1
Изобретение отноеится к трубопрокатному производству, а именно к устройствам для окраски и сушки труб.
Изестен агрегат для окраски и сушки труб 1. В этом агрегате трубы с помощью навинченных на них вручную технологических наконечников подвешиваются вертикально механизмом загрузки на крюки роторного конвейера с вертикальной осью врашения. При движении конвейера трубы последовательно проходят окрасочную и сушильную камеры. В окрасочной камере проходит окраска трубы в электростатическом поле с помош,ью электрораспылителей, размеш.енных вдоль трубы. Применение известного агрегата для окраски труб методом полива, обрызгивания или распыления нецелесообразно, так как расположение трубы при окраске вертикально в сочетании с малым временем принудительной сушки неизбежно приведет к образованию натеков краски на окрашиваемой поверхности трубы и к образованию неравномерно окрашенных и непрокрашенных мест, что является принципиальным недостатком этого агрегата.
Известно устройство для окраски и сушки труб, содержащее механизмы загрузки
2
и разгрузки труб, окрасочную камеру и основной конвейер, включаюни1Й параллельные направляюпше с размешенными в них вертикально-замкнутыми цепями, выполненными из звеньев, в каждом из которых 5 размешены шпиндели, связанные с приводом их вращения, и несущие стержни с надетыми на них трубами.
Известное устройство может быть при-, менено лишь для обработки (транспортировки) труб достаточно больших диаметров, 0 когда могут быть применены стержни необходимого диаметра, достаточного для обеспечения прочности и жесткости стержня.
Цель изобретения - расширение сортамента транспортируемых труб путем повышения грузонесущей способности стержней.
5
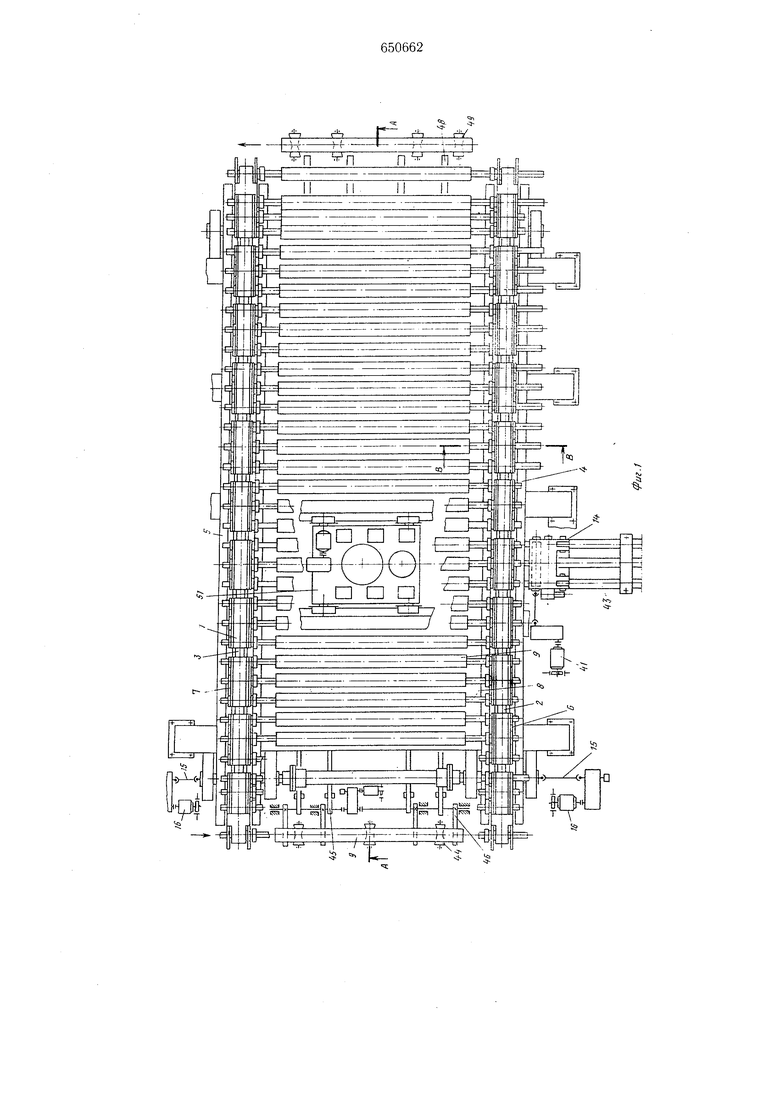
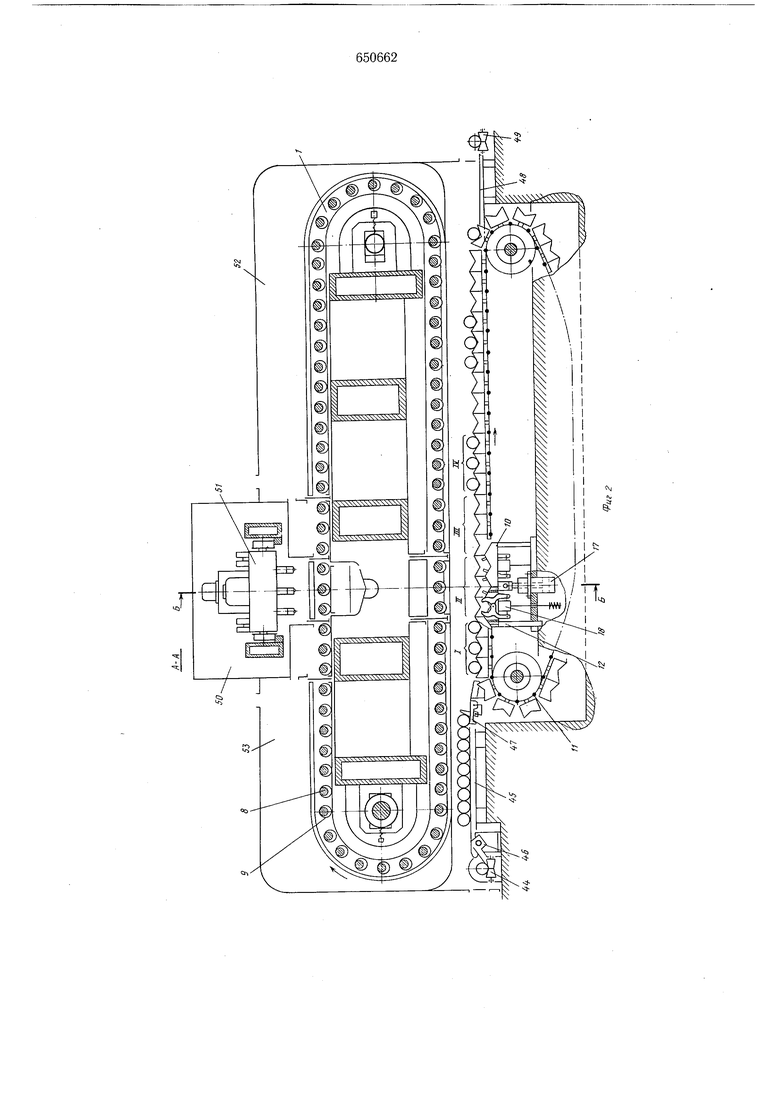
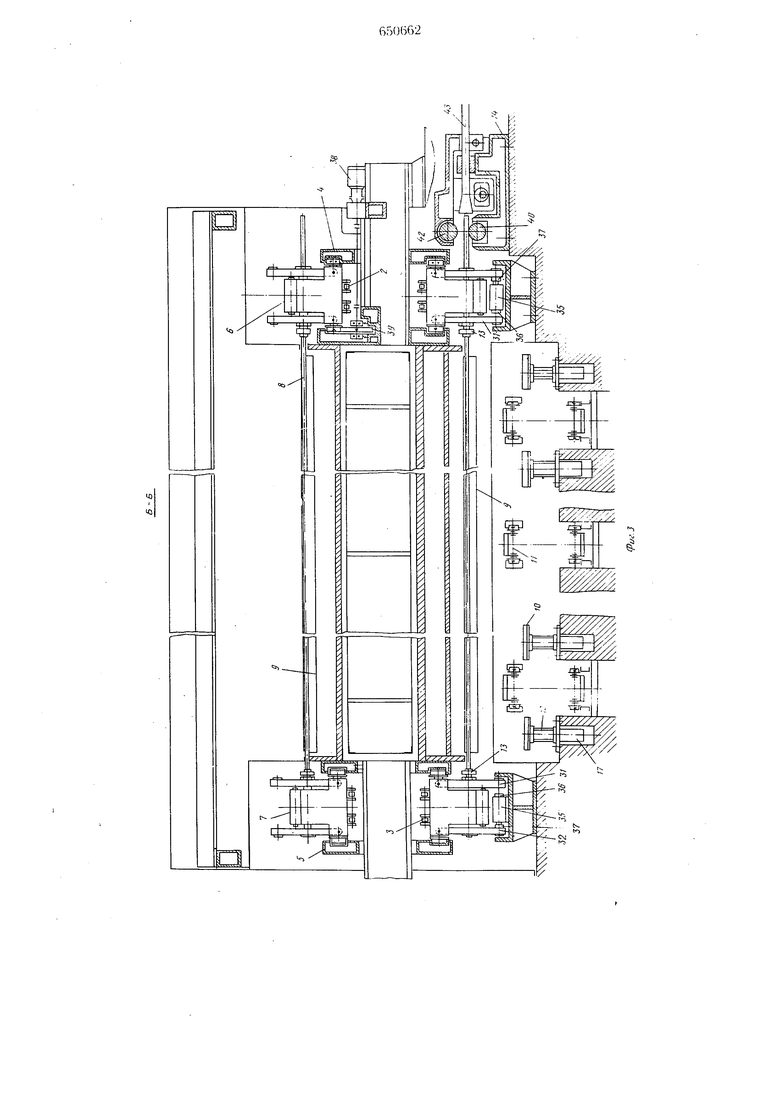
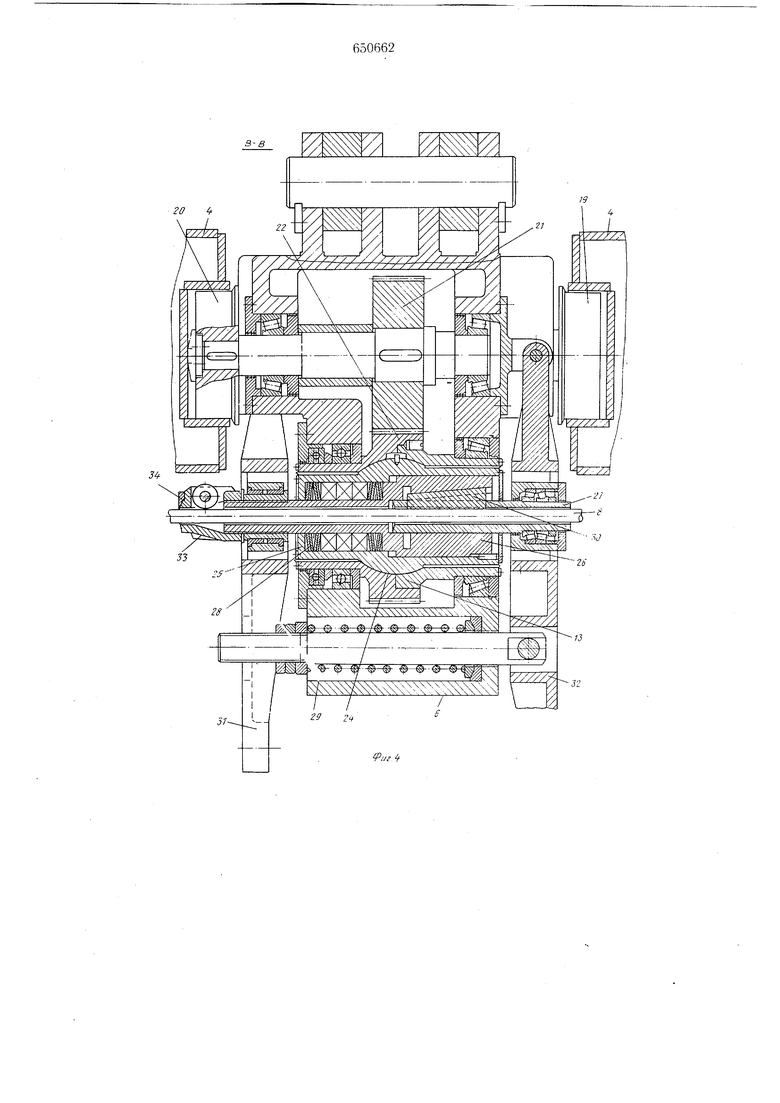
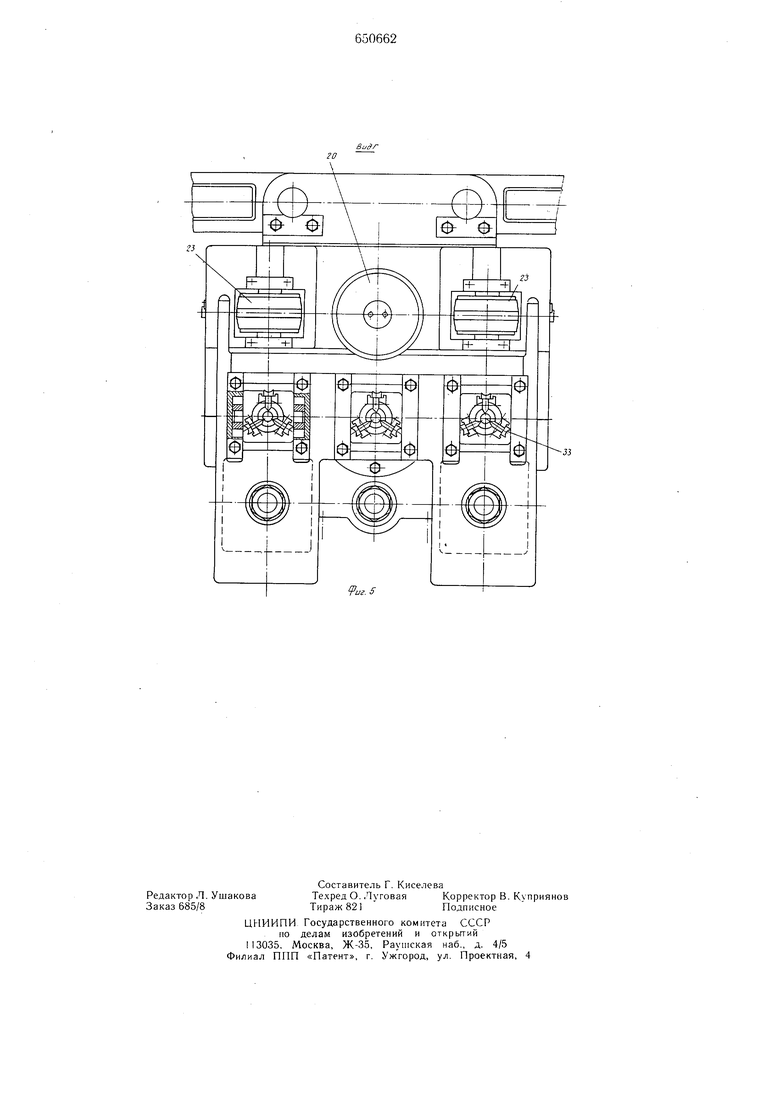
Это достигается тем, что каждый шпиндель снабжен механизмом предварительного натяжения стержня, выполненным из вставленной в шпиндель шаровой опоры, в которой размещены кулачки зажима стержня и пружины, взаимодействующие с кулачками, при этом кулачки связаны с установленными на каждом звене подпружиненными рычагами, взаимодействующими с толкателями, стационарно смонтированными в местах загрузки и разгрузки труб. Л еханизм загрузки и разгрузки труб может быть снабжен шаговым конейером и подъемными секциями для передачи труб с mai-oBoro конвейера на уровень осей шпинделей звеньев нижней ветви основного конвейера, а также приспособлением для перемешения несуш.их стержней вдоль труб. Каждое звено основного конвейера включает три шпинделя с механизмами предварительного натджения стержней. На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - вид по стрелке Г на фиг. 4. Устройство содержит основной конвейер I(фиг. 1-3), включаюш,ий параллельно действующие тяговые цепи 2 и 3 в направляющих 4 и 5, ограничивающих поперечное смещение несущих звеньев 6 и 7 каждой цепи, поперечные несущие стержни 8 для транспортировки и вращения нанизанных на них труб 9, размещенных своими концами в несущих звеньях 6 и 7, механизм 10 загрузк и и разгрузки труб (фиг. 2), содержап-1ий шаговый конвейер II, подъемные секции 12 для передачи труб 9 с шагового конвейера IIна уровень осей шпинделей 13 (фиг. 4), размещенных в несущих звеньях 6 и 7, а также роликовый заталкиватель 14 стержней для перемеп1ения несущих стержней 8 относительно труб 9. Перемещение основного конвейера 1 осуществляется через карда 1ные валы 15 от приводов 16 (фиг. 1). Привод подъемных секций 12 производится от гидроцилиндров 17: средние секции снабжены механизмами 18 зажима труб (фиг. 2). Одна цепь 2 конйейера 1 имеет приводные несущие звенья 6, другая цепь 3 - неприводные несущие звенья 7. Приводное несущее звено 6.установлено на трех катках 19 и 20 (фиг. 4), каток 20 является приводным; при движении катка 20 по-направляющим 4 вращение на стержни 8 передается через щестерни 21 и 22. Торцовые ролики 23 (фиг. 5) предназначены для восприятия осевых усилий со стороны стержней 8. Неприводные несущие звенья 7 (фиг. 3) аналогичны по конструкции и отличаются лишь тем, что все их катки выполнены неприводньши. Каждое несущее зено 6 и 7 снабжено тремя параллельно включенными шпинделями 13 с механизмами 24 предварительного натяжения несущих стержней (фиг. 4). Механизм 24 включает установленную в щпиндель 13 шаровую опору 25, поводки управле°ния 26 и 27, подпружиненнь1е соответственно комплектом пружин 28 и пружиной 29 и взаимодействующие друг с друго.м через кулачки 30, размещенные в щаровой опоре 25. На звеньях 6 и / (фиг. 3, 4) тяговых цепей 2 и 3 установлены рычаги 31 и 32, кинематически связанные поводками управления 26 и 27 через кулисные пары. Для обеспечения зажатия стержней 8 с учетом отклонения по диаметрам каждый механизм 24 предварительного натяжения несуп1.их стержней имеет независимый рычаг 32. Ролики 33 с кольцевыми скребками 34 (фиг. 4) предназначены для напраления стержней 8. Скребки 34 служат для предохранения механизма 24 от износа и загрязнения. Под нижними ветвями параллельно действующих тяговых цепей 2 и 3 установлены приводы 35 (фиг. 3) включения рычагов 31 и 32, взаимодействующих с толкателями 36 и 37. Конструкция приводных несущих звеньев 6 позволяет осуществлять вращение труб 9 как при движении конвейера 1 (за счет фрикционных сил при перемещении катка 20 по направляющим 4), так и при неподвижном конвейере 1 от механизма 38 вращения труб (фиг. 3) при наезде катка 20 на подпружиненный ролик 39. Роликовый заталкиватель 14 стержней (фиг. 1, 3) имеет нижний ролик 40 с приводом от электродигателя 41 (фиг 1) и верхний холостой ролик 42. Для направления концов стержней 8 при их перемещении предназначены трубчатые направляющие 43. Для передачи труб 9 на механизм 10 загрузки и разгрузки труб (фиг. 2) предназначены рольганг 44, решетка-накопитель 45, выбрасыватель 46 и дозатор 47. Готоые трубы скатываются на решетку 48 и отводятся рольгангом 49. Устройсто для окраски и сушки труб работает следующим образом. Трубы, подлежащие обработке, поднима ются подъемными секциями 12 на ось шпинделей 13, а зажимаются механизмами 18 зажима труб (фиг. 2, 3). Роликовыйзаталкиватель 14 заводит в трубы 9 стержни 8, пройдя через трубы 9, концы стержней 8 заходят в полые поводки управления 26 и 27 (фиг. 4) несущих звеньев 7 тяговых цепей 3. Толкатели 36 и 37 (фиг. 3) при этом держат рычаги 31 и 32 в разведенном состоянии, преодолевая усилия пружин 28 и 29. Кулачки 30 при этом разведены, образуя калибр, больший диаметра стержня 8. Зажим и предварительное натяжение несуших стержней 8 происходит в следующем порядке (фиг. 4). Толкатель 37 отходит от рычагов 32, под действием пружин 29 рычаги 32 смешаются (влево по фиг. 4), перемещая в осевом направлении поводки 27. При этом кулачки 30, перемещаясь в осевом и радиальном направлениях, зажимают концы стержней 8. Затем толкатель 36 отходит от рычага 31, под действием усилия комплекта пружин 28
поводки 27 и 26, а также кулачки 30 с зажатыми ими концами стержней 8 смещаются вправо. Одновременно механизмы 24 натяжения неприводных звеньев 7 смещают противоположные концы этих же стержней 8 (влево по фиг. 3). Стержни 8 оказываются натянутыми между звеньями 6 и 7 параллельно действующих тяговых цепей 2 и 3. Поперечное смещение звеньев 6 и 7 ограничивается жестко установленными направляющими 4 и 5. Далее включаются гидроцилиндры 17, секции 12 опускаются, трубы 9 повисают на несущих стержнях 8. Включаются приводы 16, конвейер 1 перемещается на щаг. Таким образом происходит загрузка конвейера 1 трубами 9. Наличие связи механизмов 24 предварительного натяжения несущих стержней со шпинделями 13 (фиг. 4 через шаровые шарниры обеспечивает свободный угловой поворот деформированных (под действием сил веса) осей несущих стержней 8 в плоскости изгиба как при вращении стержней, так и при отсутствии вращения, благодаря чему устраняется концентрация изгибных напряжений на концах стержней.
При полной загрузке конвейера 1, после очередного перемещения его на щаг, на позицию загрузки-разгрузки поступают следующие три трубы, навещенные на стержни 8.
Концы несуп1,их стержней 8 при остановке конвейера 1 попадают на нижний ролик 40 заталкивателя 14 стержней. Поднимаются секции 12 механизма 10 загрузки труб. В конце хода секций 12 срабатывают механизмы 18 зажима труб, трубы 9 оказываются зажатыми, а оси несущих стержней 8 занимают горизонтальное положение. При таком положении несущих стержней происходит освобождение их от зажима и предварительного натяжения. При этом включается привод 35 толкателей 36 и 37.
Толкатели 36 через рычаги 31 производят осевое смешение поводков 26, преодолевая усилие комплектов пружин 28, при этом стержни 8 разгружаются, т. е. освобождаются от осевого натяжения. Затем толкатели 37 через рычаги 32 смещают поводки 27 в осевом направлении (вправо по фиг. 4), при этом кулачки 30 раздвигаются, освобождая концы стержней 8 от зажима. Включается электродвигатель нижнего ролика 40 заталкивателя 14 стержней и стержни 8 выводятся из труб 9. Трубы 9 опускаются секциями 12 на шаговый конвейер 11 (в положение И, фиг. 2). Конвейер 11 перемешается на три шага без интервалов между шагами.
На позицию загрузки (положение II, фиг. 2) подается очередная партия труб, подлежащих обработке, при этом трубы из положения I переходят в положение II, из положения II - в положение III и т. д.
Далее цикл повторяется. Операции по загрузке-разгрузке труб совмещены по времени с окраской труб в окрасочной камере.
После перемещения на шаг конвейера 1 блок из трех труб, навешенных на несущие стержни 8, попадает в окрасочную камеру 50 (фиг. 1, 2). Каток 20 наезжает на подпружиненный ролик 39, включается привод механизма вращения труб и привод перемещения окрасочной тележки 51 - производится окраска труб.
Загрузка конвейера 11 трубами 9 происходит после подъема приводных секций 12 (перед началом заведения в трубы 9 стержней 8). При этом конвейер 11 перемещается на три щага с паузами между шагами, а дозатор 47 поочередно пропускает на конвейер 11 с решетки-накопителя 45 очередные три трубы, занимающие положение 1, фиг. 2.
При этом трубы из положения 111 (фиг. 2) переходят в положение IV и т. д., а три трубы, находяшиеся на выходной стороне конвейера 11, поштучно скатываются по решетке 48 на отводящий рольганг 49.
В камере 52 происходит сушка окрашенной поверхности труб, а в камере 53 осуществляется предварительный подогрев труб перед окраской. Вращение (поворот) стержней 8 с трубами 9 во время сушки (для предотвращения образования натеков на окрашенной поверхности осуществляется (во время движения конвейера 1) от щпинделей 13 (фиг. 4) через приводные катки 20 за счет фрикционных сил.
Трубы, подлежащие обработке, подводятся рольгангом 44 (фиг. 2) и выбрасывателем 46 передаются на решетку-накопитель 45. Все операции по управлению устройством автоматизированы.
Все основные и вспомогательные операции в устройстве совмещены во времени.
Формула изобретения
1. Устройство для окраски и сушки труб, содержащее механизм загрузки и разгрузки труб, окрасочную камеру и основной конвейер, включающий параллельные направляющие с размещенными в них вертикальнозамкнутыми цепями, выполненными из звеньев, в каждом из которых размещены шпиндели, связанные с приводом их вращения, и несущие стержни с надетыми на них трубами, отличающееся тем, что, с целью расширения сортамента транспортируемых труб путем повышения грузонесущей способности стержней, каждый шпиндель снабжен механизмом предварительного натяжения стержня, выполненным из вставленной в шпиндель шаровой опоры, в которой размещены кулачки зажима стержня и пружины, взаимодействующие с кулачками, при этом кулачки связаны с установленными на каждом звене подпружиненными рычагами, взаимодействующими с толкателями, стационарно установленными в местах загрузку и разгрузки труб.
2. Устройство по п. I, отличающееся тем, что механизм загрузки и разгрузки труб снабжен шаговым конвейером и подъемными секциями для передачи труб с шагового конвейера на уровень осей шпинделей звеньев нижней ветви основного конвейера, а также приспособлением для перемещения несущих стержней вдоль труб.
3. Устройство по пп. 1 и 2, отличающееся тем, что каждое звено основного конвейера включает три шпинделя с механизмами предварительного натяжения стержней.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство № 249984, кл. В 44 D 1/00, 1969.
2.Авторское свидетельство № 478754, кл. В 05 С 13/00, 1972. sbdi W . .
Щ 43

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для окраски и сушки труб | 1972 |
|
SU478754A1 |
| Установка для окраски изделий | 1980 |
|
SU927333A1 |
| Установка для окраски изделий | 1988 |
|
SU1634332A1 |
| Устройство для обработки поверхности изделий | 1990 |
|
SU1722609A1 |
| Машина для окраски поверхности труб | 1972 |
|
SU486810A1 |
| Окрасочно-сушильный агрегат | 1987 |
|
SU1520808A1 |
| Установка для нанесения многослойных покрытий на мелкие изделия насыпью | 1981 |
|
SU1031531A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Автоматическая линия изготовления электродов | 1976 |
|
SU740453A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |