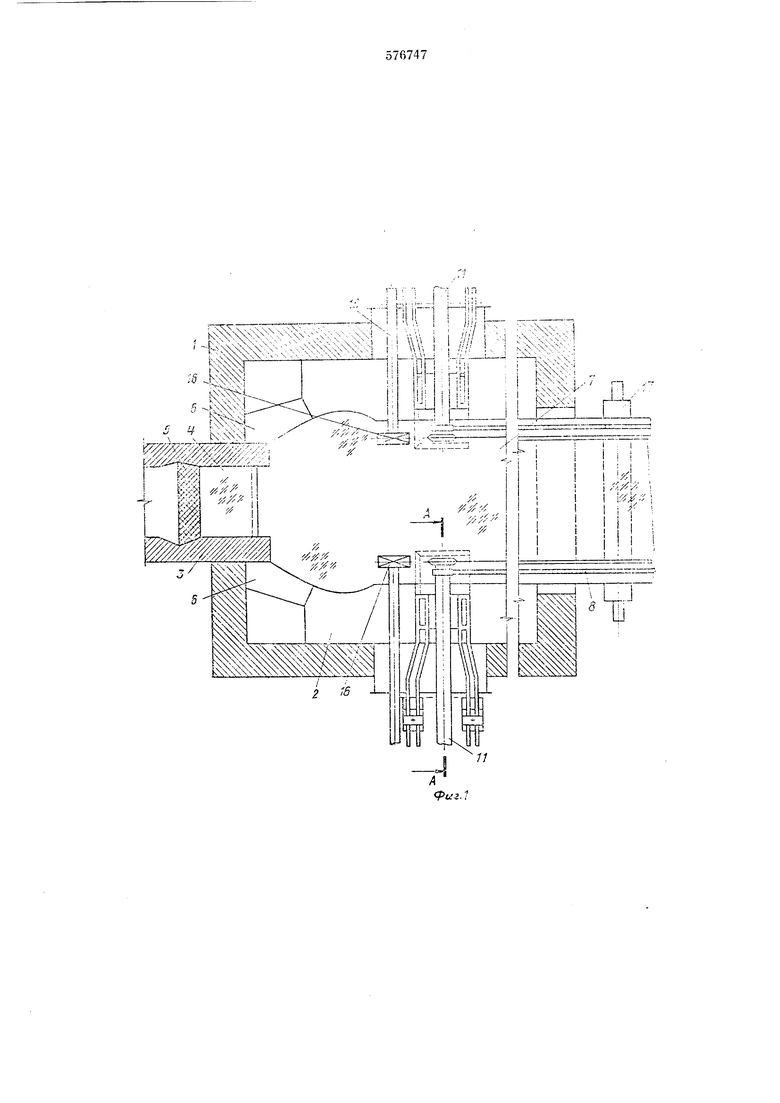
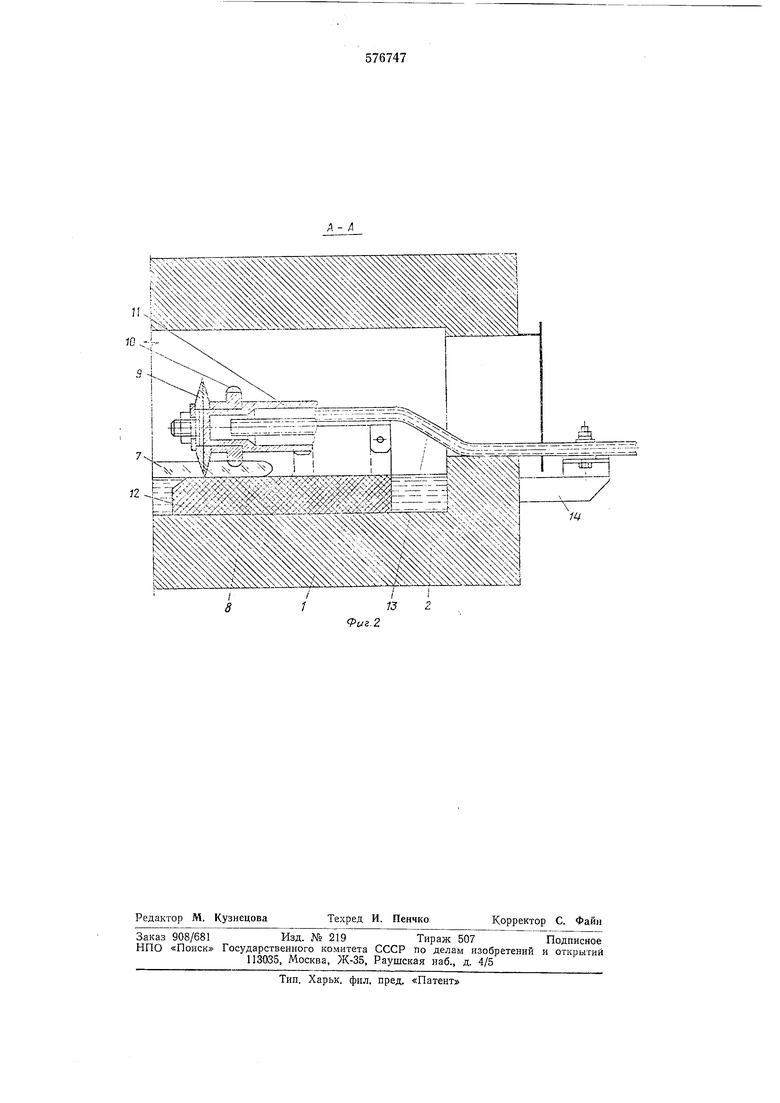
новлеиы опорные плиты 12, вылолнеиные из огнеупорного несмачиваемого стеклом материала, например графита, которые при помощи водоохлаждаемых держателей 13 заюренлены на кронштейнах 14. Над линией реза бортов ленты перед ,и за режущими дисками 9 на кронштейнах 15 установлены нагреватели 16.
Устройство работает следующим о:бра30 М.
В 1ван1ну 1 с раанла1вленным металлом 2 из стекловаренной печи по лотку 3 расплавленную стекломассу 4 1г;о1дают на поверхность металла 2, где огна, растекаясь равномерным слоем между ограничителями 6, формуется в ленту стекла 7. Перемещаясь вдоль ванны 1 под воздействием тянущего усилия валов 17 рольганга печи отжига, лента своими бортами 8 проходит пал местными нагревателя1ми 16 дополнительно нагревая линию реза, наползает на опорные 1ПЛ1ИТЫ 12 иод попутно вращаюпдиеся режущие диски 9 и |бортоБЫе зубчатые транспортирующие рол.ики 10. Окружную скорость режущих дисков обеспечивают предпочт1ительно равной скорости перемещения ленты в зоне обрезки бортов, а внедрение режущих дисков 9 в толщу плас-цичной ленты стекла производят плавно при помощи винтового механизма до касания поверхности опорных плит 12 - момента отделения бортов в от основной ленты стекла 7.
После отрезки под воздействием те,мпературы ванны и дополнительных нагревателей кро(мк1и отрезанной ленты стекла оплавляются, затем ленту стекла охлаждают и удаляют из ванны. Также удаляют и отрезанные борта. Перед входам в печь отжига отрезанные борта ленты дробят и
используют повторно в щихту, а лента стекла заданной Щир.-ины с оплавленными кромками поступает в лечь отжига и далее на поперечный раскрой в холодном состоянии.
Ориентировочный расчет экономической эф4)ективности от использования данного технического решения на действующих линиях двухстадийного формования показал,
что годовой эффект на одной такой линии составляет около 130 тыс. руб,
Формула изобретения
1. Устройство для производства листового стекла, содержащее сливной лоток, ванну с расплавом металла и бортовые захваты в виде зубчатых роликов, установленных на горизонтальной оси, отличающееся тем, что, с целью отделения бортовых участков от ленты и одновременного оплавления ее F poMOK, оно снабжено режуп;ими дисками установленными на одной оси с зубчатыми роликами, и
опорными плитами, размещенными на дне ванны с расплавом (металла под режущими дисками.
2. Устройство ло ,п. 1, от л и ч а ю щ е ес я тем, что ванна с расплавом меггалла
снабжена дополнительными нагревателями, установленными перед режущими дисками.
Источники (Информации, принятые во внимание при экспертизе;
1.Авторское свидетельство СССР № ,299470, кл. С 03 В 18/02, 1966.
2.Авторское свидетельство СССР № 440348, кл. С 03 В 18/02, 1972. .даI r ЦШ ШП 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства листового стекла | 1977 |
|
SU726808A2 |
| Способ и ванна для изготовления листового толстого стекла | 1974 |
|
SU533122A1 |
| Устройство для производства листового стекла | 1976 |
|
SU695974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| Устройство для производства листового полированного стекла | 1981 |
|
SU952779A1 |
| Устройство для утонения ленты стекла | 1986 |
|
SU1449548A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2008 |
|
RU2375178C1 |