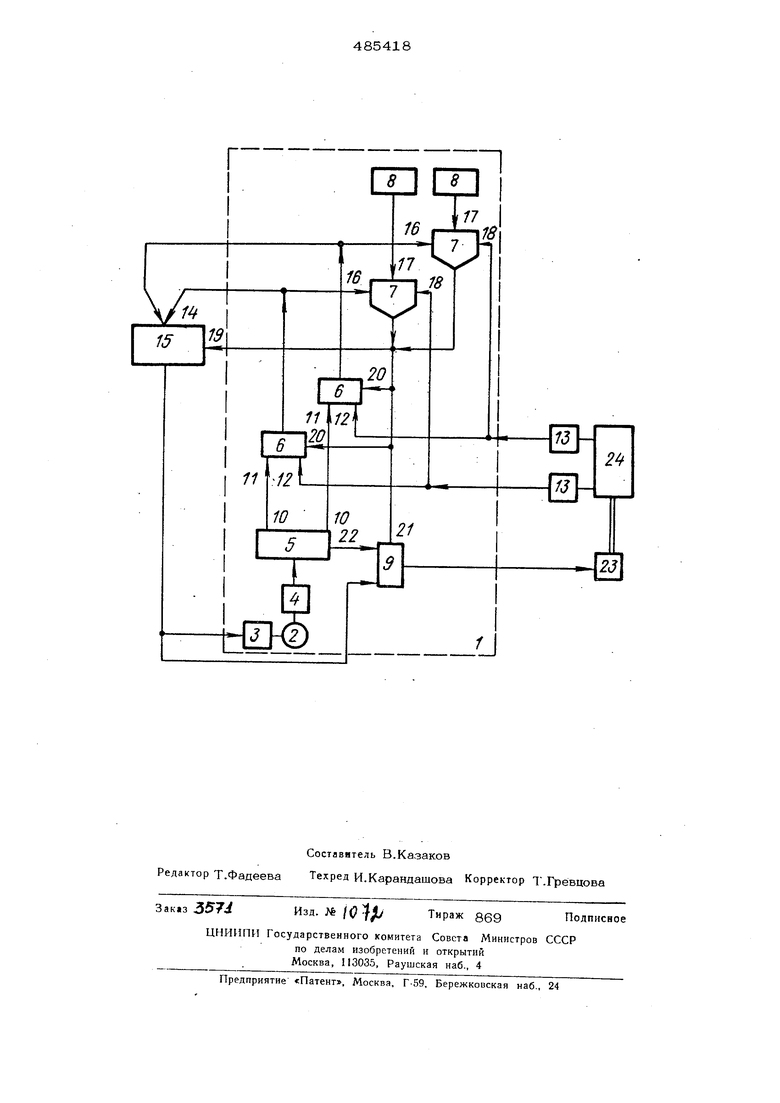
17 задатчиков, вторые входы 18 блоков сравнения, вход 19 ЭВМ, управляющие :входы 20 блоков памяти, управляющий вход 21 усилителя, выход 22 преобразова теля, привод 23 станка и станок 24, Устройство работает следующим образо Автономный пульт программного управления имеет два режима работы: обработка изделия на стенке при управлении от ЭВМ с параллельной записью программы обработки на программоноситель; обработка из делия на cTaiiKe по программе, считываемой головкой с программоносителя. При первом режиме работы сигналы с выхода ЭВМ, определяющие перемещения рабочих органов станка и расчетные значения конт ролируемых параметров режима резания, поступают на вход записывающей головки и через усилитель 9 на вход привода 23 станка. При этом сигналы записываются на блок программоносителя 2, считываютс головкой 4 и через преобразователь 5 по- ступают в блоки памяти 6, Кроме того, сигналы с выхода ЭВМ отрабатываются приводом станка, сигналы датчиков 13 которого поступают на входы 18 блоков сравнения, на входы 16 которы поступают , сигналы из блоков памяти 6. Как тошэко рассогласование сигналов на входах 16 и 18 одного из блоковсравнен достигнет значения сигнала на его входе 17, на выходе блока сравнения формирует ся сигнал, поступающий на вход 19 внешнего прерывания ЭВМ и на управляющие входы 2О блоков памяти, по которому блоки памяти записывают сигналь, поступившие с выходов датчиков 13, а ЭВЛ сштывает сигналы блоков памяти, поступившие на ее вход 14, в соответствии с которыми ЭВМ корректирует программу обработки изделия. При втором режиме работы автономног пу;шта программного управления сигналы, определяющие программу обработки издели и величины контролируемых параметров режима . резания, считываются с блока программоносителя 2 считьгоающей головкой 4, с выхода которой сигналы поступают на вход усилителя 9 через преобразов тель 5 и на входы 16 блоков сравнения через блоки памяти 6. Причем на вход привода станка поступают с выхода 22 преобразователя через усилитель 9 сигна. лы, определяющие программу обработки изделия, а на входы 16 устройства сравнения поступают сигналы, определяющие велитны контролируемых параметров реж ма резания. Как только рассогласование 18 сигналов на входах 16 и 18 одного из i блоков сравнения 7 достигает значения сигнала на его входе 17, блок сравнения формирует сигнал, поступающий на вход внещнего прерьшания ЭВМ, на входы 20 блоков памяти и на управляющий вход 21 .усилителя 9. По этому сигналу в блоки памяти записываются сигналы с выходов датчиков 13, а ЭВМ обращается к программе, формирующей программу обработки, считывает сигналы блоков памяти, поступившие на ее вход 14, и корректирует в соответствии с их значениями программу обработки, сигналы которой посгупают с выхода ЭВМ на вход усилителя 9 и на вход записывающей головки, которая запи- | сьшает их на блок программоносителя 2. Сигнал с выхода блока сравнения, поступивший на вход 21 усилителя, переключает его работу на передачу сигналов с выхода ЭВМ на вход привода станка, обработка изделия продолжается по сигналам, считьь- ваемым с блока программоносителя 2. Пре-дмет изобретения Устройство для группового программного управления металлорежущими станками, содержащее автономный пульт программного управления, включающий блок программоносителя с записывающей и считывающей головками, выход которого подключен к приводу станка, а вход - к выходу ЭВМ, отли чающееся тем, что, с целью расширения области применения устройства и повышения тошости его работы, в нем установлены датчики параметров режимов резания, а автономный пульт программного управления содержит два блока сравнения, два блока памяти, два задатчика предельных рассогласований, преобразователь и усилитель, причем выход считывающей головки через преобразователь соединен с первыми входами двух блоков памяти, вторые входы которых связаны с I выходами датчиков параметров режимов резания, выходы блоков памяти подключены ко входу ЭВМ и к первым входам блоков сравнения, вторые входы которых связаны с задатчиками предельных рассогласований, а третьи - с В1,гходами датчиков параметров режимов резания, выходы первого и второго блоков сравне11ия объединены и подключены к соответствующим входам ЭВМ, блоков памяти и усилителя, другие входы которого соединены с преобразователем и выходом ЭВМ, а выход - с приводом станкр.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальное устройство для программного управления | 1978 |
|
SU750438A1 |
| Самонастраивающаяся система программного управления станком | 1987 |
|
SU1464141A2 |
| Фазовая система программного управления | 1980 |
|
SU920639A2 |
| Система автоматического регулирования | 1983 |
|
SU1083158A1 |
| СИСТЕМА ЦИФРИРОВАНИЯ ПАРАМЕТРОВ РЕЗАНИЯ | 1971 |
|
SU296081A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для адаптивного програм-МНОгО упРАВлЕНия CTAHKOM | 1979 |
|
SU817667A1 |
| ЦИФРОВАЯ ПНЕВМОГИДРАВЛИЧЕСКА: ПРОГРАММНО-СЛЕДЯЩАЯ СИСТЕМА | 1971 |
|
SU428359A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2085755C1 |