(54) СТАНОК ДЛЯ ОБТОЧКИ ФЛАНЦЕВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| ДВУХШПИНДЕЛЬНЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ТОКАРНОЙ ОБТОЧКИ ПОРШНЕЙ И ПРОРЕЗАНИЯ В НИХ КАНАВОК | 1992 |
|
RU2057620C1 |
| ПОДЪЕМНО-ЦЕНТРИРУЮЩАЯ СИСТЕМА КОЛЕСОТОКАРНОГО СТАНКА | 2020 |
|
RU2722496C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| СИСТЕМА ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ КОЛЕСНОЙ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2773258C2 |
| Устройство для автоматической смены инструментов | 1978 |
|
SU902656A3 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
1
Изобретение может найти применение при обточке фланцев труб или клапанов, имеющих ровное отверстие.
Известны станки для обточки фланцев на трубе, содержащие опорную стойку с основанием для установки в отверстие трубы, снабженным выдвижными в радиальном направлении зажимами для его центрирования по внутренним стенкам трубы, и смонтированную на опорной стойке раму, поворотную от двигателя через редуктор и несущую токарный инструмент с механизмом радиальной подачи в зависимости от вращения поворотной рамы.
С целью повыщения точности базирования основание станка смонтировано на опорной стойке с возможностью установочного перемещения вдоль оси обрабатываемой трубы с фланцем, а выдвижные в радиальном направлении зажимы установлены на платформе, связанной через регулировочные винты с основанием, а через рычаг - с измерительным устройством, щуп которого введен в соприкосновение с фланцем обрабатываемой трубы. Для удобства обслуживания, монтажа и демонтажа станок имеет вертикальную компоновку, его приводной двигатель установлен на опорной стойке, собран с редуктором при
помощи оолта, воздействующего на основание через переходные втулкп, размещенные в корпусе опорной стойки.
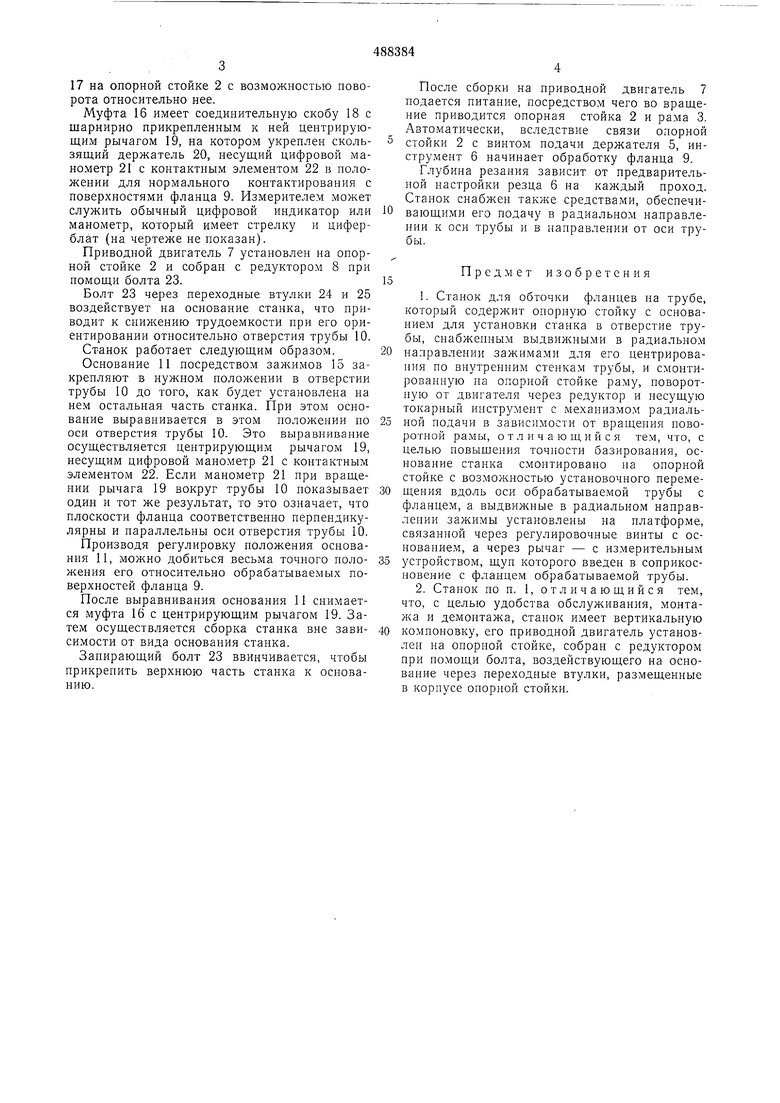
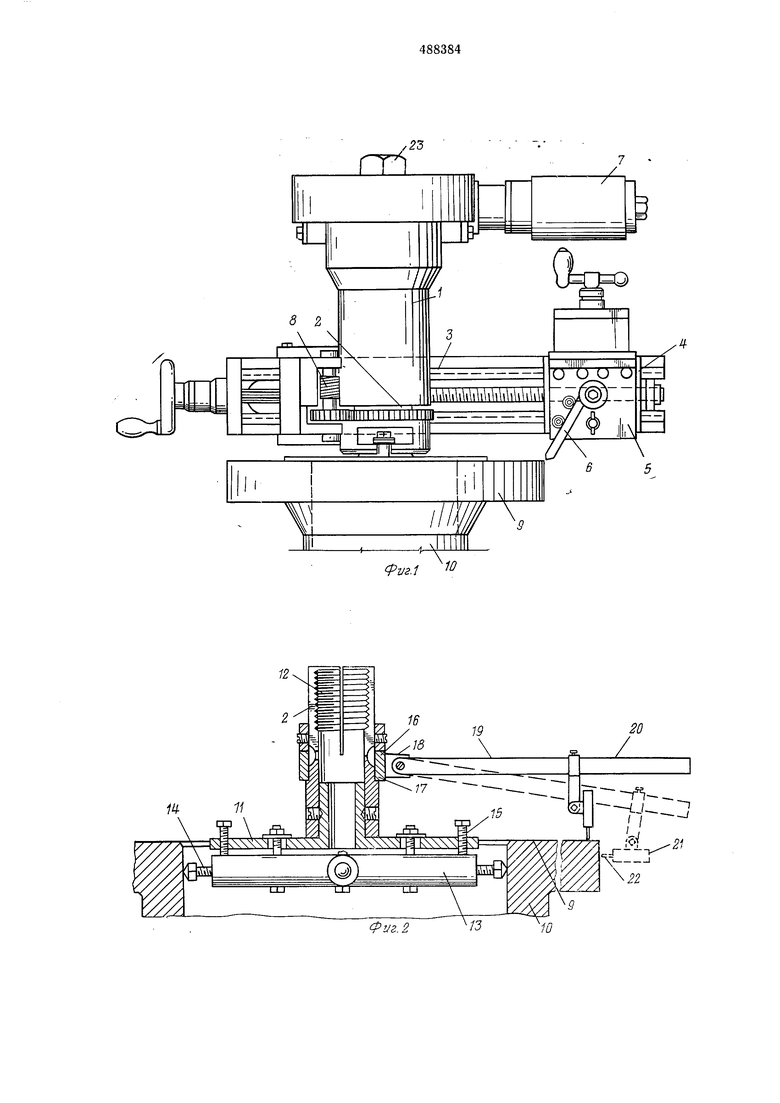
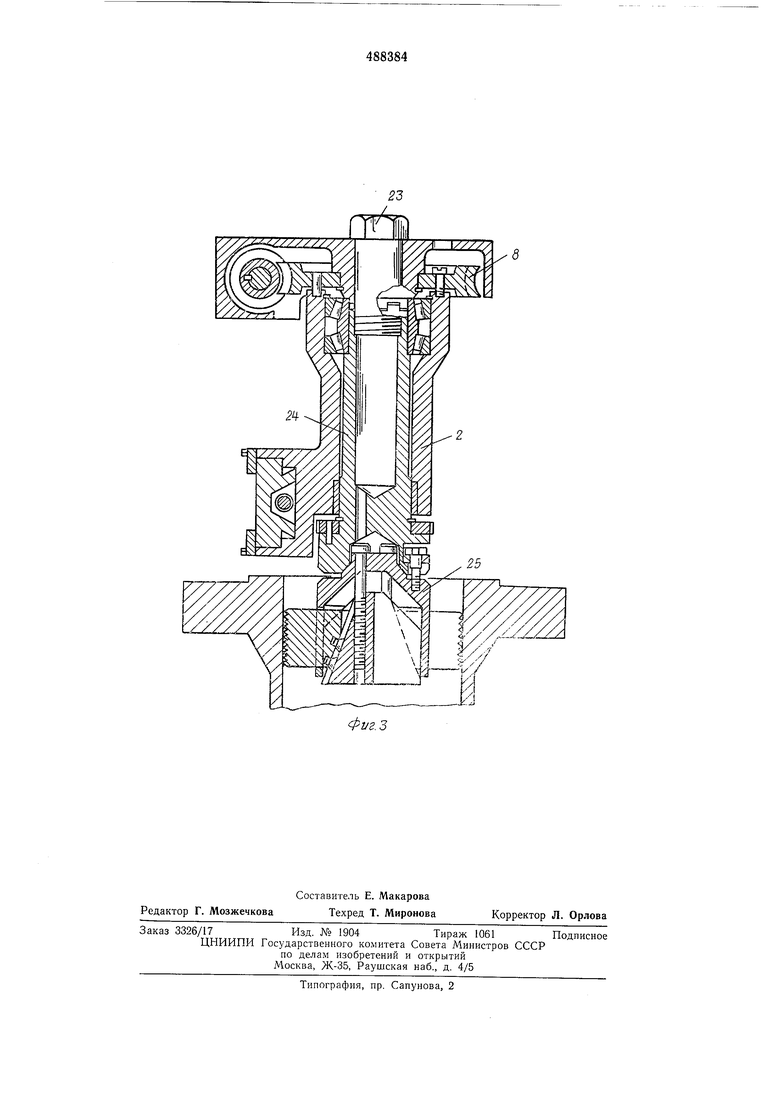
Иа фиг. 1 показан предлагаемый станок, общий вид; на фиг. 2 - основание станка; на фиг. 3 - станок, продольный разрез.
Станок содержит корпус 1, опорную стойку 2, смонтированную на ней ра.му 3. Рама 3 снабжена направляющими 4, на которых установлен держатель 5 токарного инструмента 6. Иа раме 3 смонтирован приводной двигатель 7 и редуктор 8. Приводной двигатель 7 служит для поворота рамы 3 и для движения инструмента 6 по поверхности фланца 9 обрабатываемой трубы 10. Для движения инструмента 6 предусмотрен механизм радиальной подачи (на чертеже не показан), кинематически связанный с приводом 7. Для установки в отверстие трубы станок имеет основание 11,
закрепленное с помощью подвижного элемента 12 на опорной стойке 2.
Платформа 13, снабженная выдвижными в радиальном направлении зажимами 14 для центрирования станка по внутренним стенкам трубы 10, связана с основанием 11 при помощи регулировочных винтов 15. Муфта 16 закреплена при помощи выступа
17 на опорной стойке 2 с возможностью новорота относительно нее.
Муфта 16 имеет соединительную скобу 18 с шарнирно прикренленным к ней центрирующим рычагом 19, на котором укреплен скользящий держатель 20, несущий цифровой манометр 21 с контактным элементом 22 в положении для нормального контактирования с поверхностями фланца 9. Измерителем может служить обычный цифровой индикатор или манометр, который имеет стрелку и циферблат (на чертеже не показан).
Приводной двигатель 7 установлен на опорной стойке 2 и собран с редуктором 8 при помощи болта 23.
Болт 23 через переходные втулки 24 и 25 воздействует на основание станка, что приводит к снижению трудоемкости при его ориентировании относительно отверстия трубы 10.
Станок работает следующим образом.
Основание 11 носредством зажимов 15 закрепляют в нужном положении в отверстии трубы 10 до того, как будет установлена на нем остальная часть станка. При этом основание выравнивается в этом положении по оси отверстия трубы 10. Это выравнивание осуществляется центрирующим рычагом 19, несущим цифровой манометр 21 с контактным элементом 22. Если манометр 21 при вращении рычага 19 вокруг трубы 10 показывает один и тот же результат, то это означает, что плоскости фланца соответственно перпендикулярны и параллельны оси отверстия трубы 10.
Производя регулировку положения основания 11, можно добиться весьма точного положения его относительно обрабатываемых поверхностей фланца 9.
После выравнивания основания 11 снимается муфта 16 с центрирующим рычагом 19. Затем осуществляется сборка станка вне зависимости от вида основания станка.
Запирающий болт 23 ввинчивается, чтобы прикрепить верхнюю часть станка к основанию.
После сборки на приводной двигатель 7 подается питание, посредством чего во вращение приводится опорная стойка 2 и рама 3. Автоматически, вследствие связи опорной стойки 2 с винтом подачи держателя 5, инструмент 6 начинает обработку фланца 9.
Глубина резания зависит от нредварительиой настройкн резца 6 на каждый проход. Станок снабжен также средствами, обеспечивающими его подачу в радиальном направлении к оси трубы и в направлении от оси трубы.
Предмет изобретения
направлении зажимами для его центрирования по внутренним стенкам трубы, и смонтированную на опорной стойке раму, поворотпую от двигателя через редуктор и песущую токарный ипструмепт с механизмом радиальной подачн в зависимости от вращения поворотной рамы, отличающийся тем, что, с целью повышения точности базирования, основание станка смонтировано на опорной стойке с возможностью установочного перемещения вдоль оси обрабатываемой трубы с фланцем, а выдвижные в радиальном нанравлении зажимы установлены на платформе, связанной через регулировочные винты с основанием, а через рычаг - с измерительным
устройством, щуп которого введен в соприкосновение с фланцем обрабатываемой трубы.
компоновку, его приводной двигатель установлен на опорной стойке, собран с редуктором при помощи болта, воздействующего на основание через переходные втулки, размещенные в корпусе опорной стойкн. o
г/г/ 0
.2 u
