Изобретение относится к трубопрокатному производству и касается конструкции машин для окраски труб.
Для предохранения труб от коррозии на время транспортировки и хранения их окрапишают быстросохнущими лаками и красками на битумной основе. Краску на поверхность труб наносят при помощи окрасочных мащин методом полива или обрызгивания.
Р1звестна машина для окраски поверхности труб, содержащая окрасочную камеру проходного типа с размеш,енным в иен барабаиом с устройством для растирания краски по поверхности трубы, привод барабана и форсунки, расположенные в краскосборниках окрасочной камеры у торцов барабана.
В известной машине окрасочная камера установлена неподвижно, а трубы продвигаются транспортным рольгангом (в направлении оси вращения барабана) через окрасочную камеру, при этом на поверхность трубы наносится краска (методом иолива или обрызгивания) и растирается щетками при вращенни барабана. Окрашенная труба выводится из окрасочной машины рольгангом и далее траисиортируется к сушильным устройствам.
Известная машина не может обеспечить бездефектную окраску труб вследствие контакта окрашенной поверхности трубы с роликами рольгаига на выходе из окрасочной камеры и, в дальнейшем - с поддерживающими устройствами в сушильных установках неизбежно образование дефектов на окрашенной поверхности: качество нокрытия не удо1метворяет требованиям технических условий на покрытия. Предварительный подогрев труб перед окраской также не позволяет избежать дефекта, так как окрашенная поверхность непосредственно по выходе из окрасочной камеры не успевает высохнуть.
Отмеченный недостаток известной машины обусловлен ее конструкцией, позволяющей производить перемещение трубы через окрасочную камеру во время окраски только в направлении оси трубы (оси вращения барабана) с номощыо поддерживающих устройств контактирующих с наружной иоБерхностыо трубы. Другие способы транспортировки труб через окрасочную камеру, при которых отсутствовал бы контакт окрашенной поверхности с поддерживающими устройствами, нанример транспортировка труб, навещенных на стержни конвейера, при поперечном (к оси барабана) щаговом перемен;ении конвейера, известная мащнна исключает.
Цель изобрете11ия - бездефектная окраска труб, а также упрощение управлен1ш машиной и обслуживания ее. Поставленная цель, согласно изобретению, достигается тем, что машина снабжена верхней и иижней несущи3
ми те.чсжка.ми с до.мкратагли, а камора li парабаи i3biiio;iiiei bi разъемными и сиабжси:) замками. Кроме того, на нижней тележке смонтироЕаи привод ее иеремешення и ирг;вол вращения барабана, верхияя тележка С11абл ена фиксатором.
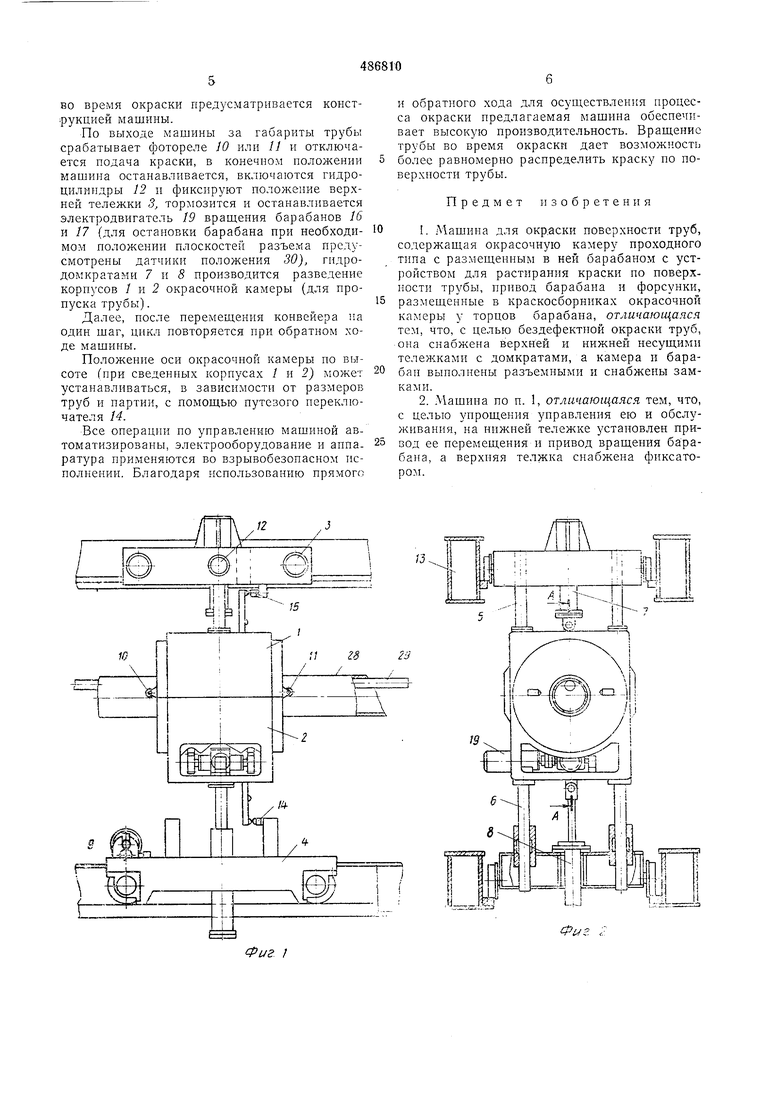
На фиг. 1 изображена иредлагаемая мпшина для окра.оки новерхиоетн труб, пид иа фиг. 2 - нид еперсди; па фиг. сечеиия но А- Л иа фиг. 2; на фиг. 1 - еечиипя ио Б-Б иа фиг. 3.
Маииша для окраеки поверхности труб содержит верхний / н нижний 2 кс рнусы, образующие в сйеденном еостояиии окраеочиую камеру, уетаиовдеигияе еоответствепно на верхней Л и ; и;кией 4 тележках. Bej xi-Hu и нижний корпусы OKpacoMiioA ка.меры соединены еоответствеиио с перхией i пьжией тележками ианравля1ои1ими коло1И1ами 5 и 6 и могут раздвигаться и сд:зи|-аться с иомонизк; гидродомкратов 7 и 8.
На тс.чеяске маиппчы устаиовл.ен приво.1, 9 для oceiioro (вдоль трубы) иеремещеиия машины. На окрасочной камере машины емоитироваиы фотореле 10 и //, служащие для вклгочеиия иодачи К раски ири сведении окрасочной камеры и отключения нодачи краски ири выходе машииы за ra6api ты трубы, работаюи1ие ноочеред1ю в зависимости от иаиравлеиия движения машииы.
Фиксация иоложения верхней тележки ири заторможеииой иижией те.пежке и раз1 едеиной ок)асочиой камере может осущест.71ятьс двумя гидроиилиндрами 12 мембрагигого тина, раеиираюидимн тележку между стенками направляющих металлокоиетрукиий 13.
Путевые переключатели 14. 15 иредназначеиы для остановки и фиксации кориуеогз / ; 2 окрасочиой камеры в крайних иоложеииях.
Внутри корпуса окрасочной камеры иоме. щеаы два разъемных барабаиа 16 и /7 с зуб. чатыми веицами, иа барабанах закреилены И1,етки 18 для растирания краски, положение щеток может регулироваться в радиальном иаиравлении в зависимости от диаметра труб в иартии. Вращеиие барабанов может ocynieСТЕЛИТЬСЯ в иротивоиоложиых направлениях от злектродвигателя 19 через конический редуктор 20 и цилиндрические шестерии 21. Барабаны 16, 17 удерживаютея от осевого сме щеиия торцовыми роликами 22, а осевое центрирование оеуществлеио с помощью роликовых оиор 23 и 2-1, устаиовленных (иод 30--45° к вертикальной плоскости) соотиет. ствепио в верхнем / и иижием 2 корпусах окрасочной камеры.
В целях плотного прижатия барабанов по плоскостям разъема, иредотвращаюш.его ироникновение краски через разъем ири епедсмной окрасочиой камере, и обеспечения нормальной работы зубчат лх заценлений, верхние роликовые опоры 2. подпружинены, в то время как нижние роликовые опоры 24 устаноЕлены жестко п обесисчпва от носто.чииое
4
положение оси врапдеипя барабаиов (воз.моячна и обратная устаиовка, когда 1од.пружинены опоры 24, а верхпие оиоры 23 уета 0злены жестко).
Пазы (замки) 25 предназначены для удержания ве)хпих чаетей барабанов 16 и 17 в положении, когда окраеочпая камера разведена.. Пазы 25 и зубчатые веины барабаргов 16, 17 вьиюлиеиы с различной ио длние периметра ширгнюй е таким расчетом, чтобы при совиадеипп (с допуском ) n.iocKOCTcfi разъема барабаиов 16 и 17 с плоскостью |)азъема окрасочной ка.меры обесиечивалос у;|сржаине верхних частей барабаиов в иронессе разведения окрасочиой камеры, а ири взаимно иериеидику;1ярном ноложении уцо.мяиутых нлоскоетей - легкая разборка (с; ятие верхнего корпуса / и извлечение барабаliOB 16 и 17 - иоследиее иеобходимо для иериодической промывки и./ги ремонта).
Подвод электропитаиия к маните может быть осуществлеи гибким кабелем, а жидкости к гидродомкратал и краски к: форсункам 26 и 27 - гибкими шлаигами, возможна также ycTajOBKa автоио.мных систе.м для подачи жидкоети и краски.
Машииа работает еледуюникм образом.
В исходном положении (после ОКОНЧЛПИЯ
окраски иредыдущей трубы) магии1 а находится в одном из крайних ноло керн1Й, окрасочная камера разведена, очередная труба 28. нодвешенная в гормзонта.чьном по.юженп (с помощью етержпя 29, нропуп1,еппого через трубу) па копвейере агрегата окраски и суш ки труб, выведена на ось мао1ииы.
Поеле оетановки конвейера г(1родомк{1атом 8 нроизводитея неремен,е;;ие инжиего корпуса 2, гидродомкратом 7 (с некоторой задержкой ио времени) производится оиускаипе верхпего корпуса окраесчиой камеры - окрасочная камера оказьп ается замкнутой и удерживаетея г, этом ноложеиьи под действием усн.чий раеио)Я между пееуи1.ими тележками 3 и 4 п окрасочиой камерой. Hpii этом конец 28 находится в передней (по ходу движегп я) части О1 раеочной камеры.
При све.аеиип окрасочпой срабатывает фотореле 10 или //, включаюн ее иодачу краеки (в переднюю по ходу двпжепия чаеть окрасочпой камеры) через фореунки 26 или 27, включается привод 9 осевого иеремещения машины и электродвигатель 19 вращения барабаиов 16 п 17: иачииаетея процесс окраски трубы.
Коиструкция машины нредусматривает возможноеть вранхепия трубы 28 во время окраски через стержепь 29 (со скоростью, меньпюй скорости враидеиия барабанов 16 и 17), такая возможность обеспечивается тем, что моменты тре}1ИЯ от щеток 18 iipn взаимно иротипоположиых иаправле::иях opanierniK барабанов 17 и 16 уравиозешиваются, а для вращения трубы 28 необходимо .пгшь иреодолеть момеит качения трубы 2S но стспжню 29. Удерж.апие прубы 28 от oecuoj-o с.мснюии во время окраски предусматривается коиструкцией машины. По выходе машины за габариты трубы срабатывает фотореле 10 или 11 и отключается подача краски, в конечном положении машина останавливается, включаются гидроцилиндры 12 и фиксируют положение верхней тележки 3, тормозится и останавливается электродвигатель 19 вращения барабанов 16 и 17 {для остановки барабана при необходимом положении плоскостей разъема нредусмотрены датчики положения 30), гидродомкратами 7 и 5 производится разведение корпусов 1 II 2 окрасочной камеры (для пропуска трубы). Далее, после перемеш,ения конвейера на один шаг, иикл повторяется ири обратном ходе машины. Положение оси окрасочной камеры но высоте (нри сведенных корпусах / и 2) может устанавливаться, в зависимости от размеров труб и партии, с помощью путевого переключателя 14. Все операции по управлению машиной автоматизированы, электрооборудование и аииаратура применяются во взрывобезопасном исполнении. Благодаря использованию прямого И обратного хода для осуществления процесса окраски предлагаемая машина обеспечивает высокую производительность. Вращение трубы во время окраски дает возможность более равномерно распределить краску по поверхности трубы. Предмет изобретения 1..Мащина для окр.аски поверхности труб, содерл ащая окрасочную камеру проходного тина с размещенным в ней барабаном с устройством для растирания краски по поверхности трубы, привод барабана и форсунки, размещенные в краскосборниках окрасочной у торцов барабана, отличающаяся тем, что, с целью бездефектной окраски труб, она снабжена верхней и нижней несущими тележками с домкратами, а камера и барабан вьшолнены разъемными и снабжены замками. 2.Машина по п. 1, отличающаяся тем, что, с целью упрощения управления ею и обслуживания, на нижней тележке установлен привод ее перемещения и привод вращения барабана, а верхняя телжка снабжена фиксатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для окраски и сушки труб | 1972 |
|
SU478754A1 |
| Устройство для окраски и сушки труб | 1973 |
|
SU650662A1 |
| Окрасочная камера | 1988 |
|
SU1636065A1 |
| Устройство для окраски поверхностей | 1977 |
|
SU630000A1 |
| Окрасочная камера | 1983 |
|
SU1106550A1 |
| Установка для окраски литейных форм | 1979 |
|
SU850274A1 |
| Установка для нанесения покрытия на наружные поверхности полых изделий | 1983 |
|
SU1123740A1 |
| Автоматическая установка для окраски профильного проката | 1973 |
|
SU487805A1 |
| Установка для очистки и окраски трубопроводов | 1973 |
|
SU557830A1 |
| Окрасочная камера | 1983 |
|
SU1077650A1 |

Фиг 2
