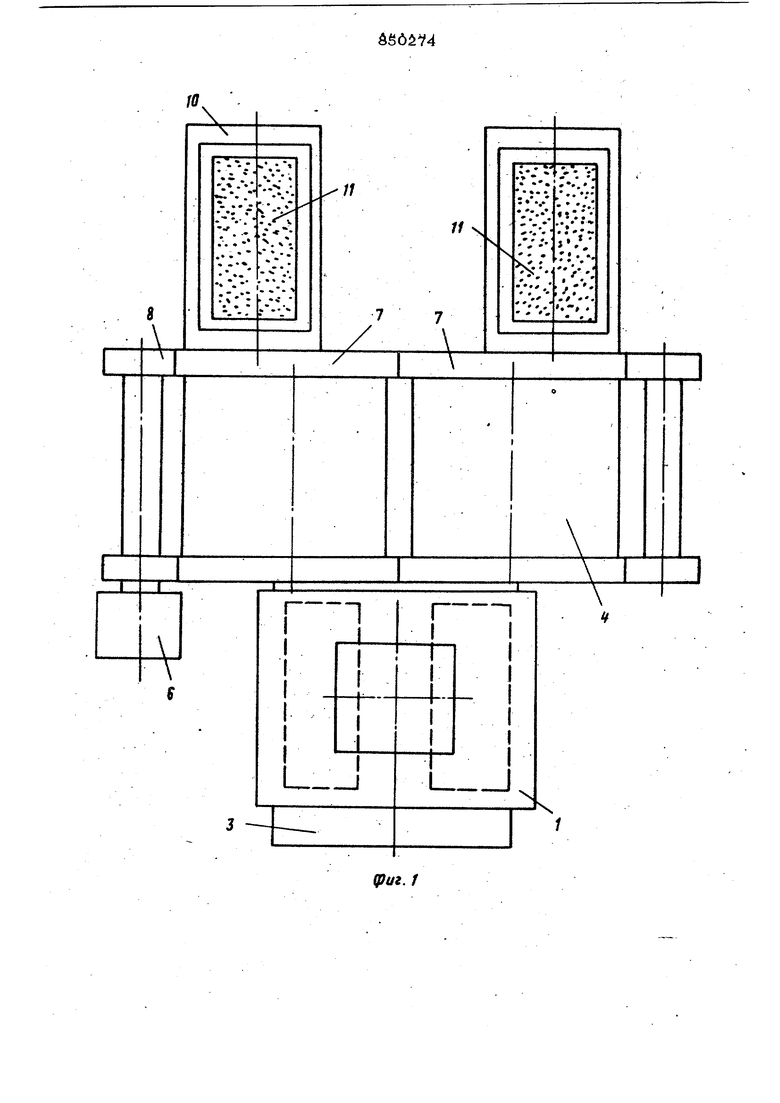
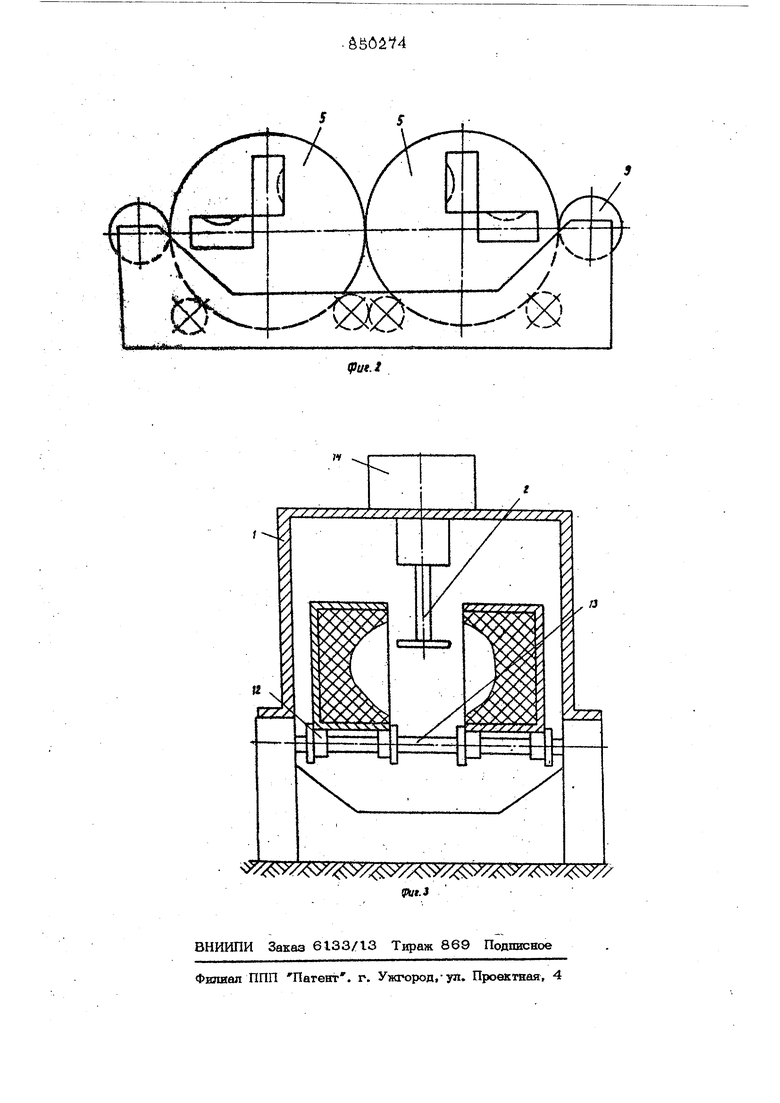
Изобретение относится к литейному гфоизводсгву, в частности к оборудованию для нанесення покрытий на литейные фор мы. Известны установки для окраски полуформ, в которых имеется .трайспортер с изделиями, проходящий через окрасочную камеру, и краскораспылитель, с помо щью которого пскрыгие наносят на обрабатываемые поверхности Однако на этйх установках применяют ручные краскораспылители, а покрытие наносяг на питейные полуформы на транспортере, который их передает в окрасочную камеру в один поток. При этом о абатываемая пов хность занимает горизонтальное положение. Известная также установка для окраски изделий типа литейных пояуф зм, которая включает камеру с расположеннидм в ней краскораспылителем и проходящий через нее транспортер. В известней установ ке окраска литейных полуформ ттроизводит- ся на конвейере, когда она остановлена с помощью механического упсра в окрасоч ной камере. После этого ручным jHCTonei том рабочий окрашивает формуемую част литейной попуформы и направляет ее на просушку . Недостаток известной установки состоит в том, что установка обладает ывзкой производительностью и не обеспечввает требуемое качество покрытия. Цель изобретения - повьпи сие производительности О1фаски изделий типа лвтейньк полуформ. Указанная цель достигается тем, что установка снабжена синхронизатором, выпошгенным в виде двух барабанов, взаимосвязанных между собой зубчатой передачей с приводом их поворота на 90 относительно продолыюй оси и снабженньк с одной стороны приемными загрузочными позицвями, выполненными в виде двух првводных рольгангов, а с другой - транспортером, выоолневным в виде рольганга с двумя парами направляющих роликов, установленных на приводных валах, а между парамв направляющих роликов расположен ДИСковьА краскораспылитель с приводом воаврагно-посгупательного перемещения В: В ГИКаЛЬНОЙ Ш1ОСКОСГИ Ва.фнг, 1 изображена усгановка вид в ппане; на фиг. 2 - синхронизагср} на фиг. 3 - литейные полуформы в окрасочнсЛ камере. Установка имеет камеру 1 с расположенным в ней краскораспылителем 2, а также транспортер 3, который проходит через камеру 1, Установка снабжена синхронизатором 4, который выполнен в внДе двух барабанов 5, взаимосвязанных ме ду собой зубчатой передачей б. В зубЧ аТую передачу 6 входят зубчатые колеса 7 и ведущая шестерня Ь, напротив которей имеются опорные шестерни 9. С одной стсроны синхронизатор 4 имеет прием ные загрузочные позиции Ю, представляющие собой приводные рольганги, на кото рые установлены литейные полуформы 11. С противоположной стороны синхронизатор имеет гранспсртер 3, выполненный в виде рольганга с двумя парами направляющих роликов 12, установленных на приводных валах 13. Транспортер 3 проходйт через камеру 1, в которой между парвмк направляющих роликов 12 рааположен дисковый краскораспылитель 2 с приВОДОМ 14 его возвратно-поступательного перемещения в вертикальной плоскости. Установка работает следующим образом. Попуформы 11 устанавливают на приемные загрузочные позиции 1О синхронизатора 4 и с«и перемещаются в барабаны 5, Включается привод зубчатЫ передачи 6и барабаны 5 благодаря зацеплению ведущей шестерни 8 с зубчатыми колесами 7начинают вращаться, поворачивая полуформы 11 на 90° относительно горизонтальной оси. После этого полуформы 11 в повернутом положении отпечатками друг к другу синхронно выходят из барабанов 5 парно и попадают на транспортер 3, который перемещает их двумя потоками в камеру .1. Между полуформами 11 на транспортере 3 имеется зазор, получение котсрого обеспечивает синхронизатор 4, благодаря эксцентрическомузаходу попуформ 11 в барабаны 5, При перемещенки по роликам 12 приводных валов 13 в зазоре между полуформами 11 оказывается дисковый краскораспылитель 2, при вращении которого краска, слезая с кромки диска, образует узкий окрасочный факел. Дисковый краскораспылитель 2 имеет приврд 14, с помощью которого он совершает возвратно-Поступательное перемещение, что позволяет охватьюать всю поверх- ность сжрасочным факелом по высоте. Окрасочные попуформы после этого подвергаюь сушке. Формула изобретения Установка для окрасвд литейных ферм, включающая камеру . с расположенными в ней краскораспылителем и проходящий через нее траиспоргер, огличающаяс я тем, что, с целью повышения производительности, она снабжена синхронизатором, выполненным в виде двух барабанов, взаимосвязанных между собой передачей с приводом их поворота на 90 относительно продольной оси и снабжшных с одной стоРОНЫ приемными загрузочными позициями, вьтолненными в виде двух приводных рдльгангов, а с другой - транспортером, выполненным в виде рольганга с двумя парами направляющих роликов, установленных на приводных валах, а между парами направляющих, роликов расположен краскораспьлитель с приводом его возвратно-поступательного перемещения в вертикальной плоскости. Источнике информации, принятые во внимание при экспертизе 1. Гс« В. Л. и др. Методы (жраски промыщлеиных .изделий. М,, Машиностроение, 1975, с. 94-418. 2 Аксенс П. Н. Оборудование литейиыхцехов, М., Машиностроение, 1977с. 218U.22O, рис. 189.
(pt/г. f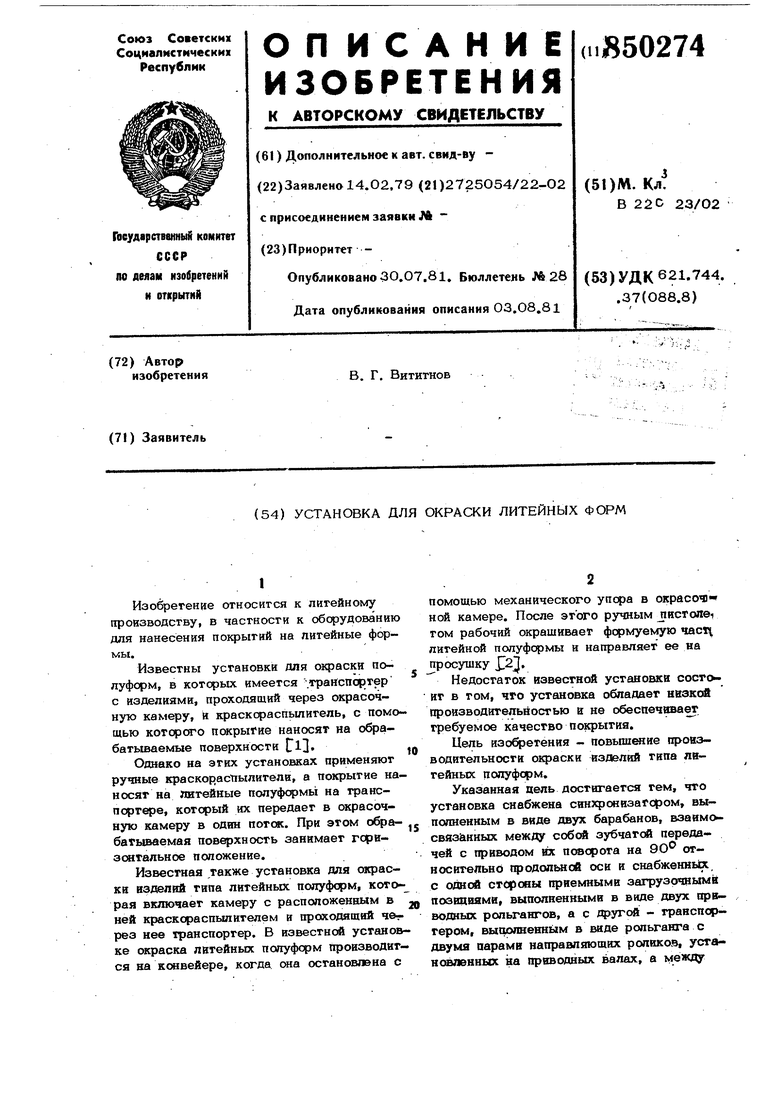
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Кантователь | 1979 |
|
SU891215A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU865516A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ФОРМАТОР-ВУЛ КАН ИЗАТОР ДЛЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1973 |
|
SU393819A1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Устройство для переворота и изменинияуровня расположения изделия | 1974 |
|
SU508340A1 |
| Устройство для окраски и сушки наружных поверхностей изделий | 1977 |
|
SU738684A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |