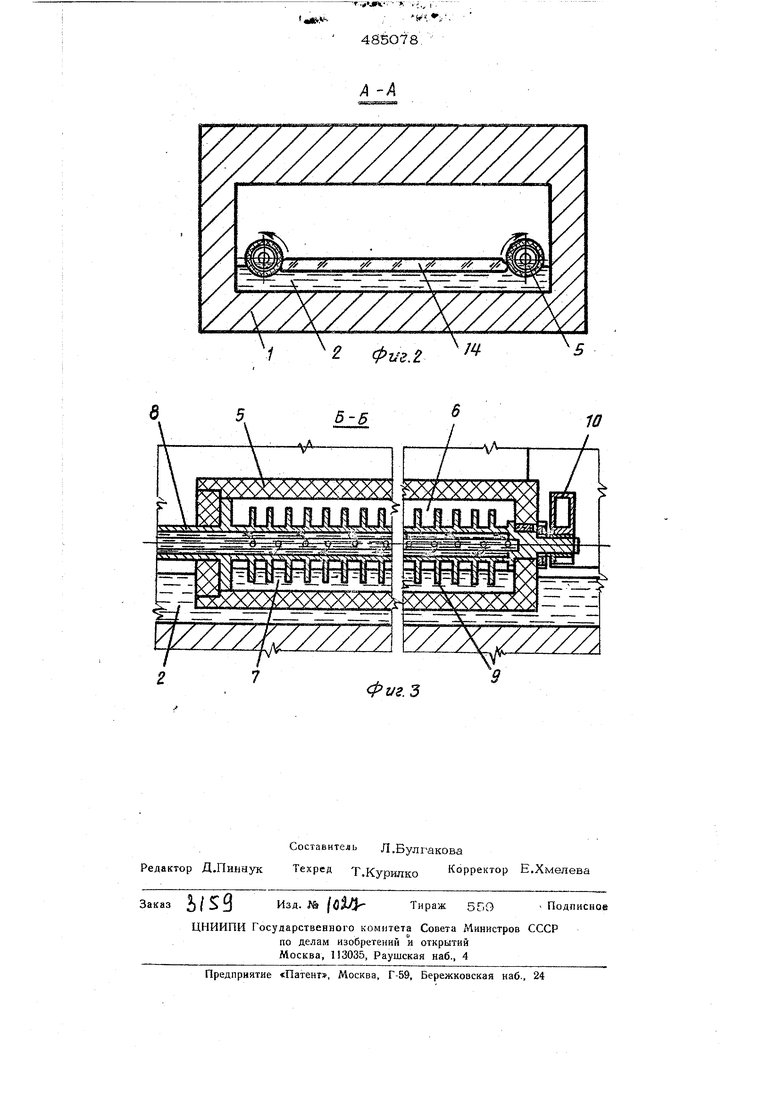
; сальниковым уппотяеиием 10 и соединена d редуктором 11 {фвводимым во вращение электротаигателем 12. Задняя шейка вала 8 укреплена в подшипнике водоохлаждаемого кронштейна 13. Барабаш 1 5 установле иы в горизонтальной плоскоств с расхождением по ходу ленты стекла 14 под уг йом 3-12° и часугичйо погружены в расплавленный металл. Вращение барабанов 5 на 1фавлено аавсфёчу пояфечному растеканию 41енты стекла. Вслед за барабанами 5 над ртами ленты стекла П ф1аллеЛьно продоль 1ой оси ванйы установлены гусеничные |ранспортеры 15 с электрощи водом (на Чертеже не показан), обеспечивак цим пла&Йое регулирование скорости, которые предйазначены для выравнивания скоростей по |иирине ленты стекла.
; Установка работает следуйвдимобраэом. В ванну 1 с расплавленным металлом 2 |i3 стекловаренной печи по лотку 3 подают расплавленную стекломассу на поверхность расплава, где она, растекаясь равномерным 0лоем, достигает вращающихся гладких барабанов 5. Встретив препятствие со стороны охлаждаемых барабанов, слой стекло 1ассы прекращает дальнейшее растекание, jripH этом борта формуемой ленты стекла 14 охлаждаются. Вращение барабанов, вы- П|олнеш1ых из несмачиваемого е;теклом майериала, например графита, и установленных С расхождением по ходу ленты стёкла, значительно снижает тление. Выйдя из контакTia с барабанами, охлажденные борта ленты входят в зацепление с графитовыми башмаками гусеничных транспортеров 15. Здесь
же начинают интенсивное охлаждение ленты по всей ширине при помощи холодильников (на чертеже не показаны). Скорость п емещения гусеничных транспортеров устанавливают равной скорости выт$п ивания рольгангом печи отжига.
Предмет изобретения
1.Ванна к установке для изготовления листового стекла.с тогаииной более равновеной на поверхности расплавленного металла, содержащая установленные, в ее высо|котекшературной зоне ограничительные элеI менты в виде приводных барабанов, отличающаяся тем, что, с целью получения стекла заданного качества при . рёвличных режимах выработки, барабаны выполнены с гладкой наружной поверхностью и установлены с расадждением по ходу Ленты под углом 3-12°, а за ними расположены гусеничные транспортеры.
2.Ванна по п. 1, о т л и ч а ю щ а с я тем, что барабаны выполнены из несмачиваемого стеклом материала с внутренней полостью, частично заполненной расплавленным металлом.
3.Вайна по пп. 1,2, отличающаяся тем, что 1Гаждый барабан закреплен на водоохлаждаемом валу, развитую наружную поверхность, контактирующую с расплавленным металлом.
4.Ванна по пп. 1-3, отличающаяся тем, что барабаны частично тюгружены в расплавленный металл. II
.tK
.i,, I . .
46SO78. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства листового стекла | 1976 |
|
SU695974A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| Способ и ванна для изготовления листового толстого стекла | 1974 |
|
SU533122A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU170431A1 |
| Устройство для производства листового стекла | 1977 |
|
SU726808A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| Ванна к установке для изготовления листового стекла | 1972 |
|
SU440348A1 |
| Способ производства листового полированного стекла | 1977 |
|
SU668239A1 |
| Ванна к установке для изготовления листового стекла | 1974 |
|
SU511299A2 |
| Устройство для производства листового стекла | 1975 |
|
SU576747A1 |

/ .
/
.З
