Изобретение относится к области обработки полимерных материалов и м жет быть использовано при удалении облоя с формовых резиновых деталей после вулканизации. Известен способ удаления облоя с формовых резиновых деталей путем за мораживания до хрупкого состояния облоя с последующей обработкой их подвижной рабочей средой ij , В качестве рабочей среды используют дробь, которой обстреливают де тали, при этом нарушается глянцевая поверхность. Наиболее близким из известных является способ удаления облоя с фор мовых резиновых деталей, заключающий ся в охлаждении помещенных в емкость деталей до хрупкого состояния облоя с последующей обработкой их подвижной рабочей средой 2J . В известном способе рабочей средой являются абразивные шарики, кото рые вместе с деталями подвергают виб рации. Однако такой способ не обеспечивает удаление облоя с внутренних полостей деталей небольших размеров Целью изобретения является обеспечение возможности удаления облоя с деталей различной конфигурации, а также повышения качества обработки. Эта цель достигается тем, что по предложенному способу последующую обработку производят в переменном электромагнитном поле, используя в качестве рабочей среды неравноосные ферромагнитные тела. На чертеже представлена схема обработки деталей.по предлагаемому способу. В охлажденную рабочую камеру 1, установленную в статоре 2 с обмотками возбуждения 3, помещают предварительно охлажденные до хрупкого состояния облоя детали 4 и неравноосные ферромагнитные тела 5, например стержни. При включении обмоток возбуждения 3 в трехфазную сеть переменного тока возникает переменное электромагнитное поле, под воздействием которого геометрически неравноосные ферромагнитные тела совершают одновременно три движения: движение под действием магнитодвижущей силы по окружности; вращательное движение вокруг наименьшей оси со скоростью, соизмеримой со скоростью перемещения магнитного поля, и совершают колебания относительно вектора напряженности магнитного поля. Первые два вида движения осуществляют непрерывное изменение положения деталей (ворошение) с одновременными ударными воздействиями, третье движение осуществляет вибрационное воздействие, производящее тонкую зачистку облоя и смягчение соударений ферромагнитных тел с деталями. Ферромагнитные тела соударяются с деталями торцовой и боковой поверхностями, что обеспечивает постоянное и интенсивное удаление облоя с внутренних и наружных поверхностей деталей. Размеры ферромагнитных тел и их количество выбирают в зависимости от массы обрабатываемых деталей и мощности установки. Пример. Детали предварительно охлаждают до хрупкого состояния облоя и обрабатывают ферромагнитными телами в течение 1 мин. При весе деталей, загружаемых за один раз в рабочую камеру, 300 г используют ферромагнитные стержни из стальной проволоки диаметром 1-2 мм и длиной 15-30 мм. Предлагаемый способ позволяет улучшить качество обработки, сохранить глянцевую поверхность, расширить ассортимент обрабатываемых деталей и создать устройства, не требующие больших затрат на эксплуатацию и ремонт вследствие отсутствия быстроизнашивающихся и вращающихся деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления облоя с формовых резиновых деталей | 1978 |
|
SU919256A2 |
| Устройство для удаления облоя с отформированных изделий | 1979 |
|
SU919257A1 |
| Устройство для удаления облоя с отформованных изделий | 1979 |
|
SU790486A1 |
| Способ удаления облоя с формованных деталей и устройство для его осуществления | 1988 |
|
SU1722853A1 |
| Способ удаления облоя с формовых резиновых деталей | 1974 |
|
SU487780A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1979 |
|
SU861092A1 |
| Устройство для удаления облоя с формовых деталей | 1991 |
|
SU1819219A3 |
| Способ удаления облоя с формовых резиновых технических изделий | 1979 |
|
SU895704A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1976 |
|
SU568551A1 |
| Устройство для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU897543A1 |
СПОСОБ УДАЛЕНИЯ ОБЛОЯ С ФОРМОВЫХ РЕЗИНОВЫХ ДЕТАЛЕЙ, заключающийся в охлаждении помещенных в емкость деталей до хрупкого состояния облоя с последующей обработкой их подвижной рабочей средой, отличающийся тем, что, с целью обеспечения возможности удаления облоя с деталей различной конфигурации, а также повышения качества обработки, последующую обработку производят в переменном электромагнитном поле, используя в качестве рабочей среды неравноосные ферромагнитные тела.сл ^ •^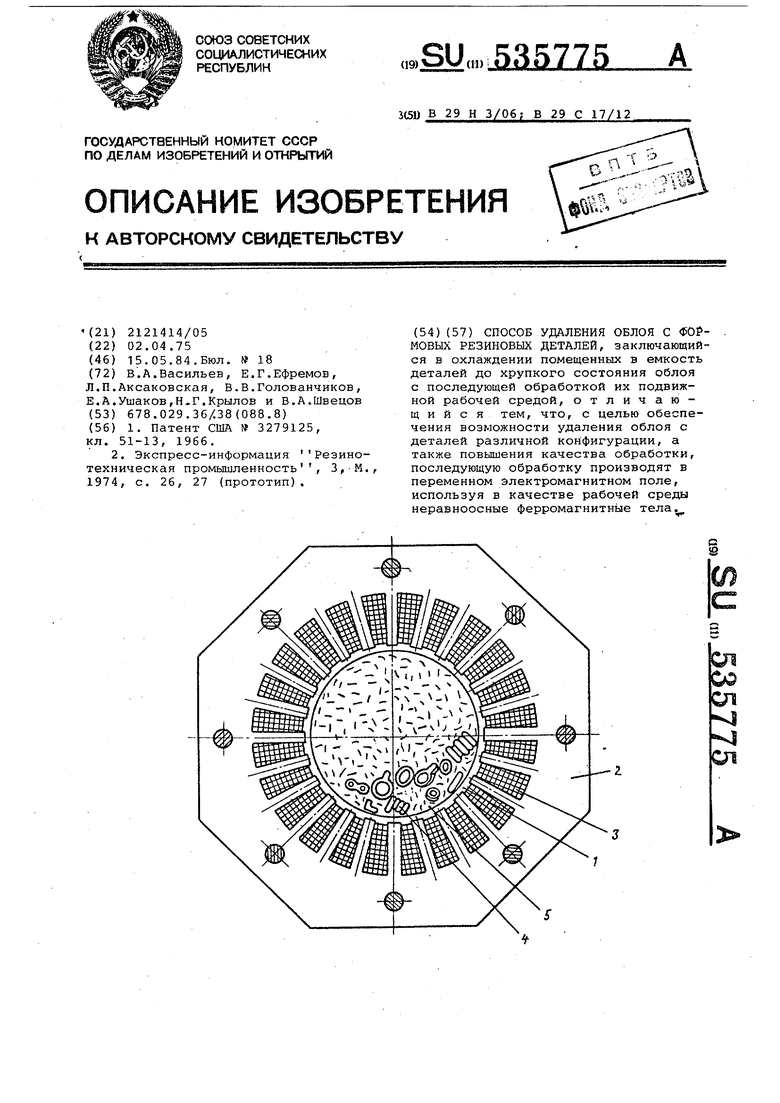
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3279125, кл, 51-13, 1966.2 | |||
| Экспресс-информация ''Резинотехническая промышленность'', 3,-М.| 1974, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
