(54) ФАЗОВАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Устройство для программного управления | 1979 |
|
SU911470A1 |
| Фазовая система программногоупРАВлЕНия | 1978 |
|
SU813366A1 |
| Фазовая следящая система с комбинированным управлением | 1978 |
|
SU746423A1 |
| Волнопродуктор щитового типа | 1978 |
|
SU735704A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРИВОДАМИ ПОДАЧ ДВУХ ИСПОЛНИТЕЛЬНЫХ ОРГАНОВ РАВНОЗНАЧНЫХ ВЕДУЩИХ КООРДИНАТ ЗУБОДОЛБЕЖНОГО СТАНКА | 1991 |
|
RU2025257C1 |
| Автоматический регулятор | 1989 |
|
SU1786467A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГАЗОТУРБИННЫМ ДВИГАТЕЛЕМ | 2009 |
|
RU2395704C1 |
| Устройство для двухкоординатного позиционирования | 1982 |
|
SU1070512A1 |
Изобретение относится к автоматике.
По основному авт.св. W 643839 известна фазовая система программного управления, содержащая последовательно соединенные устройство ввода программы, основной фазовый дискриминатор, сумматор, привод, вращающийся трансформатор, другие входы которого через фазорасщепитель подключены к выходу генератора напряжения, дополнительный фазовый дискриминатор, первый вход которогЬ соединен с выходом вращающегося трансформатора , второй вход - с выходом генералора напряжения, а выход - с другим входом сумматора 1 .
Однако это устройство характеризуется недостаточной точностью, обусловленной ошибкой привода при отработке программы, а также статическим характером изменения величины регулируемого параметра в процессе работы (например,упругих деформаций), и низкой производительностью, обусловленной невозможностью оптимизации режима работы уст роист ва.
Целью изобретения является повышение точности фазовой системы программного управления.
Цель достигается тем, что в устройство введены задатчик скорости, задатчик параметра, функциональный преобразователь, суммирующий усилитель и последовательно соединенные датчик параметра, дополнительный сумматор и усилитель ограничитель выходом соединенный с входом привода лентопротяжного механизма, а вторым входом - с выходом задатчика скорости, а выход задатчика параметра подключен ко второмувходу дополнительного сумматора, первый вход которого подключен к входу функционального преобразователя, выход которого соединен с третьим входом основного сумматора, а выход основного сумматора соединен с первым входом суммирующего усилителя, второй вход которого подключен к выходу дополнительного фазового дискриминатора, а выход суммирующего усилителя соединен со вторым входом основного сумматора.
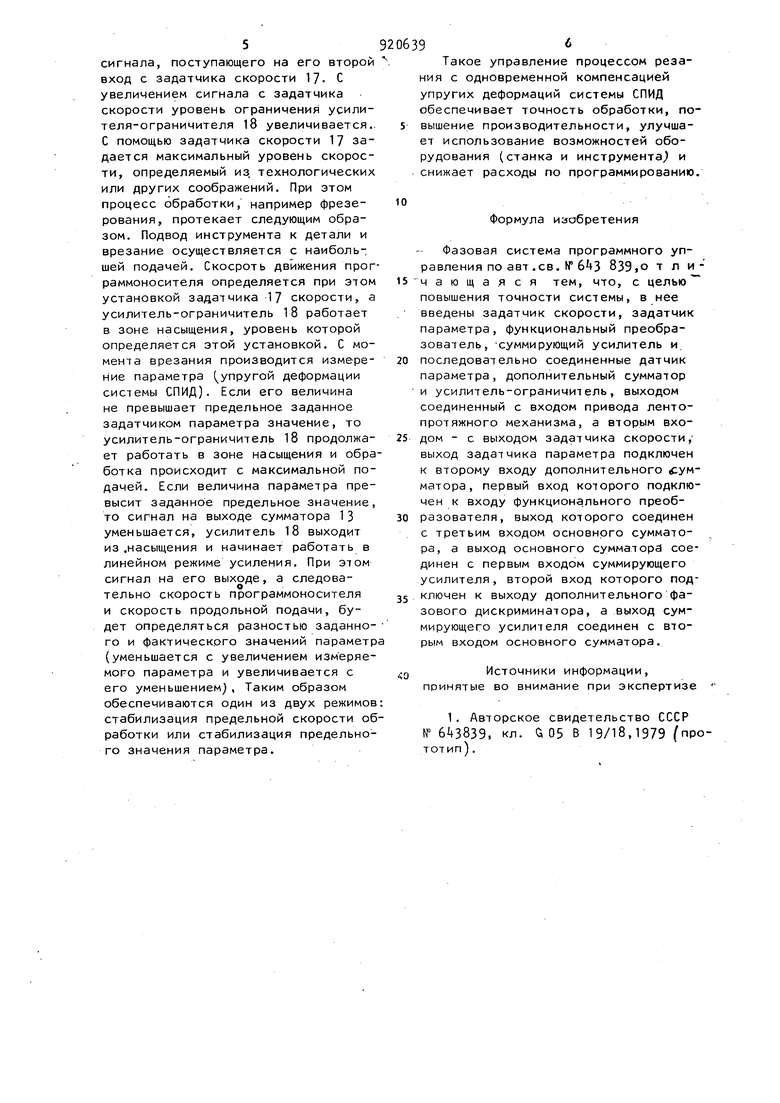
На чертеже представлена структурная схема устройства .
Фазовая система программного управления содержит блок 1 ввода программы, блок 2 воспроизведения и усиления синусоидального рабочего сигнала, блок 3 воспроизведения и усиления опорного сигнала, блок привода лентопротяжного механизма, .основной сумматор 5, привод 6 станка, вращающийся трансформатор 7, дополнительный фазовый дискриминатор 8,фазорасщепитель 9,генератор 10 напряжения, основной фазовый дискриминатор 11, суммирующий усилитель 12 дополнительный сумматор 13, датчик 14 параметра, задатчик 15 параметра функциональный преобразователь 1б, задатчик 17 скорости, усилитель-ограничитель 18.
Фазовая система программного управления работает следующим образом
В режиме воспроизведения записанные на магнитной ленте сигналы, воспроизводятся и усиливаются блоками воспроизведения и усиления 2 и 3 и сравниваются по фазе в основном фазовом дискриминаторе 11, который формирует на выходе сигнал постоянного тока, пропорциональный фазовому сдвигу между опорным и рабочим сигналами. Величина фазового рассогласования в данном случае будет пропорциональна заданному углу поворот вала привода 6 станка. Угол поворота привода 6 контролируется вращающимся трансформатором 7, работающим в режиме фазовращателя. При этом фаза выходного напряжения трансформатора 7 по отношению к напряжению питания, поступающего от генераюра 10 и выполняющего роль опорного напрямсения, будет пропорциональна углу поворота вала привода. Синусоидальные сигналы с частотой и р сравниваются по фазе а дополнительном фазовом дискриминаторе 8, с выхода которого напряженибр пропорциональное действительному углу поворота вала привода 6 сравнивается в суммирующем усилителе 12 с сигналом, снимаемым с выхода основного
сумматора 5,и результирующий сигнал суммируется в основном сумматоре 5 с совпадающим по фазе сигналом, поступающим с выхода основного фазового дискриминатора 11. Таким образом через суммирующий усилитель 12 осуществляется обратная связь по раз ности сигналов на входе системы регулирования и от датчика обратной связи (дополнительный фазовый дискриминатор 8), выходной координаты привода 6, Повышение точности и производительности фазовой системы прораммного управления, например при фрезеровании, достигается также путем оптимизации режима резания и компенсаций упругих деформаций системы СПИД (с7анок-приспособление-инструмент-деталь) . Для этого используется информация о каком-либо параметре, характеризующем режим резания, например величине упругих деформаций системы СПИД. Измерение осуществляется датчиком параметра 1. Сигнал с датчика параметра k через функциональный преобразователь 16, обеспечивающий требуемое усиление и преобразование сигнала, подается на основной сумматор 5 в фазе с сигналом программы (с выхода фазового дискриминатора 11). При этом режущий инструмент смещается по отношению к обрабатываемой детали на величину, равную упругим деформациям системы СПИД и направленную в противоположную сторону, В резуль7ате такого регулирования размер детали получается равный заданному рабочему настроечному размеру, который устанавливается перед началом обработки без учета упругих деформаций. Кроме компенсации упругих деформаций системы СПИД предлагаемое устройство обеспечивает автоматическое регулирование заданного параметра или заданной скорости обработки. Для этого сигнал с датчика параметра сравнивают в дополнительном сумматоре 13 с сигналом, пропорциональным предельному значению параметра, устанавливаемому задатчиком параметра 15 из условия прочности кинематической 14епи или других соображений. Разность этих сигналов усиливают в усилителе 18 с регулируемым уровнем ограничения и подают на вход привода лентопротяжного механизма. Уровень ограничения усилителя-ограничителя 18 определяется величиной сигнала, поступающего на его второй вход с задатчика скорости 17- С увеличением сигнала с задатчика скорости уровень ограничения усилителя-ограничителя 18 увеличивается, С помощью задатчика скорости 17 задается максимальный уровень скорости, определяемый из. технологических или других соображений. При этом процесс обработки, например фрезерования, протекает следующим образом. Подвод инструмента к детали и врезание осуществляется с наибольшей подачей. Скосроть движения прог раммоносителя определяется при этом установкой задатчика 17 скорости, а усилитель-ограничитель 18 работает в зоне насыщения, уровень которой определяется этой установкой. С момента врезания производится измерение параметра (упругой деформации системы СПИД). Если его величина не превышает предельное заданное задатчиком параметра значение, то усилитель-ограничитель 18 продолжает работать в зоне насыщения и обра ботка происходит с максимальной подачей. Если величина параметра превысит заданное предельное значение, то сигнал на выходе сумматора 13 уменьшается, усилитель 18 выходит из .насыщения и начинает работать в линейном режиме усиления. При этом сигнал на его выходе, а следовательно скорость программоносителя и скорость продольной подачи, будет определяться разностью заданного и фактического значений параметр (уменьшается с увеличением измеряемого параметра и увеличивается с его уменьшением), Таким образом обеспечиваются один из двух режимов стабилизация предельной скорости об работки или стабилизация предельного значения параметра. Такое управление процессом резания с одновременной компенсацией упругих деформаций системы СПИД обеспечивает точность обработки, повышение производительности, улучшает использование возможностей оборудования (станка и инструмента и снижает расходы по программированию. Формула изобретения Фазовая система программного управления по авт. св. № 839iO т л ичающаяся тем, что, с целью повышения точности системы, в нее введены задатчик скорости, задатчик параметра, функциональный преобразователь, -суммирующий усилитель и. последовательно соединенные датчик параметра , дополнительный сумматор и усилитель-ограничитель, выходом соединенный с входом привода лентопротяжного механизма, а вторым входом - с выходом задатчика скорости ,выход задатчика параметра подключен к второму входу дополнительного сумматора , первый вход которого подключен к входу функционального преобразователя, выход которого соединен с третьим входом основного сумматора, а выход основного сумматора соединен с первым входом суммирующего усилителя, второй вход которого подключен к выходу дополнительногофазового дискриминатора, а выход суммирующего усилителя соединен с вторым входом основного сумматора. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. Ci 05 В 19/18,1979 (прототип).
