1
Изобретение относится к области проектирования прокатных валков и может быть применено в конструкциях клетей кварто для прокатки в горячем состоянии штрипсов с профилированной поверхностью.
Известны валки, в которых посадка рабочих бандажей на ось производится с зазором, который сохраняется в процессе эксплуатации валка. Фиксация рабочих бандажей осуществляется с помощью шпоночного и резьбового соединений. Шпоночное соединение выполнено в виде призматической шпонки, размещенной в шпоночных пазах оси и рабочего бандажа. Осевое смещение бандажей вдоль оси предотвращается буртом и резьбовой гайкой. Наличие зазора в процессе эксплуатации валка для случая накатки рифлей в горячем состоянии приводит к овализации теплового профиля валка, следствием чего становится ухудшение качества готового проката.
Цель изобретения - повышение технологичности и надежности валка в работе.
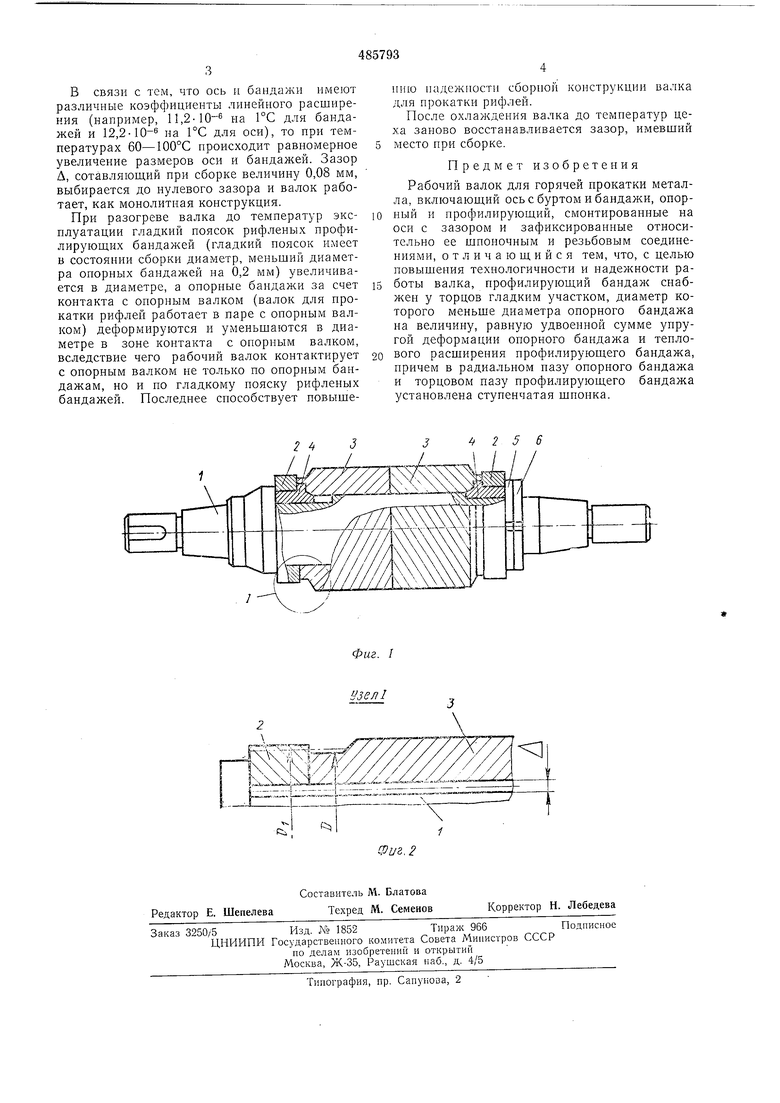
Это достигается тем, что в предлагаемом валке профилирующий бандаж у торцов снабжен гладким участком, диаметр -которого меньше диаметра опорного бандажа на величину, равную удвоенной сумме (по абсолютной величине) упругой деформации опорного бандажа и теплового расширения профилирующего бандажа, а в радиальном пазу опорного бандажа и торцовом пазу профилирующего бандажа установлена ступенчатая шпонка.
На фиг. 1 изображен описываемый сборный валок в разрезе, общий вид; на фиг. 2-узел I на фиг. 1.
Рабочий валок для прокатки рифлей включает в себя ось 1, на которой смонтированы
опорные бандажи 2 и профилирующие бандажи 3. В радиальных пазах опорных бандажей и торцовых пазах профилирующих бандажей размещены ступенчатые щпонки 4. На оси со стороны, противоположной бурту, навинчены
гайка 5 (правая резьба) и контргайка 6 (левая резьба).
В процессе эксплуатации сборного валка для накатки рифлей в начальный момент производят прокатку с пониженным темпом (заниженной скоростью прокатки), достигая этим длительного контакта валка с горячим металлом, в результате чего происходит разогрев бандажей 2 и 3, а также поверхностных слоев оси. При толщине бандажей 2 и 3,
равной 0,17-0,19 от их диаметров (при диаметрах 268-273 мм толщина составляет 40- 50 мм) температура внутренних слоев бандажей и наружных слоев оси лежит в пределах 60-100°С (при температурах в очаге деформации 400-500°С).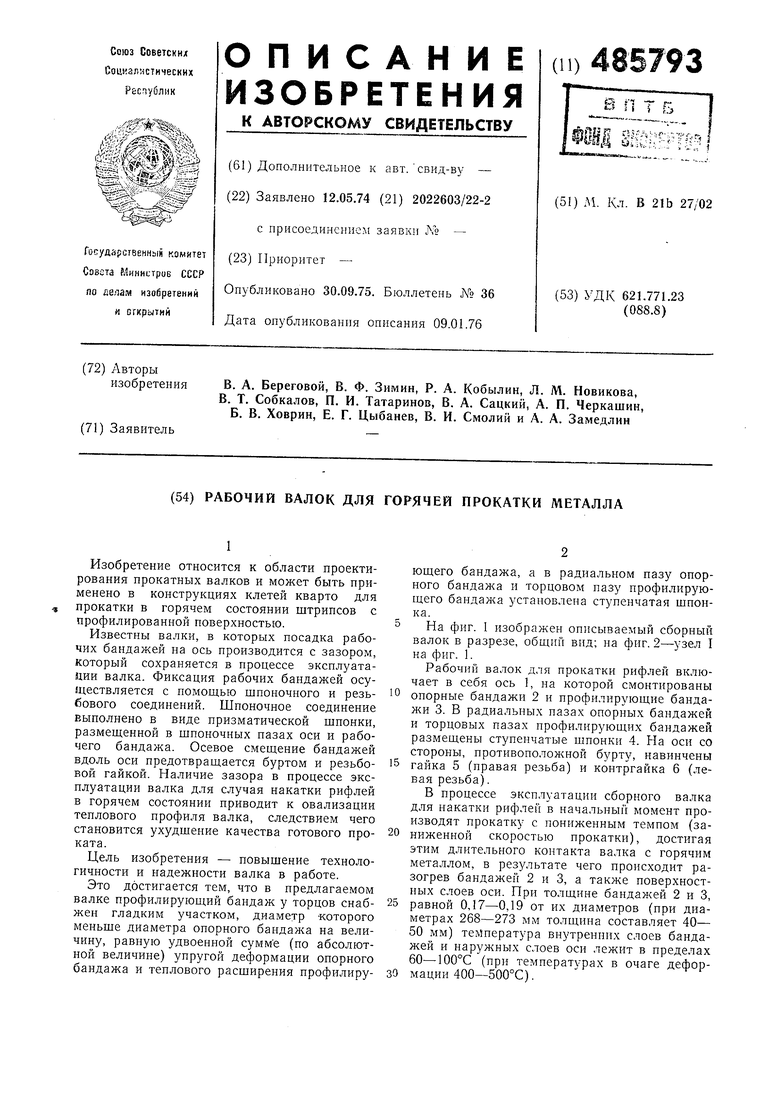
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2308332C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ БАНДАЖИРОВАННЫХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2356664C1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
