1
Изобретение относится к производству стекляниых трубок высокой точности, необходимых в электровакуумной промышленности.
Известна установка для перетягивания стеклянных трубок, содержащая калибр, тянущий и подающий патроны, нагреватель и тягу, кинематически связанную с электродвигателем.
Основным недостатком существующего устройства является ручное управление процессом перетягивания, которое требует высокой квалификации оператора. В функции оператора входит определение скорости перетягивания, подбор соотнощения скоростей подачи и вытягивания, а также выбор момента включения механизма перетягивания, который в приведенном примере определяется по провисанию стенки заготовки. Последнее обстоятельство требует непрерывного внимания оператора в течение всего процесса. Кроме того, для достижения высокой точности внутреннего диаметра и толщины стенок трубки необходимо проводить процесс при постоянной определенной температуре, которую нельзя поддерживать с достаточной точностью при визуальном наблюдении.
Цель изобретения - автоматизация и стабилизация процесса неретягивания. Поставленная цель достигается тем, что установка выполнена с датчиком усилия, установленным между тянущим патроном и тягой, причем датчик усилия содержит прзжину, концы которой соединены с тянущим патроном и с тягой, регзлируемый упор, установленный в
тянущем патроне, и конечный выключатель, закрепленный на тяге.
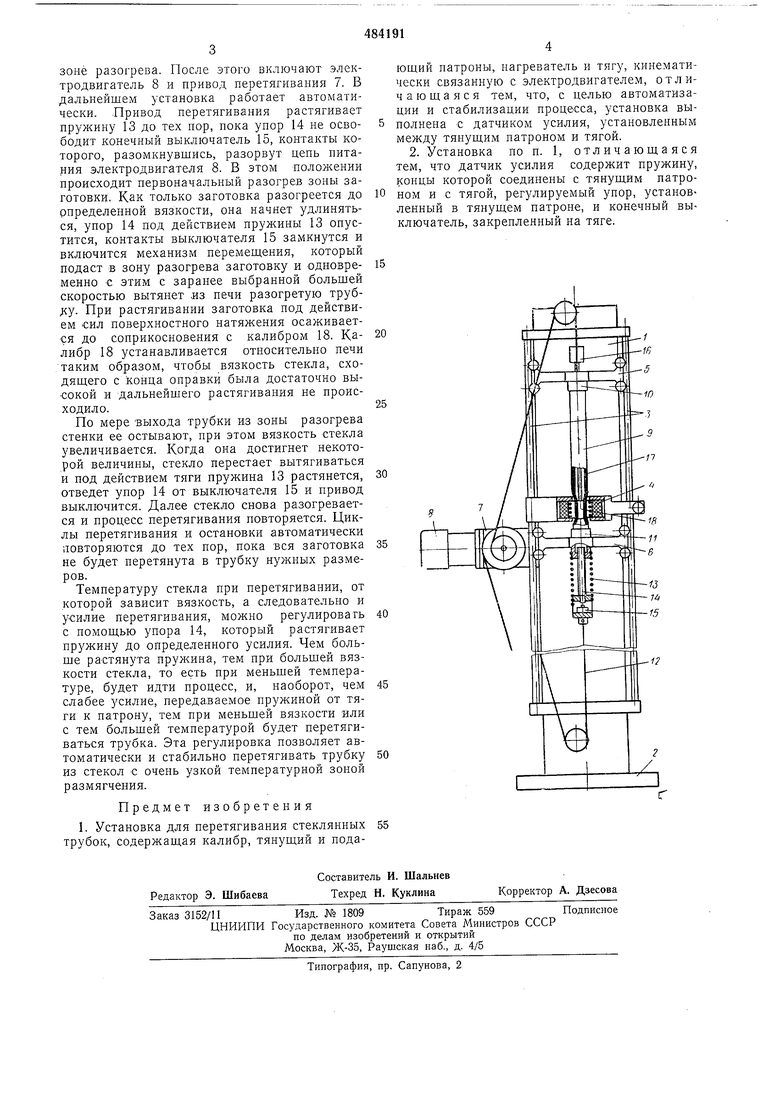
На чертеже показана предлагаемая установка.
Установка состоит из вертикальной стойки
1, смонтированной на основании 2, направляющих щтанг 3, на которых крепится электронагреватель 4 и но которым перемещаются каретки 5 и 6 верхнего и нижнего патронов. Да стойке установлен также привод 7 с электродвигателем 8. Заготовка 9 закрепляется между подающим 10 и тянущим 11 патронами. Между тягой 12 и тянущим патроном И установлена пружина 13 датчика усилия, закрепленная одним концом на патроне И, а
другим па тяге 12. Внутри патрона 10 размещен рег)лируемый упор 14, нажимающий на конечный выключатель 15, установленный на конце тяги. На стойке 1 установлен также кронщтейп 16, в котором крепится держатель
17 калибра 18.
Работа установки происходит следующим образом.
Заготовку 9 зажимают патронами 10 и 11 и устанавливают в исходное полол{ение, при
котором нижний конец заготовки находится в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для переформовки стеклянных трубок | 1974 |
|
SU530856A1 |
| УСТАНОВКА ПЕРЕТЯГИВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОЗАГОТОВОК | 2021 |
|
RU2777030C1 |
| Установка для вытягивания стеклянных трубок | 1989 |
|
SU1659366A1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ПНЕВМАТИЧЕСКИХ УДАРНЫХ ИНСТРУМЕНТОВ | 1991 |
|
RU2051022C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Устройство для изготовления ремней | 1990 |
|
SU1715708A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Роликовая волока | 1982 |
|
SU1026882A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
