1
Изобретение относится к технологическому оборудованию для изготовления электрических машин, в частности для дозировки пакетов магнитапроводов, и может быть использовано в электромашиностроении.
Известно устройство для дозировки по длине пакетов статоров электрических машин, содержащее основание, привод, загрузочную оправку и механизм дозирования. При этом механизмом дозирования служат цанга, связанная с приводом, и упор, регулирующий длину пакета статора. Одиако в известном устройстве цанга имеет сложную конструкцию и может быть применена только на один типоразмер листов магнитопровода. Кроме того, при дозироваиии цангой листы магпитонровода подвергаются деформации.
Целью изобретения является повышение универсальности устройства для изготовления магнитопроводов. Это достигается тем, что в нем механизм дозирования выполнен в виде роликов, смонтированных на подпружиненных толкателях, установленных на основании с возможностью радиального перемещения под углом к оси оправки, обеспечивающим заклинивание отсеченной части пакета.
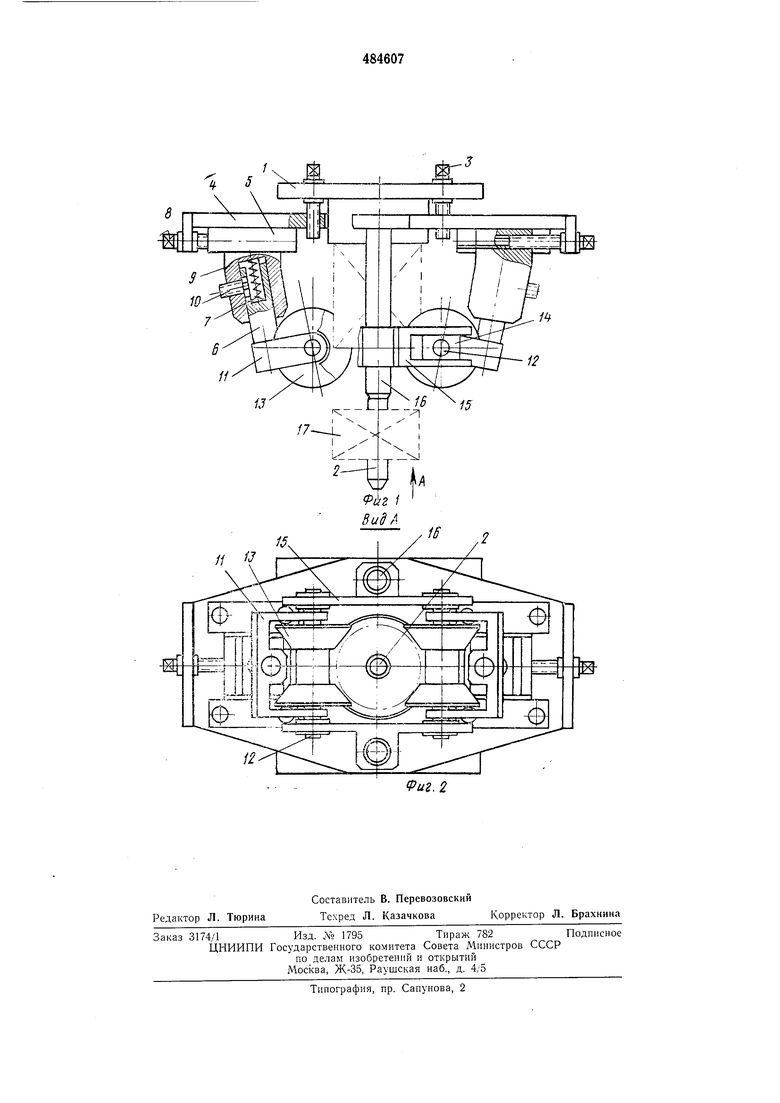
На фиг. 1 изображено описываемое устройство, вид спереди; на фиг. 2 - вид по стрелке А.
Устройство содержит основание 1, на котором установлена загрузочная олравка 2. К основанию 1 винтами 3, позволяющими регулировать длину пакета, крепится плита 4 механизма дозирования, в направляющих 5 которой симметрично оправке 2 установлены два толкателя 6, подпрул ииенных прул инами 7, с возможностью регулировки их полол ения относительно оправки 2 винтами 8. В корпусе
9 толкателей 6 установлены винты 10, удерживающие толкатели от разворота и выпадеиия из корпуса 9. На толкателях 6 закреплены вилки 11, iB которых на осях 12 расположены спаренные конические ролики 13. На выступающих пз вилок 11 осях 12 установлены сухари 14, которые могут перемещаться в пазах плаиок 15, связывающих оси 12. Планки 15 установлены так, что они могут перемещаться параллельно плите 4, вдоль оси загрузочной оправки 2 по направляющим штангам 16, укрепленным на плите 4.
Устройство регулируют на соответствующий типоразмер пластин и иастраивают его иа необходимую длину дозируемых пакетов магнитоировода, причем в ис.чодном положении ролики должны располагаться так, чтобы диаметр вписаиной между ними окружности был меньще диаметра пластин магнитопровода на требуемую величину b в зависимости от удельного давления поджатия пластин и их типоразмера, а размер от основапия 1 до осей 12 роликов 13 больше длины дозируемого пакета
на величину , где а - угол наклопа
тоЛ|Кателей относительно оси загрузочной оправки 2, равный, например, 8-12°.
Пакет 17 пластин магнитопрозода подается на загрузочную оправку 2 и ириводом, иапрлмер гидроцилиндром, перемещается ло ней в сторону основания 1. Перемещаясь, пластины нажимают на ролики 13, а так как ролики 13 жестко связаны с вилками 11 и толкателями 6, то последние по наклонным отверстиям в корпусах 9, сжимая пружины 7, вместе с роликами смещаются в сторону основания 1. При этом диаметр вписанной между роликами окружности увеличивается и, достигнув диаметра нластин, роликн 13, оставаясь с ннми в солрикосиовении и вращаясь вокруг осей 12, пропускают пластины, которые поджимаются к основанию 1. После снятия усилия, необходимого для ноджатия иластин нри дозировке, ролики 13 с иластииами магнитопровода, смещаясь под действием иружин 7
от основания 1 вниз, заклиииваются, так как при смещении роликов 13 BIHIS диаметр вписанной окружноети между роликами стремится стать меньще диаметра магнитонровода, т. е. принять исходный размер.
Таким образом, происходит отсекание необходимой длнны пакета магнитонровода с точностью ± 0,5 мм.
Остальпые нласти 1ы иод действием собствеииого веса удаляются с загрузочной оправки 2.
П р е д мет изобретения
Устройство для изготовления магнитопроводов электрических манит, содержащее основание, привод, загрузочную оправку и механизм дозировання, о т л и ч а ю нд е е с я тем, что, е целью повьпиения зииверсалыюсти }стройства, мехаиизм дозироваиия выполнеи в виде роликов, смонтированных на ноднружиненных толкателях, установленных на основаиии с возмож)1остью радиального перемещеиия под углом к оси оправки, обеспечивающим заклиниваиие отсеченной чаети пакета.
иг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления магнитопроводов электрических машин | 1977 |
|
SU635564A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1983 |
|
SU1153378A1 |
| Устройство для дозирования листов магнитопроводов электрических машин | 1977 |
|
SU743120A1 |
| Устройство для дозирования пакетов пластин магнитопроводов | 1982 |
|
SU1032549A1 |
| Устройство для дозирования пакетов пластин магнитопроводов | 1985 |
|
SU1280675A1 |
| Устройство для дозирования пакетов магнитопроводов | 1990 |
|
SU1734168A1 |
| Устройство для дозирования пакетов листов магнитопроводов электрических машин | 1978 |
|
SU694947A1 |
| Устройство для дозирования пакетов магнитопроводов | 1986 |
|
SU1381658A1 |
| Устройство для дозирования пакетов магнитопроводов | 1988 |
|
SU1603492A2 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |