кривош тно-шатунного механизма. Кроме того, ванна для поддержания ограничительных элементов на заданном уровне снабжена опорами из несмачи.ваемого стеклом огнеупора, установленными с немощью кронштейна в раснлавленном металле под ограничительными элементами.
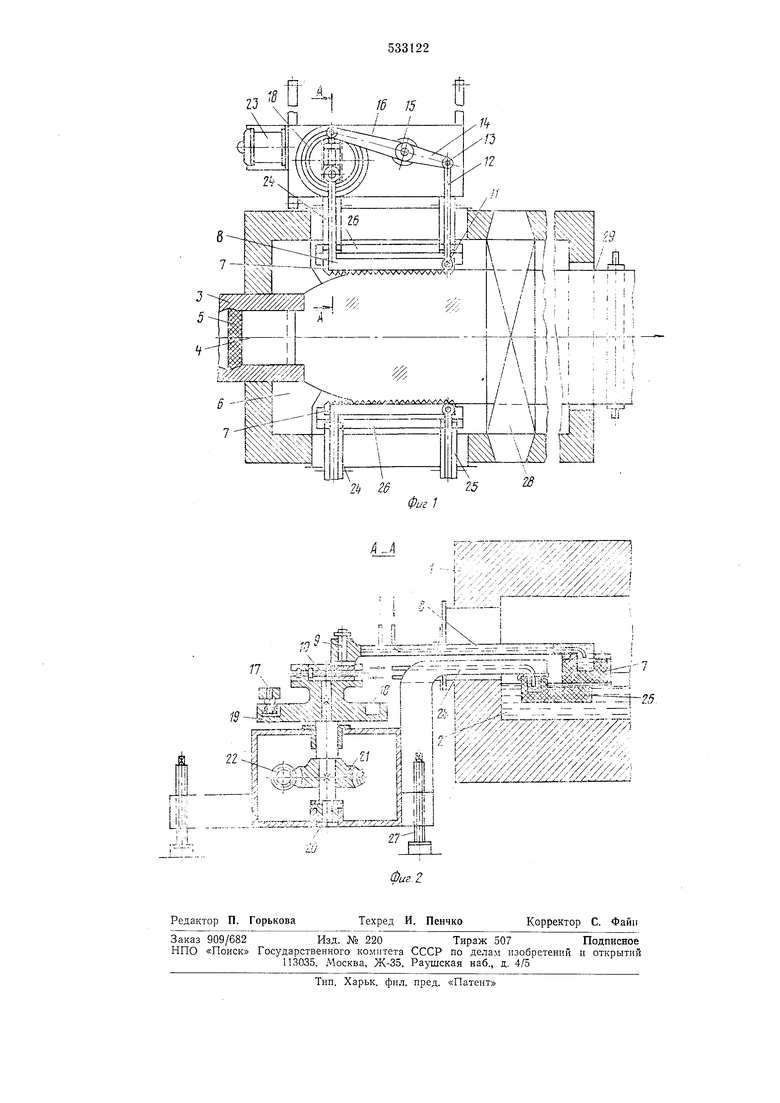
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - поперечный разрез А-Л на фиг. 1.
Установка для реализации способа состоит ИЗ ванны 1 с расплавленным металлом 2, лотка 3 для нодачи стекломассы 4, дозирующего щибера 5, бортовых рестрикторов 6, подвижных ограничительных элементов 7, выполненных из огнеупорного несмачиваемого стеклом материала (например графНта) и заКрепленных на стальных Г-образ«ых держателях 8, которые внешним концом со стороны головы ванны 1 подвижно соединены с кривошипами 9 с возможностью изменения эксцентриситета винтами 10. Другим концом держатель 8 при помощи пальца 11 подвиж,но соединен с щарнпрным водоохлаждаемым стержнем 12, который с внещней стороны ванны 1 посредством пальца 13 соединен с двуплечным рычагом 14 с возможностью вокруг неподвижной оси 15, закрепленной на корпусе 16. Двуплечный рычаг 14 через палец 17 с подщипником подвижно соединен с кулачковым пазом 18, выполненным на диске 19, закрепленном на оси 20. На оси 20 также закреплено червячное колесо 21, связанное с червяком 22 и приводным электродвигателем 23 постоянного тока, обеспечивающим щирокий диапазон регулирования числа оборотов. Корпус 16 снабжен двумя поддерживающими водоохлал даемыми кронщтейнаМИ 24 и 25, на которых внутри ваины 1 закренлены графитовые брусья 26, выполняющие роль опор для подвижных ограп1ичительных элементов 7. Корпус 16 снабжен винтами 27, с целью регулирования положения подвижных ограннчптельных элемептов 7 по высоте. Затем сразу же за ограничительными элементами 7 в ванне 1 установлены холодильники 28.
Установка работает следующим обра30 М.
В ванну 1 с расплавленным металлом 2 нз стекловаренной печи по лотку 3 расплавленную стекломассу 4 через дозирующий щибер 5 подают на поверхность расплавленного металла 2, где она, растекаясь равномерным слоем п нанравляясь бортовыми рестрикторамН 6, достигает подвижных бортовых ограничительных элементов 7, которые препятствуют дальнейщему поперечному растеканию стокломассы и, контактируя своей зубчатой поверхностью с ее бортовымн участками, перемещают стекломассу в направлении выработки на определенный отрезок пути, равный двойному
эксцентриситету кривошипа 9. со средней скоростью, близкой к скорости выработки леиты стекла. Затем бортовые ограничительные элементы 7 при помощи кривощинов 9, дисков 19 с кулачковыми пазами 18, рычагов 14 и стержней 12 отводят от бортовых участков ленты, возвращают в исходное положение, подводят к бортам ленты стекла и т. д., затем процесс повторяют.
Далее стекла ленту 29 при помощи холодильников 28 охлаждают п удаляют из сапны расплава в печь отжига.
Использование изобретения устраияет трение бортовых участков ленты стекла в процессе формования о бортовые ограничительные элементы во время их возврата в исходное положение, а при перемещении бортовых ограничительных элементов в направлении выработки позволяет ограничивать поперечное растекание ленты и одновременное перемещёиие се в условиях усредненных скоростей по всей ширине ленты, что приводит к улучщению качества стекла за счет уменьшения разнотолщинкостн.
Формула изобретен и я
1.Способ изготовления листового толстого стекла из стекломассы путем формоваппя ее на поверхности расплавленного металла при ограиичении иоперечного растекания в зоне формования при помощи бортовых ограничительных элементов с последующей стабилизацией формы за счет охлаждения, отличающийся тем, что, с целью повышения качества стекла, бортовые ограничительные элементы периоднческ 1 вводят в контакт с краями ленты, перемещают в направлении выработки, затем выводят нз контакта с лентой и возвращают в исходное положение.
2.Ванна к установке для осуществления способа по п. 1, содержащая установленные в высокотемпературной зоне друг против друга вдоль стен ванны ограничительиые бортовые элементы, о т л и ч а ющаяся тем, что она снабжена крнвошипно-щатунным механизмом перемещения бортовых элементов.
3.Ванна но п. 2, отличающаяся тем, что, с целью обеспечения поддерживания ограничительных элементов на заданном уровне, она снабжена опорами нз несмачиваемого стеклом огнеупора, установленными с помощью кронштейна в расплавленном металле под ограничительными элементами.
Источники информации, принятые во внимание нри экспертизе:
1.Авторское свидетельство СССР .YO 313784, кл. С 03 В 18/02, 1970.
2.Натент Великобритании № 1241873,. кл. С 1 М, опубл. 1971.
pi Ч 4 rvz;:--r::pte
i-Joo -
гд 5
фиг 1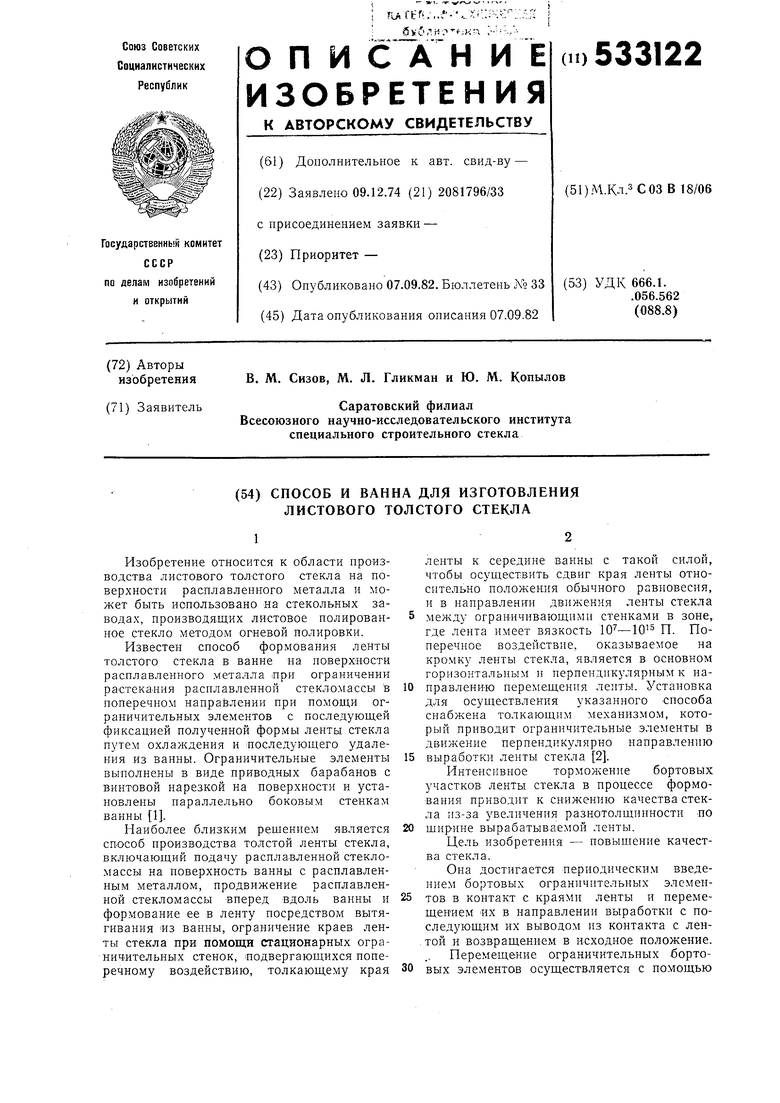
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства листового полированного стекла | 1977 |
|
SU668239A1 |
| Устройство для производства листового стекла | 1976 |
|
SU695974A1 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
| Ванна к установке для изготовления листового стекла | 1974 |
|
SU511299A2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| Ванна к установке для изготовления листового стекла | 1971 |
|
SU367685A1 |
| Ванна к установке для изготовления листового стекла | 1972 |
|
SU440348A1 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |