(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЛУЩИЛЬНЫМ СТАНКОМ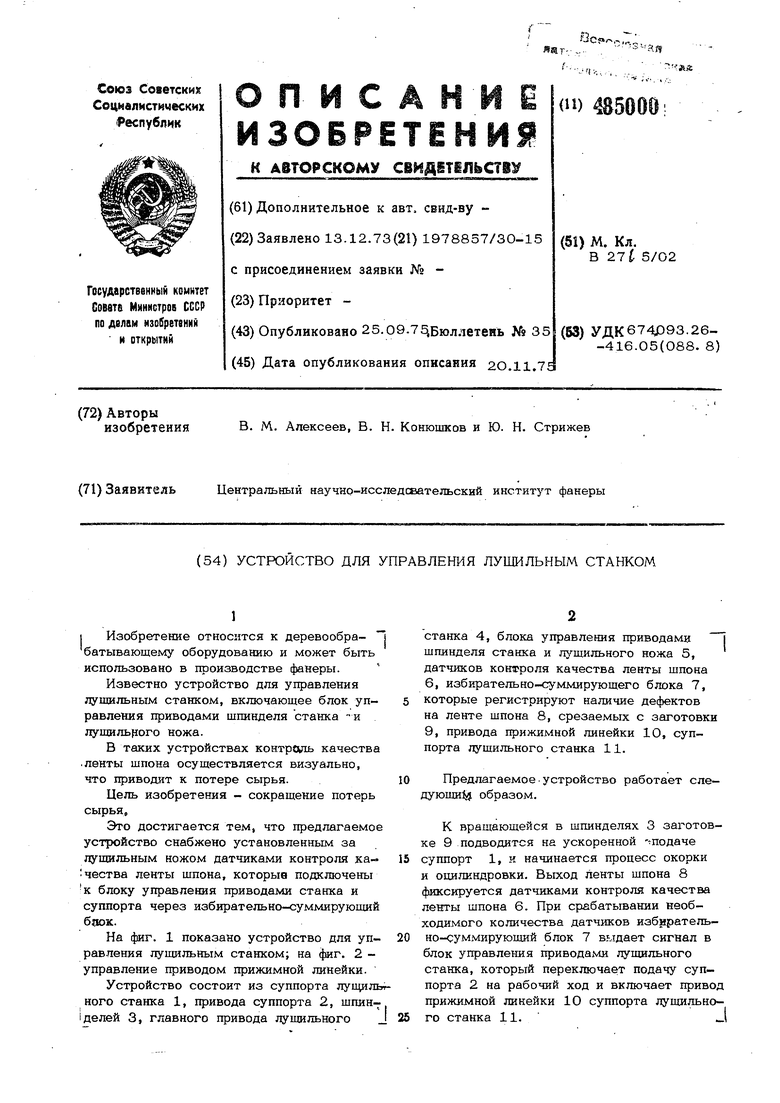
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления лущильным станком | 1977 |
|
SU614947A1 |
| Лущильный станок | 1986 |
|
SU1371916A1 |
| Лущильный станок | 1982 |
|
SU1117219A1 |
| Лущильный станок | 1988 |
|
SU1613326A1 |
| СПОСОБ ЛУЩЕНИЯ ЧУРАКА (ВАРИАНТЫ) И ЛУЩИЛЬНЫЙ СТАНОК (ВАРИАНТЫ) | 2010 |
|
RU2463158C2 |
| Суппорт лущильного станка | 1980 |
|
SU939199A1 |
| Устройство для регистрации засоров | 1976 |
|
SU586997A1 |
| Лущильный станок | 1986 |
|
SU1341036A1 |
| Способ изготовления шпона и лущильный станок для его осуществления | 1979 |
|
SU859163A1 |
| УСТРОЙСТВО ДЛЯ РУБКИ И СОРТИРОВКИ ЛЕНТЫ ЛУЩЕНОГО ШПОНА | 2020 |
|
RU2751494C1 |
1
I Изобретение относится к деревообра- батывающему оборудованию и может быть использовано в производстве фанеры.
Известно устройство для управления лущильным станком, включающее блок управления приводами шпинделя станка и лущильрого ножа.
В таких устройствах контраль качества .ленты шпона осуществляется визуально, что приводит к потере сырья.
Цель изобретения - сокращение потерь сырья.
Это достигается тем, что предлагаемое устройство снабжено установленным за лущильным ножом датчиками контроля ка чества ленты шпона, которые подключены к блоку управления приводами станка и суппорта через избирательно-суммирующий бжж.
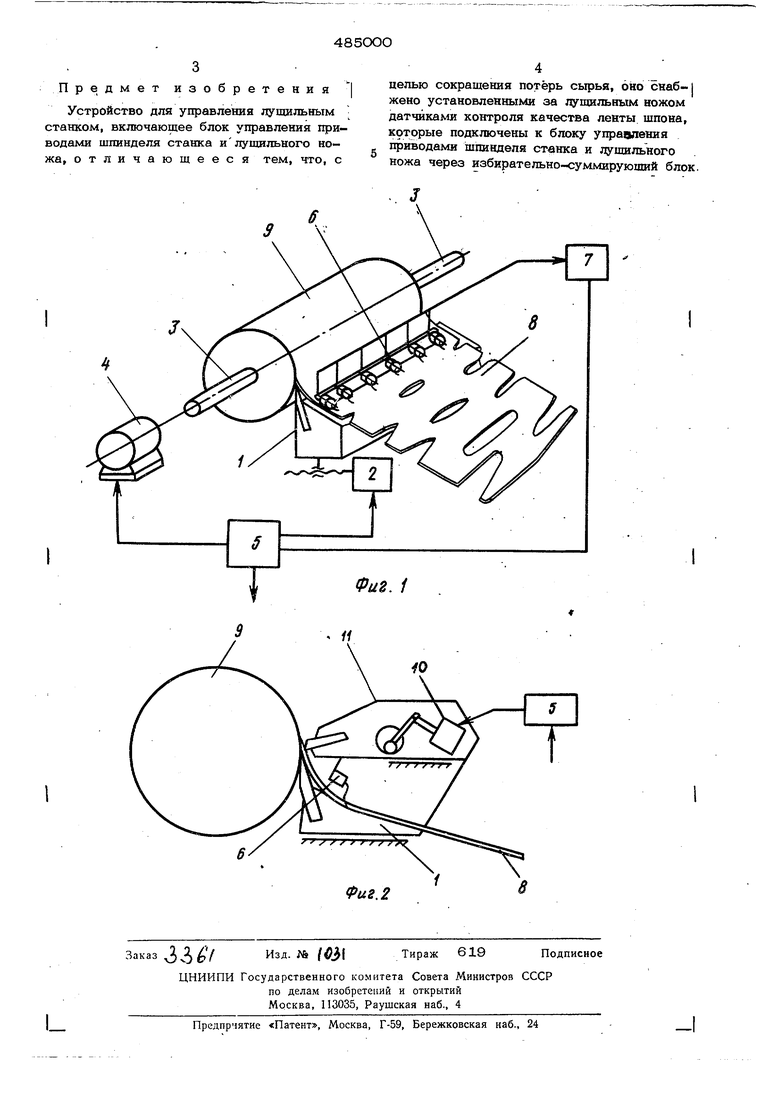
На фиг. 1 показано устройство для упраъпеккя лущильным станком; на фиг. 2 управление приводом прижимной линейки.
Устройство состоит из суппорта лущильного станка 1, привода суппорта 2, щпин1делей 3, главного привода лущильного J
станка 4, блока управления приводами шпинделя станка и лущильного ножа 5, датчиков контроля качества ленты шпона 6, избирательно-суммирующего блока 7, которые регистрируют наличие дефектов на ленте шпона 8, срезаемых с заготовки 9, привода прижимной линейки 10, суппорта лущильного станка 11.
Предлагаемое устройство работает еле- дующи образом.
К вращающейся в шпинделях 3 заготовке 9 подводится на ускоренной подаче суппорт 1, и начинается процесс окорки и оцилиндровки. Выход ленты шпона 8 фиксируется датчиками контроля качества ленты щпона 6. При срабатывании необходимого количества датчиков избирательно-суммирующий блок 7 выдает сигнал в блок управления приводами лущильного станка, который переключает подачу суппорта 2 на рабочий ход и включает привод прижимной линейки 10 суппорта лущильного станка 11.J
