - тепловая обработка изделий.
Работа роторного конвейера осуществляется в следующей последовательности.
Прошедшие тепловую обработку изделия в пакетах поворотным кольцом 1 с приводом 2 подаются на пост съема изделий, где подъемной площадкой 11 поднимаются на толщину одного изделия в форме.
После съема изделия форма 13 чистится, смазывается и подается толкателем 4 по рольгангу 18 на пост формирования изделий. В форму бетонораздатчиком 6 подаются бетонная смесь и отделочный раствор, которые уплотняются виброплощадкой 7, размещенной на раме 9 с рольгангом 8.
После формования изделия форма 13 поворотным толкателем 4 пода11Т(Гя на пост пакетирования форм, где устройством для пакетирования 10 опускается на рамочную консоль 3 Подача форм 13 осуществляется толкателем А под действием гидроцилиндра 5, который поворачивает штанги 15 на определенный угол при этом расположённые на штангах зубья 18 поворачиваются в проушинах 16 вокруг осей 19 и верхней частью упираются в упоры 17, а нижней в форму 13, перемещая ее по рольгангу 8.
Скомплектованный пакет форм 13 после опускания подъемной площадки в ниж- нее положение подается поворотным кольцом 1 по рельсовому пути в кольцевую камеру 12 для тепловой обработки.
Прошедшие тепловую обработку изделия в ракетах 13 подаются на пост распалубки и цикл изготовления изделий повторяется. Роторный конвейер может изготавливать несколько разновидностей изделий, обладающих технологическим подобием. Мелкие изделия (тротуарные и облицовочные плиты) можно изготавливать в горизонтальных групповых формах. На
конвейере можно изготавливать плоские железобетонные изделия с односторонней или двусторонней отделкой поверхностей (раствором, плитками и т.д.).
Пакетирование форм позволяет значительно уменьшить размеры и металлоемкость роторного конвейера, сократить продолжительность тепловой обработки изделий за счет увеличения емкости кольцевой камеры, что повышает
производительность конвейера. Уменьшается количество тепла, необходимого для термообработки изделий, так как открывание и закрывание кольцевой камеры происходит только после комплектования пакета
форм.
Формула изобретения
1.Роторный конвейер для изготовления железобетонных изделий, содержащий устройства для перемещения и пакетирования форм, бетонораздатчик, виброплощадку, кольцевую камеру тепловой обработки изделий, отличающийся тем, что, с целью повышения производительности, конвейер
выполнен двухъярусным, нижний ярус которого снабжен поворотным кольцом с рамочными консолями для размещения на них пакетов форм, верхний ярус - криволинейным рольгангом с толкателем и расположенными с двух его сторон по горизонтали устройствами для пакетирования форм методом сверху вниз и для съема форм снизу вверх, причем криволинейный рольганг установлен на виброплощадке, расположенной на верхнем ярусе.
2.Конвейер по п.1, о т л и ч а ю щ и и с я тем, что устройство для пакетирования форм выполнено в виде подъемно-опускной площадки, при этом внутренние габаритные
размеры рамок консолей превышают габариты площадки и меньше габарита формы в ее сечении в горизонтальной плоскости.
3.Конвейер по п.1, отличающийся тем, что толкатель выполнен в виде поворотной рамы, состоящей из двух штанг с самооткидывающимися захватами, контактирующими с формой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для изготовления железобетонных изделий | 1973 |
|
SU483261A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления железобетонных изделий | 1989 |
|
SU1719202A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Роторный конвейер для изготовления строительных изделий | 1990 |
|
SU1765009A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОГО КИРПИЧА | 1992 |
|
RU2051032C1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
/j|
Фиг.1
8 15 7J 18
Фиг. г
Фии
Б-5
ФигЛ
IS
16
15
/
с
Фиг. 5
