Изобретение относится к литейному производству, а именно к уетройствам для съема и укладки грузов литейных форм.
Цель изобретения - повышение иадеж- ности в работе и обесиечение компактности.
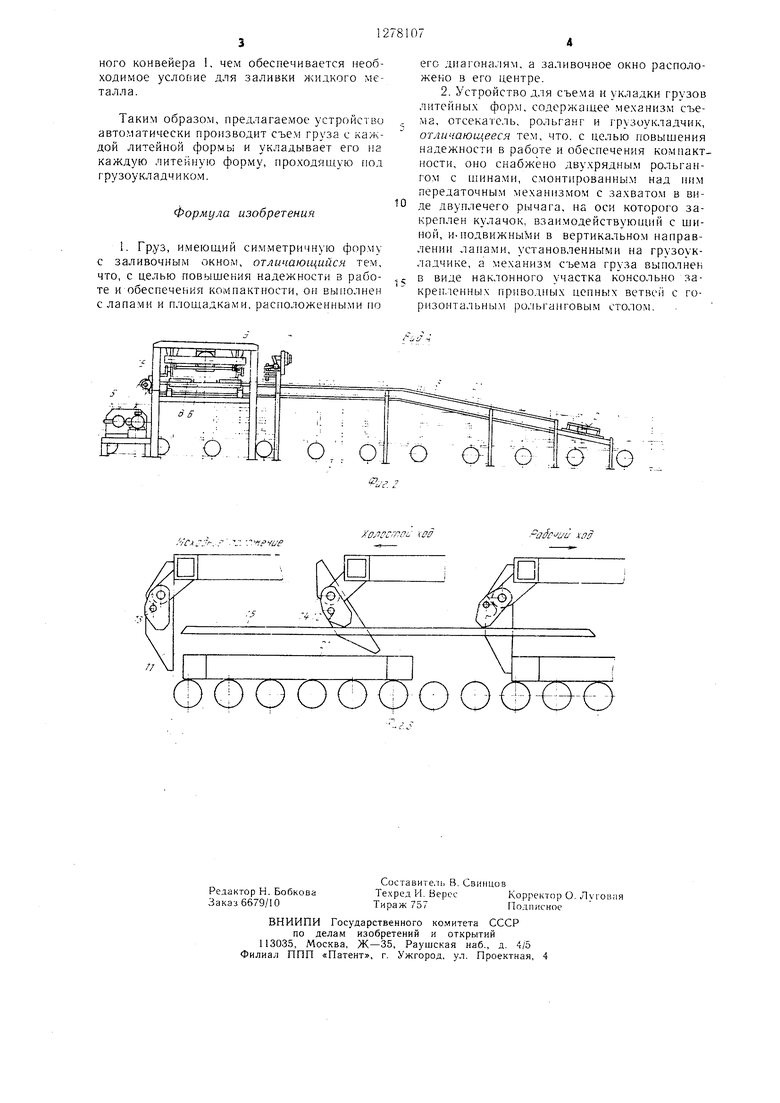
На фиг. 1 иоказано ycTpoiiCTBo, вид сверху; на фиг. 2 - вид А на фиг. 1; на фи1 3 - с.хема работы захвата.
Устройство для съема и укладки грузов на непрерывно движущийся литейный конвейер 1 содержит в зоне съема 1 рузов двухценной с ьемник 2, в XBOCTOBOI I части которого имеются две консольно расположенные цепные ветад 3, а в головной горизонтальной части ценные ветви объединены общим нриводным валом 4 с передачей к приводу 5.
Между цепными ветвями в го. ювной части встроен рольганговый стол 6, перед которым установлен отсекатель 7. Между ветвями лите| 1пого конвейера в перпендику- лярном направлении установлен двухрядный рольганг 8, над KoropijiM смонтирован передаточный механизм 9 с приводом 10. Захваты 11 имеют на своей оси ку;1ачки 12 с поводками 13, которые заходят в пазы 14 и взаимодействуют с тинами 15.
В зоне укладки л рузов установлен грузо- укладчик 16 с приводом 17, который имеет подвижные в вертикальном направлении лапы 18, между которыми установлены неподвижные щины 19. На литейные формы 20 устанавливаются грузы 21, имеющие лапы 22 с взаимно перпендикулярными площадками 23. В центре груза выполнено заливочное окно 24.
Автоматическая работа устройства осуществляется датчиками в виде конечных выключателей 25-31.
Устройство работает следующим образом.
Движущиеся после заливки металлом на тележках линейного конвейера литейные формы 20 с наложенными грузами 21 дохо- дят до наклонной части дву.хцепного съе.м- ника 2, охватывающего литейные формы с обеих сторон цепными ветвями 3, причем лапы 22 находятся вьиие нижней точки цепных ветвей 3. Направление движения цепных ветвей и конвейера совпадают, скорости их движения о.а,инаковы.
При дальнейшем движении груз наезжает выступающими за литейные формы лана- ми 22 на цепные ветви 3 наклонной части двухценного съемника 2. Съем груза осу- ществляется за счет увеличивающейся высоты цепных ветвей наклонной части двух- цепного съемника относительно движущейся литейной формы, вследствие чего происходит постепенный но.о,ъем груза: сначала его передней части, затем весь груз обеими па- рами лап 22 переходит на цепные ветви 3, отрываясь от линейной формы. Дальще
0
,;
5
| руз перемещается но цепному съе.мнику на его горизонтальную часть, а литейные формы без груза проходят нод ним. Двигаясь по двухцепному съемнику, груз проходит в его головную часть, нажимает датчик 25, который дает команду на срабатывапие от- секателя 7. В конце головной части груз доходит до упора, где нажимает датчик 26, подается команда на рабочей ход передаточного механизма 9. В исходном положении захваты 11 с кулачками 12 опущены, а при рабочем ходе захватывают груз, передвигая его на один ujar, равный щирине груза. Кулачки 12 при этом свободно поворачиваются на осях, выходя из пазов 14. В связи с тем, что рольганговый стол б расположен ниже, а ролики двухрядного рольганга 8 пенных ветвей 3, груз при передаче ei o через ветвь ценного съемника не касается цепи. Двухрядный рольганг 8, являясь одновременно накопителем, постоянно заполнен г рузами, которые, пираясь один в другой взаимно перпендикулярными площадками 23, заполняют все расстояние между ветвями литейного конвейера 1. Сделав ход на один Hiar, нередаточньи механиз.м 9 подает впереди стоящий груз с двухрядного рольганга 8 на грузоукладчик 16. Лапами 22 груз проскальзывает но подвижным 18 и неподвижщэ1м 19 щинач и, дойдя до упора, останавливается лапами 22 на подвижных лапах 18, нажимая датчик 27. Освободившийся при рабочем ходе передаточно1 о механизма 9 датчик 28 дает команду на подъем отсекателя 7, освобождая путь следующему грузу. В конце рабочего хода передаточный механизм 9 нажи.мает датчик 29, дающий команду на возврат в исходное положение. При холостом ходе кулЕЧ)К 12 отклоняется щиной 15 и поводком 13. входя в паз 14, поднимает плечо захзата 11. обеспечивая свободньп проход над грузами. Заформованная литейная форма 20 без груза проходит под грузоукладчиком 16, нажимает датчик 30, KOTOpbni дает команду на опуск подвижных лап 18 с находящимся на них грузом. При опускании груз CBOHN телом проходит между неподвижными тинами 19 и устанавливается на литейную ф Орму, причем подвижные ланы 8 рузо- укладчика опускаются ниже лап 22 , в результате груз на движущейся литей юй форме проходит над .тапами, выходя из зоны контакта лап 18 и 22. При д.альней- щем движении груз нажимает датчик 31, дающий команду на подъем .lan 18 в ис- положение, причем передняя пара лап проходит в промежутке лап 22, чем существенно экономится вре.мя приведения грузоукладчика в исходное по.ложение. Заливочное окно 24, расположенное по ося.м симметрии груза, не меняет своих координат при развороте во время перпендикулярной передачи с 5етви на ветвь литейного конвейера 1. чем обеспечивается необходимое условие для заливки жидкого металла.
Таким образом, предлагаемое устройство автоматически производит съем груза с каждой литейной формы и укладывает его на каждую литейную форму, проходящую под грузоу кладчиком.
Формула изобретения
I. Груз, имеющий симметричную форму с заливочным окном, отличающийся тем, что, с целью повышения надежности в работе и обеспечения компактности, он выполнен с лапами и площадками, расположенными по
его диагоналям, а заливочное окно расположено в его центре.
2. Устройство для съема и укладки грузов литейных форм, содержащее механизм съема, отсека-|-ель, рольганг и грузоукладчик, отличающееся тем, что. с целью повыщения надежности в работе и обеспечения компактности, оно снабжено двухрядным рольгангом с щинами, смонтированным над ним передаточным механизмом с захватом в виде двуплечего рычага, на оси которого закреплен кулачок, взаи.модействующий с шиной, и.подвижными в вертикальном направлении лапами, установленными на грузоук- ладчике, а механизм съема груза выполнен в виде наклонного участка консольно закрепленных приводных цепных ветвей с горизонтальным рольганговым стололк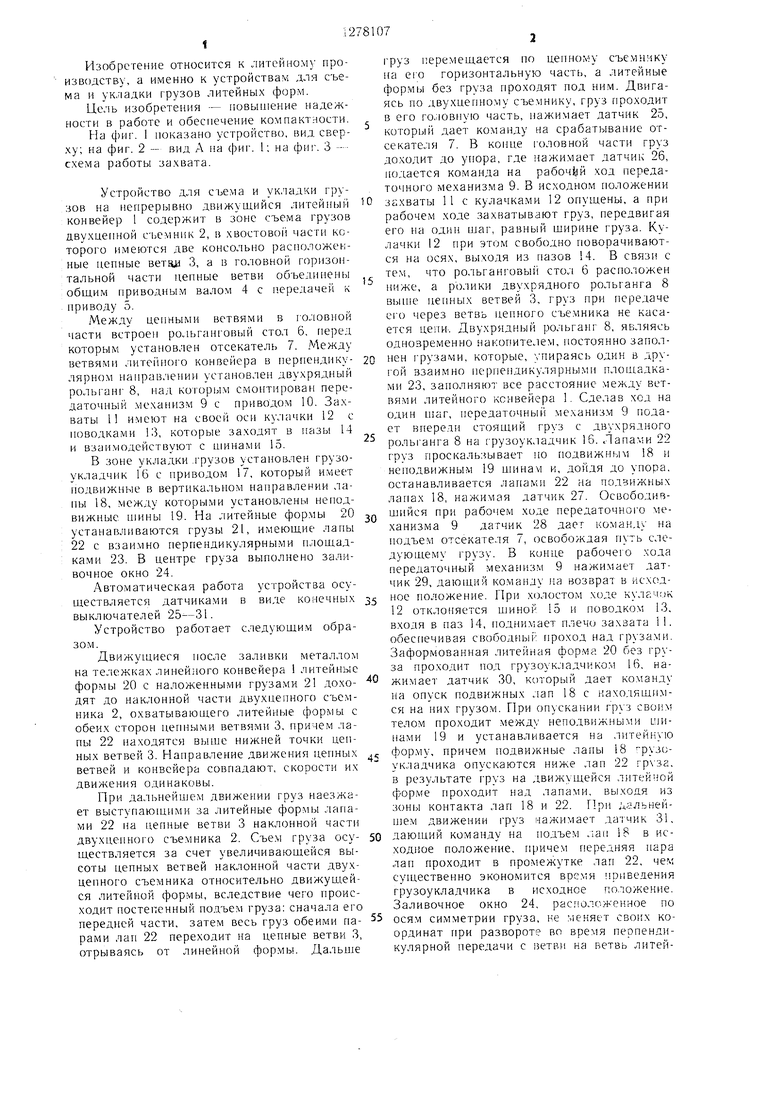
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ДЛЯ СЪЕМА И УКЛАДКИ ГРУЗОВ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2014950C1 |
| Литейная линия | 1980 |
|
SU910359A1 |
| Установка для нагружения литейных форм | 1982 |
|
SU1093393A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Автоматическая литейная линия | 1988 |
|
SU1526908A1 |
| Конвейерная система для транспортирования изделий на тележках | 1978 |
|
SU791571A1 |
| ХНННЕС-КА БИБЛИОТЕКА | 1971 |
|
SU304938A1 |
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| АГРЕГАТ ДЛЯ ПОДАЧИ ТОВАРОВ В ПОДДОНАХ И ИМ ПОДОБНОЙ ТАРЕ ИЗ ПОДСОБНЫХ ПОМЕЩЕНИЙ В ТОРГОВЫЙ ЗАЛ | 1969 |
|
SU239848A1 |
Изобретение относится к литейному производству, а именно к устройствам для съема и укладки грузов литейных форм. Цель изобретения - повышение надежности в работе и обеспечение компактности. Устройство для съема и укладки грузов на непрерывно движущийся линейный конвейер 1 содержит в зоне съема грузов двухцепной съемник 2. В его хвостовой части расположен наклонный участок с двумя консольно закрепленными цепными ветвями 3, рабочие плоскости которых расположены ниже уровня грузов по обеим его сторонам. Головная
//
ФОООФОО
Редактор Н. Бобкова Заказ 6679/10
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП «Патент, г. Ужгород, ул. Проектная,
v
Составитель В. Свинцов
Те.хред И. ВересКорректор О. Луговая
Тираж 757Подписное
| Установка для нагружения литейных форм | 1982 |
|
SU1093393A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СПОСОБ КОНТРОЛЯ ИСПРАВНОСТИ УЛЬТРАЗВУКОВЫХ | 0 |
|
SU316081A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
