(54)
ШТАМП
3
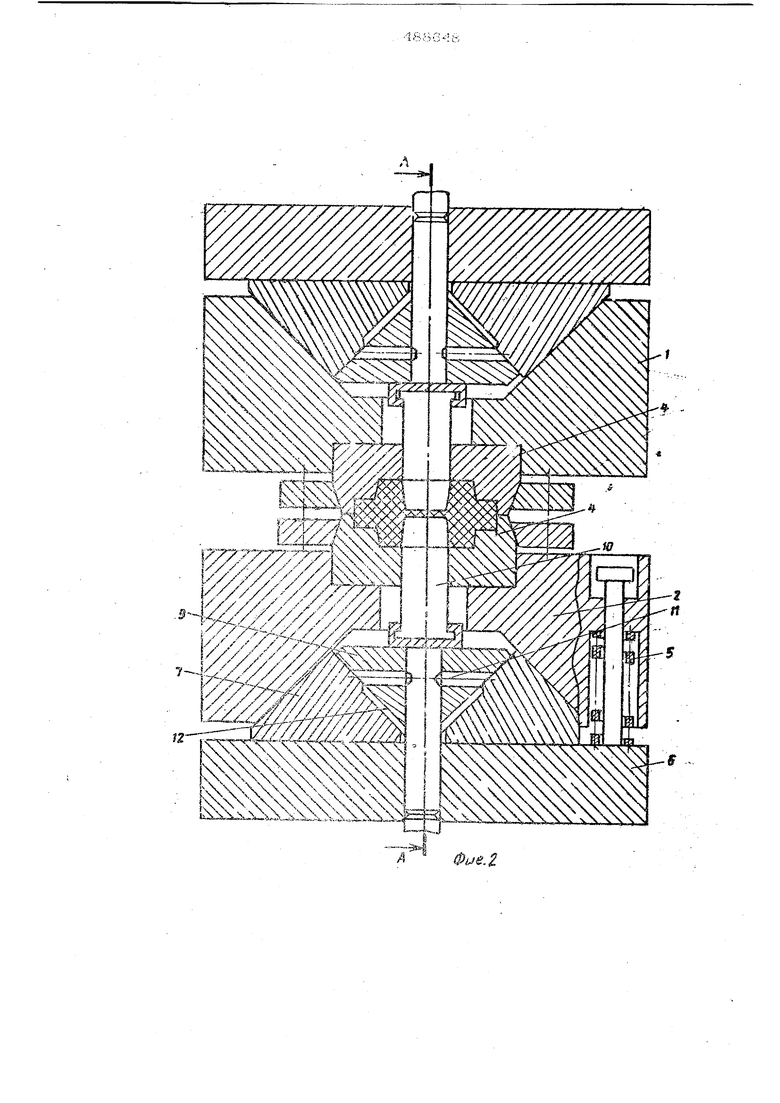
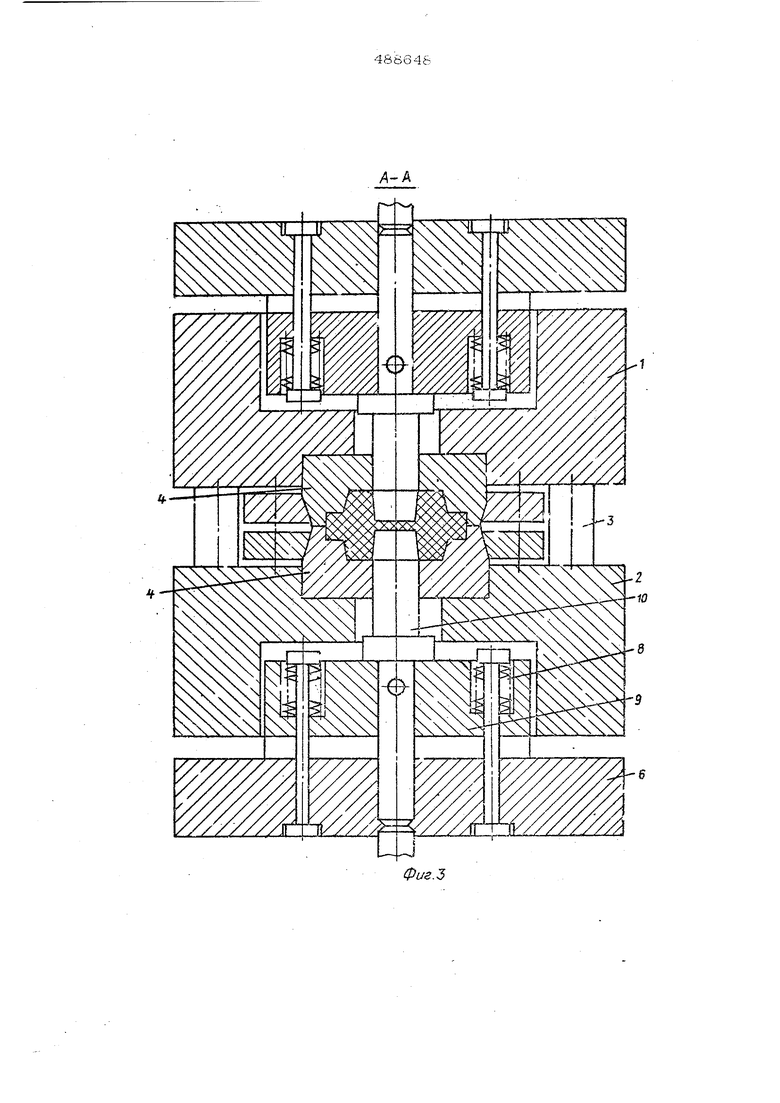
Перед штамповкой клиновая обойма 1 находится, под действием пружин 5 в крайнем верхнем псложении, бокорые полаушки 7 разведены, опорная призма 9 под действием прулшн 8 занимает крайнее нижнее положение. При этом один конец фиксатора 11 входит в копирный паз 12, а другой обеспечивает свободное перемещение пуансона 10..
При движении вниз вместе с ползуном пресса верхней части штаглпа полуматрицы 4 смыкаются, образуя ручей. При дальнейшем дви:йсении верхней части штампа усилие зажима передается от полуматриц ;4 через клиновую обойму 1 на горизонтально перемещающиеся по основанию 6 боковые ползущки 7. При этом опорная призма 9, взаимодействуя с клиновыми поверхностями -боковых ползушек 7, перемещается вверх до заверщения процесса штамповки вместе с фиксатором 11, один коней которого выходит из копирного паза 12 на поверхность боковых ползушек 7, а другой входит в углубление,пуансона О
При движении ползуна пресса вверх клиновая обойма 1 вместе с полуматрицей 4 под действием пружин 5 возвращается а исходное (верхнее) положенце, снимая поковку с пуансона Ю, который удержи-г ;Вается фиксаторами- 11 и вместе с опорной призмой 9 под действием пружин 8
4
возвращается в походное (нижнее) положение. При этом опорная призма 9 , разд-) вигает боковые ползушки 7, освобождая в концехода пуанеон 10 от фиксаторов 11, один кинец которого попадает в паз боковых ползушек 7, а в другой выходит из углубления пуансона Ю.
После этого толкатель пресса через пуансон 10 вь талкивает поковку.
Формула изобретения
Штамп, содержащий полуматрицы, раэмешенные на верхней и нижней плитах,
каждая из которых выполнена в виде клиновой обоймы, в которой установлены взаимодействующие с клиновыми поверхностями обоймы клиновые пслзушки, атакже размещенная между ними опорная призма
с установленным в ней пуансоном с.хвостовиком, о т л и. ч а Ю щ и и с я .тем, что, с целью повышения aдeжнocти ра-
боты штампа, он снабркен фиксаторами размещенными в выполненных в каждой из
опорных призм отверстиях, перпшщикулярных к осям, пуансонов, фиксаторами, установленными с возможностью взаимодействия .одними своими торцами с профилированными поверхностями, выполненными на хвостовиках пуансонов, а другими - с профилированными поверхностями на клиновых ползушках.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1974 |
|
SU521057A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU539657A1 |
| Грейферное устройство к штампу | 1985 |
|
SU1359043A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |


Фиг. 1
Фие.2
