14, при этом очередной груз удерживается отсекателем 17.
Движущаяся на литейном конвейере форма 16 нажимает на датчик (на чертежах не показан), который дает сигнал силовому цилиндру 12, обеснечивающему опускание траверсы 5.
Груз 14 устанавливается на форму 16 и, поскольку литейный конвейер движется непрерывно, сходит с крюка 7 и продолжает движение вместе с формой.
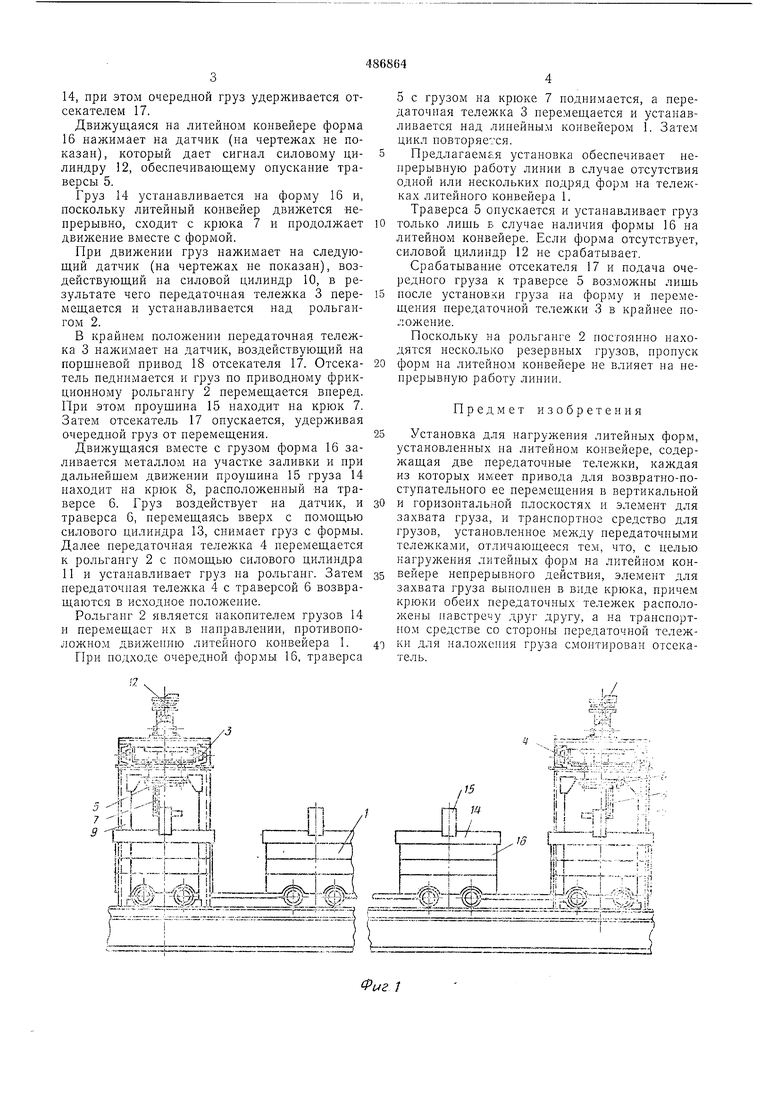
При движении груз нажимает на следующий датчик (на чертежах не показан), воздействующий на силовой цилиндр 10, в результате чего передаточная тележка 3 перемещается и устанавливается над рольгангом 2.
В крайнем положении передаточная тележка 3 нажимает на датчик, воздействующий на поршневой привод 18 отсекателя 17. Отсекатель педнимается и груз по приводному фрикционному рольгангу 2 перемещается вперед. При этом проушина 15 находит на крюк 7. Затем отсекатель 17 опускается, удерживая очередной груз от перемещения.
Движущаяся вместе с грузом форма 16 заливается металлом на участке заливки и при дальнейшем движении проушина 15 груза 14 находит на крюк 8, расположенный на траверсе 6. Груз воздействует на датчик, и траверса 6, перемещаясь вверх с помощью силового цилиндра 13, снимает груз с формы. Далее передаточная тележка 4 перемещается к рольгангу 2 с помощью силового цилиндра 11 и устанавливает груз на рольганг. Затем передаточная тележка 4 с траверсой 6 возвращаются в исходное положение.
Рольганг 2 является накопителем грузов 14 и перемещает их в направлении, противоположном движению литейного конвейера 1.
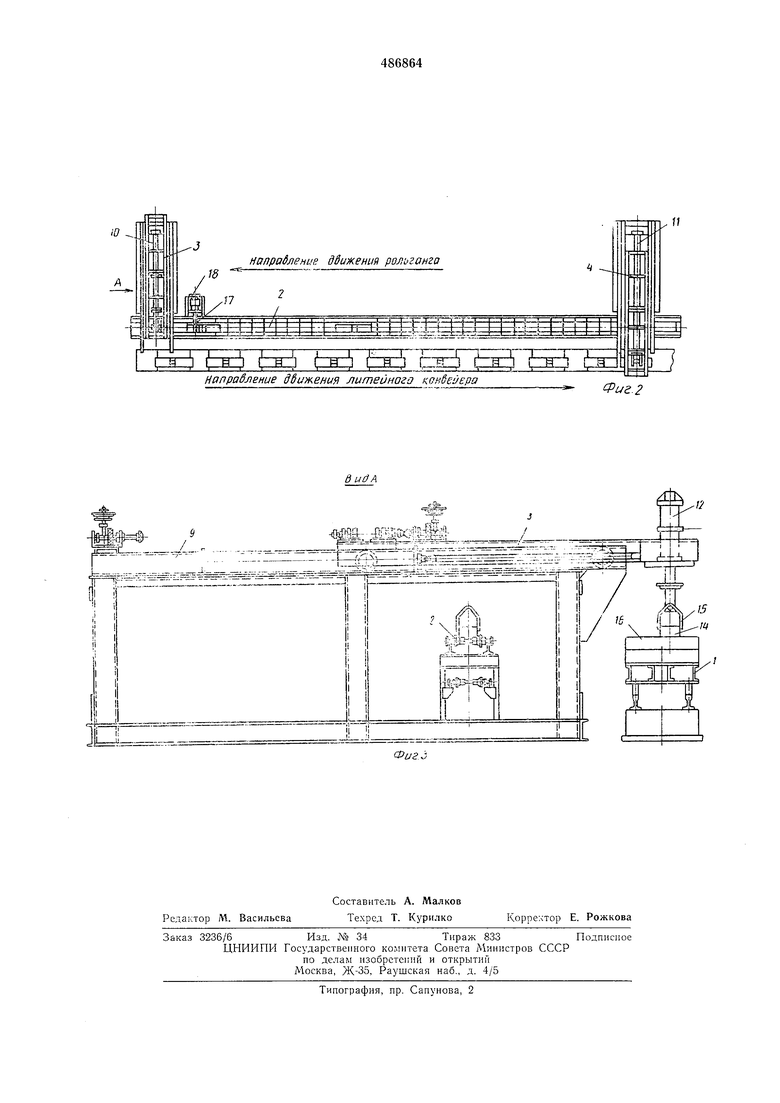
При подходе очередной формы 16, траверса
5 с грузом на крюке 7 ноднимается, а передаточная тележка 3 перемещается и устанавливается над линейным конвейером 1. Затем цикл повторяется.
Предлагаемая установка обеспечивает непрерывную работу линии в случае отсутствия одной или нескольких подряд форм на телел ках литейного конвейера 1. Траверса 5 онускается и устанавливает груз
только лишь Б случае наличия формы 16 на литейном конвейере. Если форма отсутствует, силовой цилиндр 12 не срабатывает.
Срабатывание отсекателя 17 и подача очередного груза к траверсе 5 возможны лишь
после установки груза на форму и перемещения нередаточной тележки 3 в крайнее ноложение.
Поскольку на рольганге 2 постоянно находятся несколько резервных грузов, нропуск
форм на литейном конвейере не влияет на непрерывную работу линии.
Предмет изобретения
Установка для нагружения литейных форм, установленных на литейном конвейере, содержащая две передаточные тележки, каждая из которых имеет привода для возвратно-поступательного ее перемещения в вертикальной
и горизонтальной нлоскостях и элемент для захвата груза, и транспортное средство для грузов, установленное между нередаточными тележками, отличающееся тем, что, с целью нагружения литейных форм на литейно.м конвейере непрерывного действия, элемент для захвата груза выполнен в виде крюка, причем крюки обеих передаточных тележек расположены навстречу друг другу, а на транспортном средстве со стороны передаточной тележкн для наложения груза смонтирован отсекатель.
/
,
|р 5 й5гТГ VI
-СИ+н |
; : Li|j:: J
|TI JIIIj ,.....L.Jj
IbM iill-&kj B iLrНаправление ддижения литейного конбе ера Фиг. 2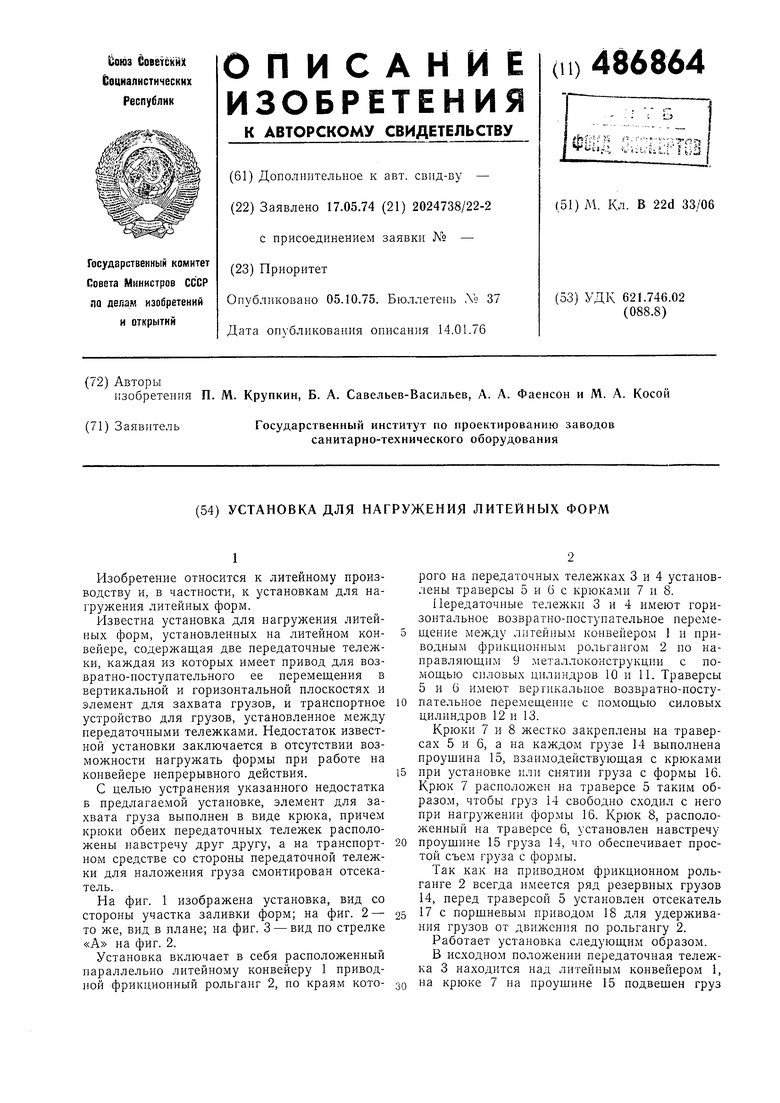
| название | год | авторы | номер документа |
|---|---|---|---|
| Груз и устройство для съема и укладки грузов литейных форм | 1985 |
|
SU1278107A1 |
| Устройство для нагружения литейных форм | 1977 |
|
SU737124A1 |
| Установка для нагружения литейных форм | 1982 |
|
SU1093393A1 |
| Роликовый конвейер | 1983 |
|
SU1126515A1 |
| БЛОК ДЛЯ СЪЕМА И УКЛАДКИ ГРУЗОВ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2014950C1 |
| Устройство для нагружения литейных форм | 1976 |
|
SU602301A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| Автоматическая линия для получения отливок в стопочных формах | 1976 |
|
SU662268A1 |
| Устройство для отделения отливокОТ бЕзОпОчНОй СТОпОчНОй ВЕРТиКАльНОйфОРМы | 1979 |
|
SU844121A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
Ш..Щ Ш..™..4 IB3S:E Л li Щз
