1
Изобретение относится к области станкостроения и найдет применение в зубообрабатывающих станках.
Известен способ зубошлифования цилиндрических колес при обкатке заготовки по неподвижной производящей рейке торцовой поверхностью двух плоских шлифовальных кругов, при котором делительный поворот изделия производят после каждого цикла обката, а периодическую осевую подачу инструмента - после окончания прохода по всем зубьям.
Недостатком этого способа являются большие потери времени на холостой ход и снижение в результате этого производительности зубошлифования.
Цель изобретения - сократить потери времени на холостой ход и повысить производительность обработки.
Она достигается тем, что обработку каждой пары зубьев осуществляют при подаче инструмента в направлении его оси до заданного положения, причем величину осевой подачи щлифовальных кругов регулируют автоматически.
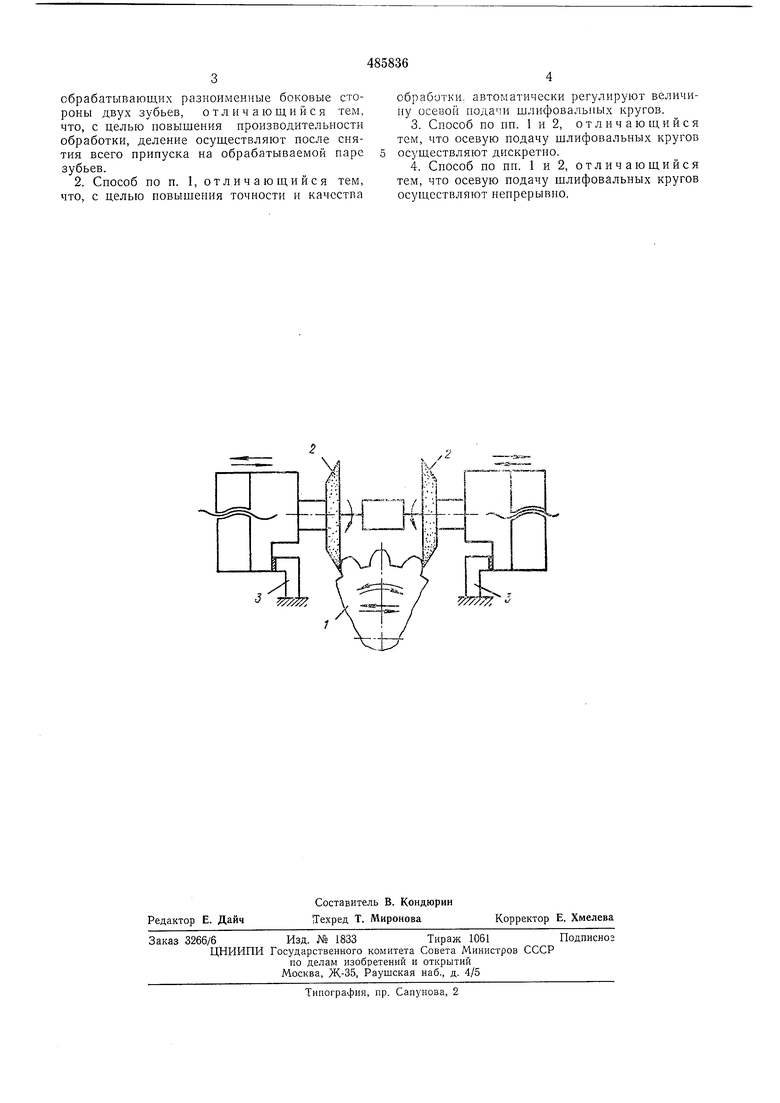
На чертеже показана схема расположения инструмента и заготовки при новом способе зубошлифования.
Заготовке 1 сообщают движение обката, состоящее из возвратно-поступательного движения в направлении, перпендикулярном ее
оси, и качания на угол обката вокруг этой оси. Шлифовальные круги 2, работающие торцовой поверхностью, устанавливают параллельно друг другу и подают на врезание в направлении их осей до заданного конечного положения, определяемого упорами 3. Указанную подачу врезания осуществляют непрерывно или дискретно при каждом единичном цикле обката, включающем в себя одно двойное качание заготовки 1 вокруг своей оси. Глубину резания на каждый двойной ход обката регулируют автоматически путем изменения величины осевой подачи в зависимости от температуры, мощности или силы резания.
После достижения шлифовальными кругами конечного положения их выводят из впадин заготовки, возвращают в исходное положение, а заготовку поворачивают на угловой шаг, после чего повторяют указанный цикл врезания для следующей пары зубьев.
Компенсацию износа шлифовальных кругов и их правку производят автоматически, известным способом.
Предмет изобретения
1. Способ зубошлифования цилиндрических колес с периодическим делением при обкатке заготовки по неподвижной производяшей рейке торцовой поверхностью двух шлифовальных кругов, подаваемых вдоль своих осей и
обрабатывающих разноименные боковые стороны двух зубьев, отличающийея тем, что, с целью повышения производительности обработки, деление осуществляют после снятия всего припуска на обрабатываемой паре зубьев.
2. Способ по п. 1, отличающийся тем, что, с целью повыщеиия точности и качества
обработки, автоматически регулируют величину осевой подачи шлифовальных кругов.
3.Способ по пп. 1и2, отличающийся тем, что осевую подачу шлифовальных кругов осуществляют дискретно.
4.Способ по ЦП. 1 и 2, отличающийся тем, что осевую цодачу щлифовальных кругов осуществляют непрерывно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Способ шлифования зубчатыхКОлЕС | 1979 |
|
SU810407A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Способ шлифования зубчатых колес с круговыми зубьями | 1984 |
|
SU1247202A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
