i
Изобретение относится к машиностроительной промышленности, а именно к литейному производству.
Известна установка нагружения литейных форм поперечного типа циклического действия, имеющая две одинаковые каретки, перемещающиеся в направляющих, смонтированных на сварной конструкции (эстакаде). Каретка снаб жена вертикальным пневматическим цилиндром подъема и опускания грузов и горизонтальным цилиндром захвата грузов. Для пере- ю мещения кареток по направляющим служат два горизонтально расположенных и закрепленных на эстакаде пневмоцилиндра. Установка и съем груза производятся рычагами грузозахватного приспособления, которые при совмещейии входят в его боковые пазы. Эстакада 5 охватывает две ветви литейного конвейера, на одной из которых производится установка груза, а на другой - съем Возврат груза на позицию агружения производится ленточным
конвейером,
установленным вдоль эстака- «д ды 11. .
В этой установке нагружение формы и съем груза производятся в момент остановки литейного конвейера. Пульсирующий режим работы литейного конвейера, имеющего значительную массу, вызывает инерционные нагруз-Й
кн, которые сокращают его срок службы и снижают надежность работы установки в целом. Цикличность работы установки вызвана конструкцией карелки и грузозахватною устройства. Захваты освобождают груз после того, как он ляжет на литейную форму.
Такое выполнение грузозахватного устройства требует точного совмещения захватсв с пазами груза и строгого взаимодействия грузонесущей каретки с литейным конвейером.
Известно устройство для нагружения литейных форм, установленных на литейном конвейере непрерывного действия, содержащее на позициях наложения и съема грузов две опорные рамы, на каждой из которых размещена передаточная каретка с элементами для захвата груза, выполненными в виде крюка, привода для возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях передаточных кареток, и тракспортное средство для грузов, расположенное между опорными рамами 2.
Недостаток известного устройства заключается в том, что операции, составляющие цикл работы, выполняются последовательно и сосредоточены на передаточной тележке.
Время выполнения операций ограничено временем перемещения литейного конвейера на
одиь шаг, за которое должны быть выполнены
все операции..
Операция перемещения передаточной тележки от рольганга к литейному конвейеру должна производиться плавно, скорость перемещения тележки должна быть минимальной. Последнее вызван тем, что масса груза значительная и повышение скорости передаточной тележки увеличивает динамические нагрузки на все механизмы и металлоконструкцию, из-за чего устройство становится более металлоемким и энергоемким.
Целью изобретения Является совмещение по времени операции наложения груза с перемещением его в горизонтальной плоскости для 1ГОБЫ1иения надежности работы устройства при непрерывном движении 1итейного конвейера.
Цель достигается тем, что предлаг емое устройство снабжено попарно расположенными по обе сторкны литейного конвейера приемными стО;Пами, ьииолненными с возможностью возвратно-поступательного перемещения в вертикальной плоскости н поворота относительно горизонтальной оси, параллельной оси литейного конвейера.
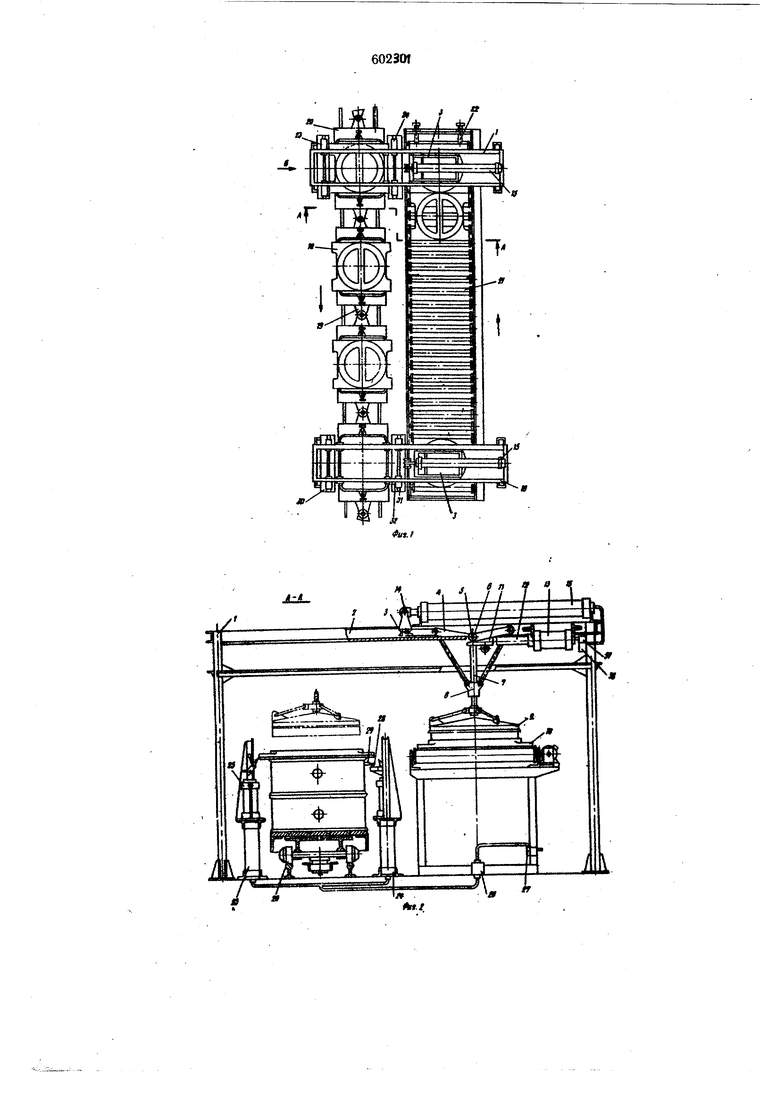
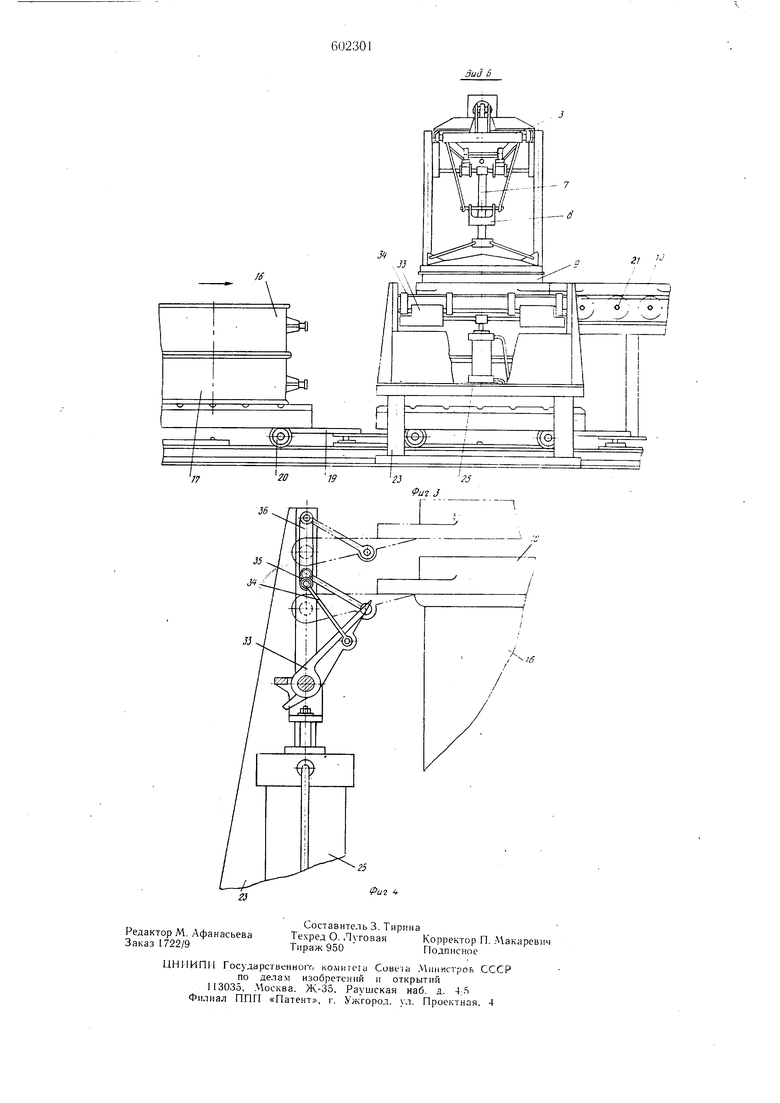
На фиг. изображено устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3--вид по стрелке Б на фнг. 1; на фнг. 4 - взаимодействие приемного стола с грузом.
Устройство содержит опорные рамы I, в направляющих 2 которых перемещается передаточная каретка 3, имеющая раму 4, состоящую из двух частей, связанных между собой осью 5 с роЛнком 6. На оси 5 каретки 3 установлена тяга 7, сопрягающаяся с втулкой 8. На конце тяги 7 закреплена электромагнитная шайба 9, притягивающая груз 10. Ролик 6 в крайнем левом положении сопряга тся с клином 11, закрепленным на штоке 12 гидроцнлиидра 13, который смонтирован на опорной раме I. Каретка 3 связана через кронштейн 14 с гидроцилиндром 15.
Опорная рама 1 размещается на позиций нагружения литейных форм, состоящих из верхней и нижней полуформ 16 и 17, а опорная рама 18 - на позиции съема груза 10 Обе опорные рамы охватывают литейный конвейер 19 с тележками 20 и транспортное средство 21, выполненное в виде приводного рольгангр) с накопителем 22. Под опорной рамой 1 ло обе стороны литейного конвейера 19-установлены опоры 23 и 24, имеющие гйдроцилиндры 25, полости которых попарно связаны с компенсатором 26 и золотником 27 управления. Последний через путевой переключатель 28 связан с кулачком 29, закрепленным на верхней нолуформе 16..
Такие же опоры 30 и 3, управляемые путевым переключателе/л 32, установлены под опорной рамой 18. Все опоры 23, 24, 30 и 31 снабжены приемными столами 33, которые выполнены из антимагнитного материала.
конец столов 33 связан со штоком гидроцнлнндра 25, а другой - через тягу 34 и ролик 35 с направляющим пазом 36.
Управление .кареткрй 3, электромагнитом
и гидроцилиндром 13 производится переключателями 37, 38.
Устройство работает следующим образом.
В крайнем левом положении рама 4 тележки 3 переламывается, ролик 6 опускается. Тяга 7, перемещаясь в направляющей втулки 8, опускает электромагнитную щайбу 9, которая прн соприкосновении с грузом 10 включается. Груз 10 притягивается, вк.пючая переключатель 37. UlTOK 12 гидроцилиндра 13 перемещае ся, увлекая за собой клин П. Последний поднимает ролнк 6 до уровня направляющих 2. Вместе с роликами 6 через тягу 7 поднимается электромагнитная щайба 9с грузом 10. Как только ролик 6 займет положение на уровне направляющих, переключатель 38 дает команду гидроцилиндру 15. Шток гидроцилиндра перемещается и через кронщтейн 14 перемещает;, тележку 3.
Груз JO переносится в левое крайнее положение, причем ось тяги 7 (в допустимых пределах) совмещается с осью литейного конвейера 19. Груз 10 устанавливается на приемные столы 33, находящиеся в верхнем положении. В этом положении приемные столы 33 с грузом 10 находятся до последующей команды, т. е. груз находится в позиции ожидания. Телен ки 20 литейного конвейера 19 непрерывно перемещаются, неся на себе формы, собранные из полуформ 16 и 17. Кулачок 29 верхней полуформы 16 через путевой переключатель 28 и золотник 27 включает тидроцилиндры 25, которые опускают приемные столы 33 вниз, устанавлив я груз 10 на полуформу 16.
Груз 10, совместившись с верхней полуформой 16, продолжает перемещаться с ней на литейном конвейере 19, а щтоки гидроцилиндров 25 продолжак)Т опускаться вместе с закрепленными на ннх концами столов 33. Ролик 35, перемещающийся в пазу 36, останавливается и свободный конец стола 33 тягой 34 поворачивается в наклонное положение так, чтобы при возвра е в позицикг ожидания они не задели проходящий мимо груз 10. После того как каретка 3 освободилась от груза, она возвращается в исходное положение, далее цикл повторяется.
В случае отсутствия на тележке 20 верхней полуформы 16 или формы столы 33 останутся в позиции ожидания, а электромагнитная плита, находясь над накопителем 22, не притянет груз 10. Цикл возобновится только после того, как к позиции нагружен я подои дет собранная форма.
Груз 10 продолжает перемещаться на литейном конвейере 19 до места его съе а. В э-тсм месте столы находятся в крайнем нижнем положении, свободные их концы при этом приподняты. Кулачком 29 через путевой переключатель 32 гидроцилнндры 25 получают команду. Столы 33 поднимаются, одновременно, поворачиваясь под действием собственного веса, становятся в горизонтальное положение, а при дальнейшем подъеме снимают 10.
Каретка 3 с магнитной шайбой 9 в эЧтггмомент находится в исходном положении, т. е. над опорами 30 и 31. При совмещении грузп
10 с электромагнитной шайбой 9 пос.тсдннй притягивается, каретка 3 получает команду. и перемещает его к механизму возврата, т. е. к приводному рольгангу 21. При совмещении тяги 7 с осью приводного рольганга 21 электромагнитная шайба 9 освобождает груз 10, и он возвращается рольгангом 21 к накопителю 22, а каретка 3 возвращается в исходное положение. Цикл работы устроГютва для нагружения литейных форм повторяется, т. е. возпращеиный груз 10 снова укладьтается на полуформу 1G и перемещается к месту, съема.
В исходном ноложеняи на опорной ране 1 позиции наложения тележка 3 находится над накопителем 22, а на опорной раме 18 позиции съема - над опорами 30 и 31.
С целью уменьшения количества грузорз 10, находящихся в обороте, скорость приводного рольганга 21 в несколько раз превышает скорость литейного конвейера 19.
Предлагаемое устройство является комбииирова нным. При непрерывном движении тележек литейного конвейера нагружение форм и съем груза производится грузонесущими тележками, работаюнхими в циклическом режиме.
Однако цикл работы тележек не зависит от работы литейного конвейера, т. е. синхронизация литейного конвейера и грузоиесущих тележек исключена. Это достигнуто путем ввода позиции ожидания, которая обеспечивается наличием столов, смонтированных в местах иагружения форм и съема с них груза. Иск-тюченне синхронизации перемещения тележек с литейным конвейером упрощает схему автоматики и увеличивает надежность работы устройства в целом. С помощью простейших переключателей обеспечивается не только полный цикл работы устройства, но и производится контроль наличием форм на литейном конвейере. Замена механических грузозахватных устройств электромагнитной шайбой упрощает процесс совмещения ее с грузом, а груза с верхней полуформой.
Сокращение длины участка иагружения за
счет использования механизма возврата грузов, установленного вдоль литейного конвейера, снижает общий вес перемещающихся частей, а следовательно уменьшает мощность привода и инерц 0)ных нагрузок. Устройство использовать как в поточных, тлк и п автоматических литей(1ых линиях.
Таки.м образом, предложенное устройство для нагружеиия литейных фор.м яалдг-юго к работе, просто н экономично ь эксплуатации, что значительно упучшает eio гехиики-экоиомические показатели.
Формула изобретения
Устройство для нагружен)я литейных
форм; установленных на литейном конвейере, содержащее на поз 1цпях наложения н съема грузов две опорные рамы, на каждой из которых размещена передаточная каретка с злементами для захвата груза, привода для возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях передаточных кареток, и транспортное средство для грузов, расположенное между опорными рамами, отличающееся тем, что, с целью совмещения по времени операций наложеппя груза с перемещением его в горизонтальной плоскости для повышения надежности работы устройства при непрерывном движении лмтейиого конвейера, оно-снабжено попарно расположенными по обе сторопы литейного конвейера приемными столами, выполненными с возможностью возвратно-поступательного перемещения в вертикальной плоскости и поворота относительно горизонтальной оси, параллельной оси литейного конвейера.
Источники информации, принятые во внимание при экспертизе:
1.Журнал «Л1 хапизация и автоматизация производства, № 3, 1973, с. 13--14, рис. 1.
2.Авторское свидетельство СССР № 486864, кл. В 22 D J3/06, 1974.
л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагружения литейных форм | 1982 |
|
SU1093393A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| БЛОК ДЛЯ СЪЕМА И УКЛАДКИ ГРУЗОВ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2014950C1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
т
