(54)ТЕХНОЛОГИЧЕСКАЯ ТШНИЯ ДГШ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ Изобретение относится к производству сборного бетона и железобетона. Известна технологическая линия ,включающая расположенные в два яруса конвейеры с перемещаемыми при помощи толкателей формами-вагонетками и размещенные соответственно на верхнем и нижнем ярусе формовочное оборудование, камеры термообработки и подъемиики-снижатели L Наиболее близкой к предлагаемой является технологическая линия для изготовления строительных изделий, состоящая из верхнего и нижнего ярусов, соединенных, по концам подъемником и сиижателем с направлякнцими под опоры качения Форм-вагонеток, и механизмов для перемещения форм вагоиетрк по ярусам, причем на верхнем ярусе расположено технологическое оборудова ние, предназначенное для подготовки форм-вагонеток, зарядки их арматурой, укладки бетона и виброуплотнения уложенного бетона, а в нижнем ярусе-терм камеру для тепловой обработки отформованных изделий,, при этом подъемник и снижатель имеют средства для фиксации и удержания формы-вагонетки от произвольного скатывания 23Недостатком известных технологических линий является их низкая производительность за счет использования неполного объема камеры термообработки. Цель изобретения - повышение производительности технологической линии за счет увеличения пропускной способности термокамеры. Поставленная цель достигается тем, что в технологической линии для изготовления строительных изделий, состоящей из верхнего и нижнего ярусов, соединенных по концам подъемкиком и сндасателем с направляющими под опоры качения форм-вагонеток, и механизмов для перемещения форм-вагонеток по ярусам с расположенным на верхнем ярусе технологическим оборудованием, предназначенным для подго товки форм-вагонеток, 5 зарядки их арматурой j укладки бетона а в нижнем ярусе - термокамерой для тепловой обработки отформованных изделий при этом подъемник и снижатель имеют средства для фиксации и удержания формы-вагонетки от произвольного скатывания, термокамера снабжена дополнительными направляющими, расположен- ю ными в верхней ее части, а формызагонеткк - на одном конце упорами, на другом - опорными роликами, которьпчи )загонетка контактирует с дополнительными направляющими термо- и камеры, причем снижатель выполнен в виде поворотной рамы с подвижным захватным устройством для сопровождения формы-вагонетки, а подъемник - в виде кареток, перемещающихся по криволи- 20 нейным направляюпшм, соединяющим направляющие верхнего и нижнего ярусов, со смонтированными на этих каретках ловителями, взаимодействующими с упорами формы-вагонетки, при этом на- 25 правляюище термокамеры установлены под уклон в сторону подъемника,
Кроме того, поворотная рама снижателя снабжена склизами, которые взаимодействуют с дополнительными направ- 30 ляющими термокамеры при передаче форMbi- вагонетки со снижателя на эти дополнительные направляющие , причем склизы выполнены поворотными для возможности прохождения под ними опор- 35 ных роликов формы-вагонетки,На фиг. 1 изображена предлагаемая линия, общий вид; на фиг, 2 - сечение А-А на фиг, I; на фиг, 3 - узел X ка фигв Ц на фиг. 4 - узел П на 40 фиг. {; на фиг, 5 - вид Б на фиг.4; на фиг, 6 - вид В на фиг, 4; на фиг.7сечение на фиг. 6| на фиг. 8 - сечение Д-Д на фиг. 6.
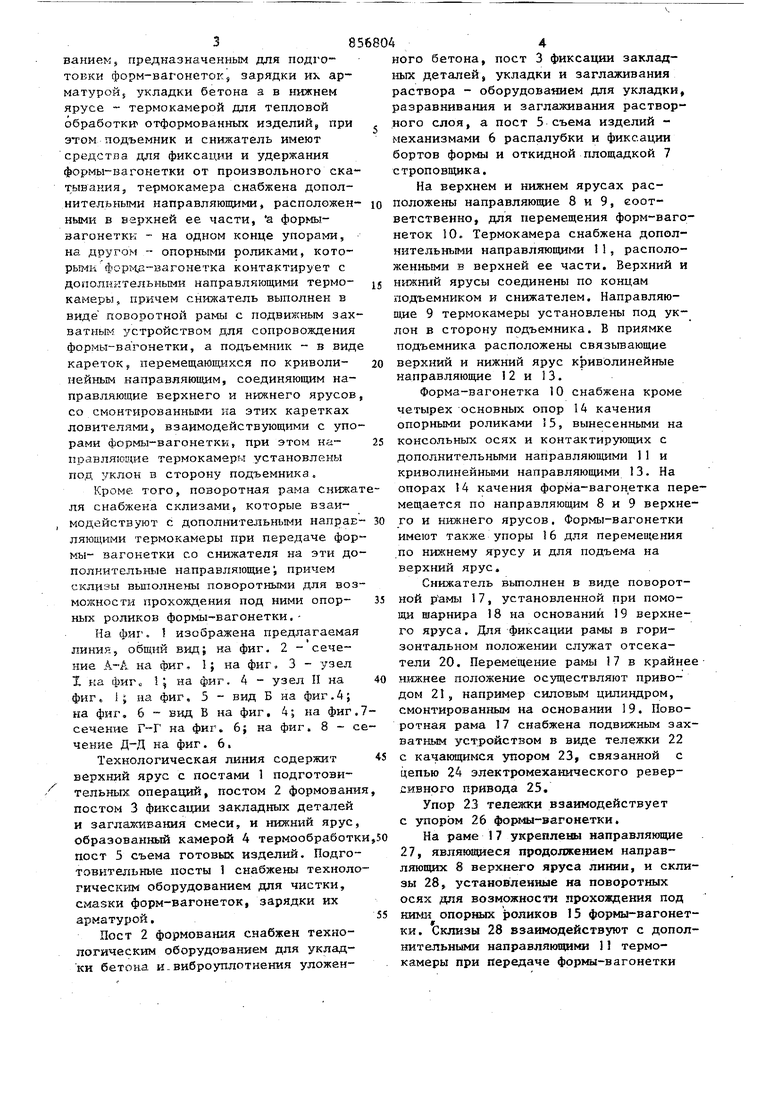
Технологическая линия содержит S верхний ярус с постами 1 подготовительных операций, постом 2 формования, постом 3 фиксации закладных дета.пей и заглаживания смеси, и нижний ярус, образованный камерой 4 термообработки,50 пост 5 съема готовых изделий. Подготовительные посты 1 снабжены технологическ1-ш оборудованием для чистки, смазки форм-вагонеток, зарядки их арматурой. .
Пост 2 формования снабжен технологическим оборудованием для укладки бетона и-Виброуплотнения уложенного бетона, пост 3 фиксации закладных деталей, укладки и заглаживания раствора - оборудованием для укладки, разравнивания и заглаживания растворного слоя, а пост 5 съема изделий механизмами 6 распалубки и фиксации бортов формы и откидной площадкой 7 строповщика.
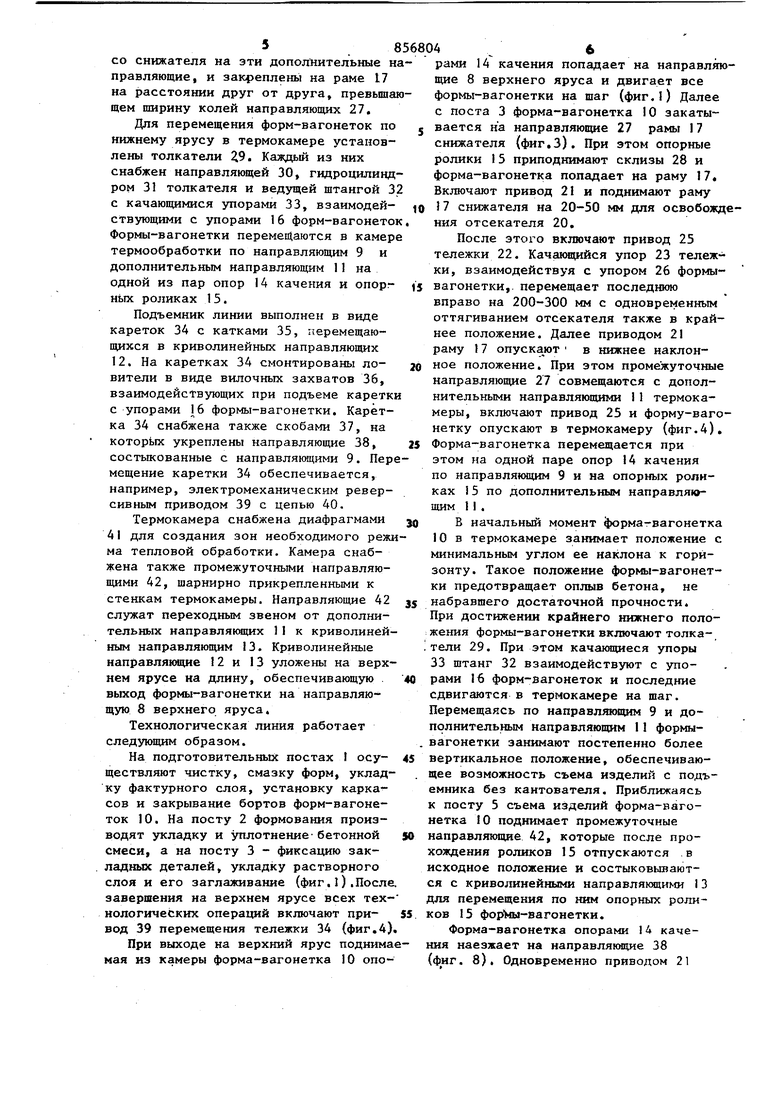
На верхнем и нижнем ярусах расположены направляющие 8 и 9, соответственно, для перемещения форм-вагонеток 10. Термокамера снабжена дополнительными направляющими 11, расположенными в верхней ее части. Верхний и нижний ярусы соединены по концам подъемником и снижателем. Направляющие 9 термокамеры установлены под уклон в сторону подъемника. В приямке подъемника расположены связывающие верхний и нижний ярус криволинейные направляющие 12 и 13.
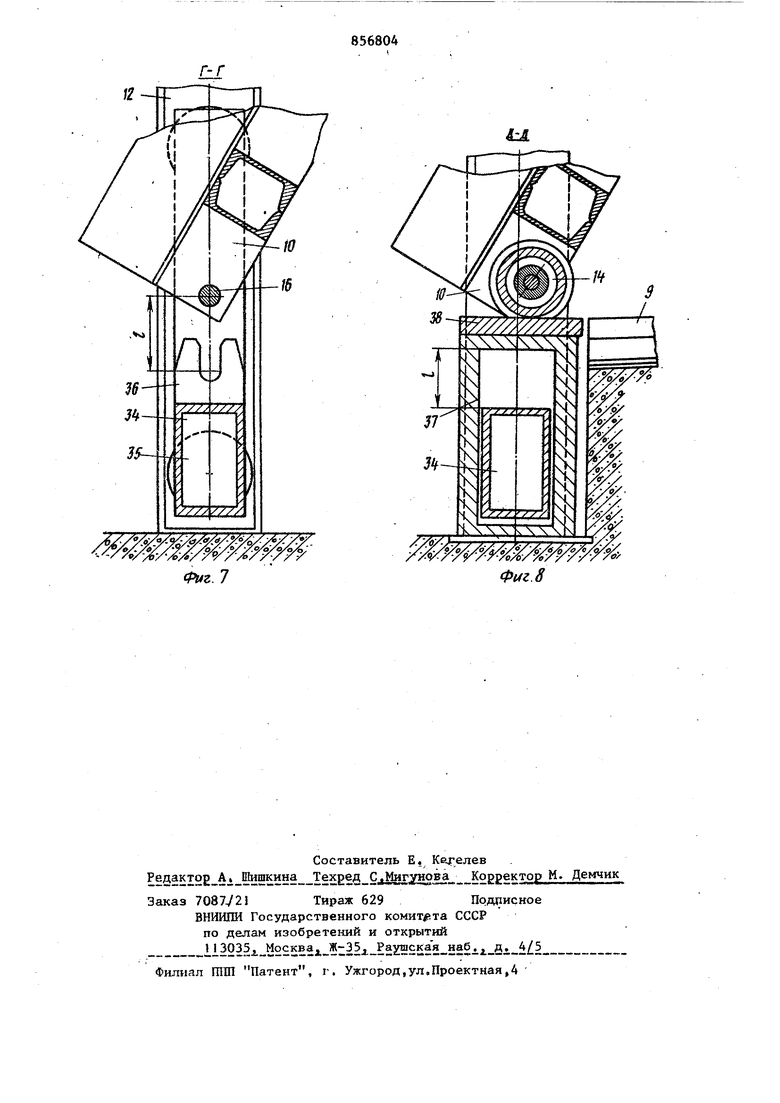
Форма-вагонетка 10 снабжена кроме четырех основных опор 14 качения опорными роликами «5, вынесенными на консольных осях и контактирующих с дополнительными направляющими 11 и криволинейными направляющими 13. На опорах 14 качения форма-вагонетка пермещается по направляющим 8 и 9 верхнего и нижнего ярусов. Формы-вагонетки имеют также упоры 16 для перемещения по нижнему ярусу и для подъема на верхний ярус.
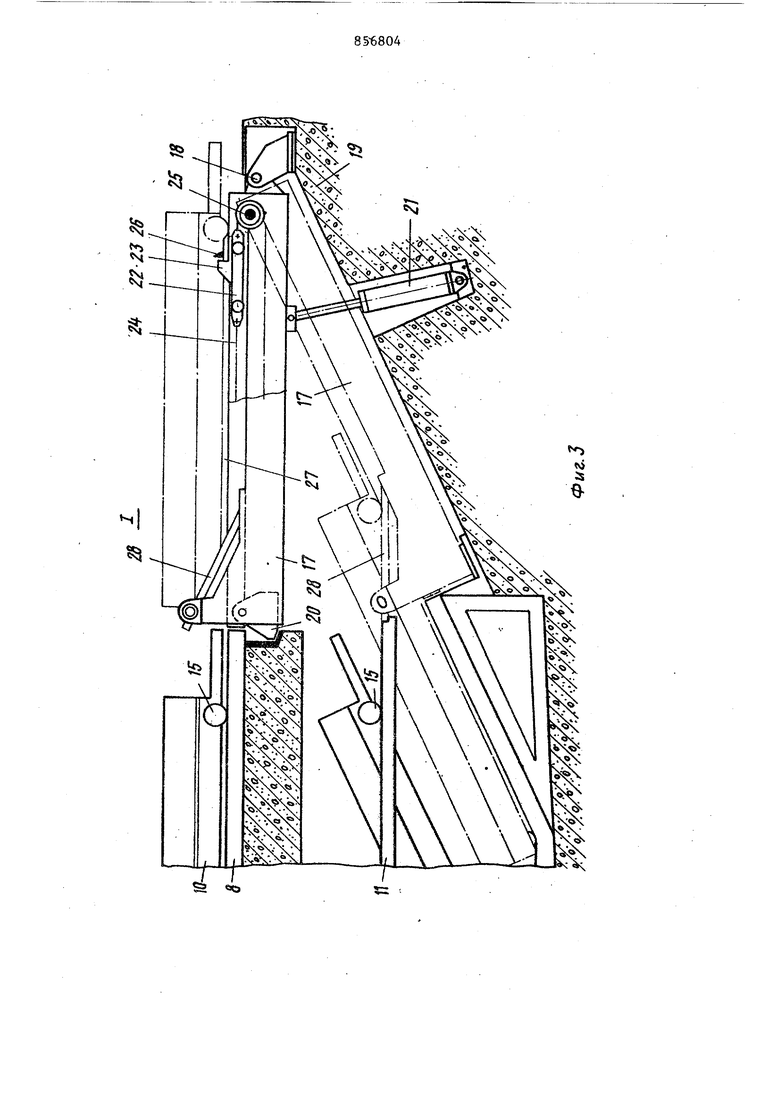
Снижатель вьтолнен в виде поворотной рамы 17, установленной при помощи шарнира 18 на оснований 19 верхнего яруса. Для фиксации рамы в горизонтальном положении служат отсекатели 20. Перемещение рамы 17 в крайне нижнее положение осуществляют приводом 21, например силовым цилиндром, смонтированным на основании 19. Поворотная рама 17 снабжена подвижным захватным устройством в виде тележки 22 с качающимся упором 23, связанной с цепью 24 электромеханического реверсивного привода 25,
Упор 23 тележки взаимодействует с упором 26 формы-вагонетки.
На раме 17 укреилешл направляющие 27, являющиеся продолжением направляющих 8 верхнего яруса линии, и склизы 28, установленные на поворотных осях для возможности прохождения под киш опорных роликов 15 формы-вагонетки. Склизы 28 взаимодействуют с дополнительными направляюпдами 11 термокамеры при передаче формы-вагонетки СО снижателя на эти дополнительные н правляющие, и закреплень на раме 17 на расстоянии друг от друга, превыша щем ширину колей направляющих 27. Для перемещения форм-вагонеток по нижнему ярусу в термокамере установлены толкатели Я9. Каждый из них снабжен направляющей 30, гидроцилинд ром 31 толкателя и ведущей штангой 3 с качающимися упорами 33, взаимодействующими с упорами 16 форм-вагонето Формы-вагонетки перемещаются в камер термообработки по направляющим 9 и дополнительным направляющим 11 на одной из пар опор 14 качения и опоргньгх роликах 15. Подъемник линии выполнен в виде кареток 34 с катками 35, перемещающихся в криволинейных направляющих 12. На каретках 34 смонтированы ловители в виде вилочных захватов 36, взаимодействующих при подъеме каретк с упорами 16 формы-вагонетки. Каретка 34 снабжена также скобами 37, на KOTopbix укреплены направляющие 38, состыкованные с направляющими 9. Пер мещение каретки 34 обеспечивается, например, электромеханическим реверсивным приводом 39 с цепью 40. Термокамера снабжена диафрагмами 4I для создания зон необходимого реж ма тепловой обработки. Камера снабжена также промежуточными направляющими 42, шарнирно прикрепленными к стенкам термокамеры. Направляющие 42 служат переходным звеном от дополнительных направлякицих 11 к криволиней ным направляющим 13. Криволинейные направляющие 12 и 13 уложены на верх нем ярусе на длину, обеспечивающую выход формы-вагонетки на направляющую 8 верхнего яруса. Технологическая линия работает следующим образом. На подготовительных постах 1 осуществляют чистку, смазку форм, укладку фактурного слоя, установку карка сов и закрывание бортов форм-вагонеток 10. На посту 2 формования производят укладку и уплотнение-бетонной смеси, а на посту 3 - 4 1ксацию закладных деталей, укладку растворного слоя и его заглаживание {фиг,1).Посла завершения на верхнем ярусе всех техиологических операций включают привод 39 перемещения тележки 34 (фиг.4) При выходе на верхний ярус поднима мая из камеры форма-вагонетка 10 опорами 14 качения попадает на направляющие 8 верхнего яруса и двигает все формы-вагонетки на шаг (фиг.О Далее с поста 3 форма-вагонетка 10 закатывается на направляю1цие 27 рамы 17 снижателя (фиг.З). При этом опорные ролики I5 приподнимают склизы 28 и форма-вагонетка попадает на раму 17, Включают привод 21 и поднимают раму 7 снижателя на 20-50 мм для освобождения отсекателя 20. После этого включают привод 25 тележки 22. Качающийся упор 23 тележки, взаимодействуя с упором 26 формывагонетки, перемещает последнюю вправо на 200-300 мм с одновременным оттягиванием отсекателя также в крайнее положение. Далее приводом 21 раму 17 опуска ют в нижнее наклонное положение. При этом промежуточные направляющие 27 совмещаются с дополнительными направлякнцими 1 1 термокамеры, включают привод 25 и форму-вагонетку опускают в термокамеру (фиг.4). Форма-вагонетка перемещается при этом на одной паре опор 14 качения по направляющим 9 и на опорных роликах i 5 по дополнительным направляющим 1 I . В начальный момент форма-вагонетка 10 в термокамере занимает положение с минимальным углом ее наклона к горизонту. Такое положение формы-вагонетки предотвращает оплыв бетона, не набравшего достаточной прочности. При достижении крайнего нижнего положения формы-вагонетки включают толкатели 29. При этом качакициеся упоры 33 штанг 32 взаимодействуют с упорами 16 форм-вагонеток и последние сдвигаются в термокамере на шаг. Перемещаясь по направляющим 9 и дополнительным направляющим I1 формывагонетки занимают постепенно более вертикальное положение, обеспечивающее возможность съема изделий с подъемника без кантователя. Приближаясь к посту 5 съема изделий форма-вагонетка 10 поднимает промежуточные направляющие 42, которые после прохождения роликов 15 отпускаются в исходное положение и состыковываются с криволинейными направляющими 13 для перемещения по ним опорных роликов 15 фо1А1ы-вагонетки. Форма-вагонетка опорами 14 качения наезжает на иаправляницие 38 (фиг. 8), Одновременно приводом 21 рама 17 снижателя переводится в горизонтальное исходное положение для приема очередной формы-вагонетки (фиг.З). Включают привод 39 и каретка 34 перемещается на катках 35 пи криволинейным направляющим 12 (фиг, 6 и 7) , Каретка 34 в скобах 3 (фиг, 7) перемещается на расстояние 1, равное пути прохождения вилоч- . ных захватов 36 до соприкосновения с упорами 16 формы-вагонетки, фиксируя ее на посту 5 съема изделий (фиг.4). После этого осуществляют раскрыти бортов формы-вагоне- ки механизмами 6 распалубки, ручную строповку изделий С опускной площадки 7 и съем изделий краном. Форма-вагонетка без изделия перемещается далее тележкой 34 подъемника (фиг.4) на верхний ярус, где форма опорами 14 качения попадает на направляющие 8. Далее цикл повторяется. По верхнему ярусу формы-вагонетки перемещаются горизонтально вплотную друг к другу (фиг. 1). В начале своего перемещения по термокамере формы-вагонетки занимают положение, при котором угол наклона их к горизонту минимален, гарантируе предотвращение оплывания бетона, еще не набравшего достаточной прочности Наклонное, по отнощению к направляюиц1м 9, положение дополнительных направляющих 11 обеспечивает постепен-35 ное, по мере приближения к посту 5 съема изделий, увеличение угла накло на форм-вагонеток. Достаточно высокая прочность бетона в конце пути перемещения формвагонеток по камере термообработки исключает опасность оплыва бетона из формы-вагонетки при почти вертикальном ее положении, которое обеспечивает возможность съема изделий без механизма кантователя. Изобретение позволяет повысить пр изводительность линии за счет максимального использования объема термокамеры. Формула изобретения 1 . Технологическая линия для изготовления строительных изделий, сое 48 тоящая из верхнего и нижнего ярусов, соединенных по концам подъемником и снижателем с направлякщими под опоры качения форм-вагонеток, и механизмов для перемещения форм-вагонеток по ярусам, причем на верхнем ярусе расположено технологическое оборудование, предназначенное для подготовки форм-вагонеток, заряцкк их арматурой, укладки бетона и виброуплотнения уложенного бетона, а в нижнем ярусе термокамеру для тепловой обработки отформованных изделий, при этом подъг емник и снижатель имеют средства для фиксации и удержания формы-вагонетки от произвольного скатывания, отличающаяся тем, что,с целью повышения производительности технологической линии за счет увеличения пропускной способности термокамеры, термокамера снабжена дополнительными направляющими, расположенными в верхней ее части, а формы-вагонетки - на одном конце упорами, на другом - опорными роликами, которыми форма-вагонетка контактирует с дополнительными направляющими термокамеры, причем снижатель вьшолнен в виде поворотндй.рамы с подвижным захватным устройстном для сопровождения формы-вагонетки, а подъемник - в виде кареток, перемещающихся по криволинейным направляющим, соединяющим направляющие верхнего и нижнего ярусов, со смонтированными на этих каретках ловителями. взаимодействующими с упорами формывагонетки, при этом направляющие термокамеры установлены под уклон в сторону подъемника. 2. Линия ПО.П.1, отличающаяся тем, что поворотная рама снижателя снабжена склизами, которые взаимодействуют с дополнительными направляющими термокамеры при передаче формы-вагонетки со снижателя на эти дополнительные направляющие, причем склизы выполнены поворотными для возможности прохождения под ними опорных роликов формы-вагонетки. Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР 476990, кл. В 28 В 5/00, 1973. 2. Авторское свидетельство СССР № 5i5016, кл.В 28 В 5/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Конвейерная линия для изготовления строительных изделий | 1979 |
|
SU876434A2 |
| Подъемник-снижатель | 1979 |
|
SU850388A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU685497A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Конвейерная линия для изготовления строительных изделий | 1978 |
|
SU768640A1 |



/s
Фиг.
S5
9 з
10
ВидВ
/
Фиг. 5
/5
ib
« 8}
12
