1
Изобретение относится к области обработки металлов давлением, в частности к устройствам для формообразования тел вращения из листовой заготовки.
Известно устройство для гибки, содержащее ходовой винт и связанные с ним ползуны, несущие поворотные зажимы.
Недостатком этого устройства является то, что в нем нельзя получить фиксированного стыка концов полосы, поскольку зажимы не имеют строго определенного закона перемещения в пространстве.
С целью повыщения качества формуемого изделия путем фиксирования положения стыка в пространстве в предлагаемом устройстве зажимы связаны с ползунами посредством щестерен, несущих оси, на которых с возможностью поворота установлены зажимы, при этом устройство снабжено зубчатой рейкой, расположенной параллельно ходовому винту и взаимодействующей с щестернями.
С целью получения правильной формы кольца при отклонениях размеров заготовки по щирине и толщине устройство может быть снабжено вертикально подпружиненным упором, расположенным в одной вертикальной плоскости с линией стыка кольца.
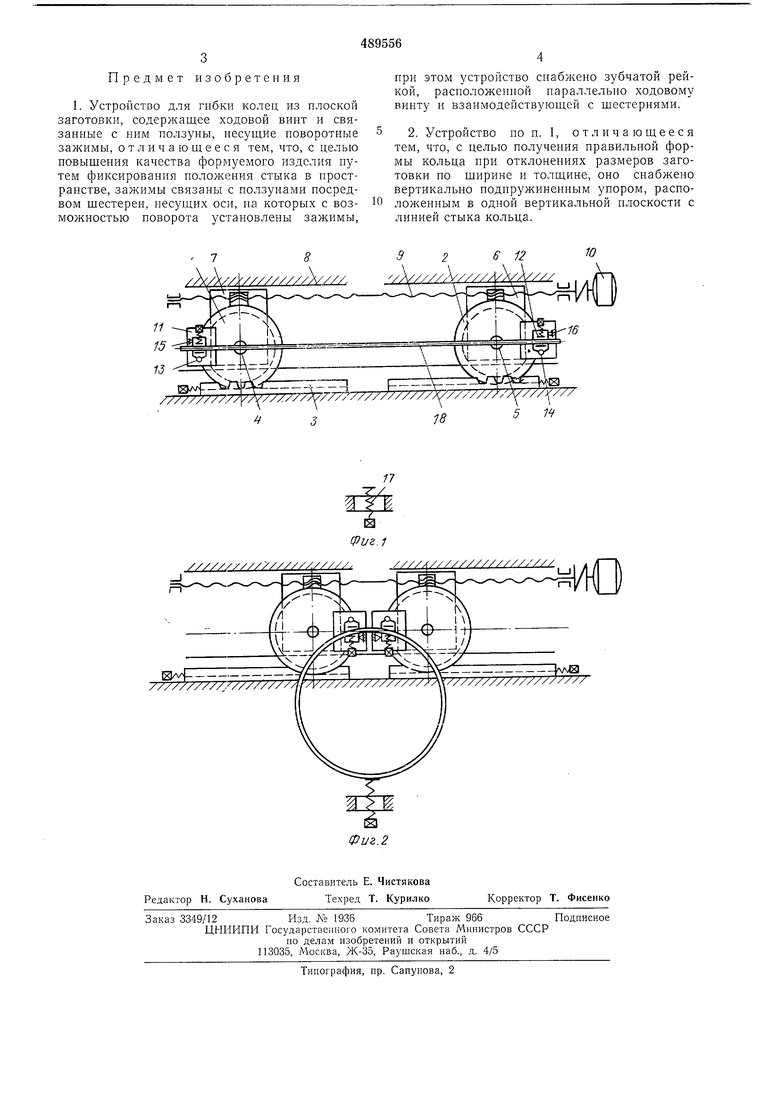
На фиг. 1 показано устройство в начальный момент формообразования; на фиг. 2 - то же, в конечный момент.
Устройство для изготовления колец состоит из двух шестерен 1 и 2, находящихся в зацеплении с подвижной рейкой 3. Оси 4 и 5 щестерен соединены с ползунами 6 и 7, перемещающимися в направляющих 8 с помощью ходового винта 9, имеющего правую и левую резьбу, который приводится во вращение приводом 10, например электромотором.
Зажимы И и 12, закрепленные на щестернях 1 и 2, установлены соответственно на осях 13 и 14, причем их поворот вокруг этих осей ограничен упорами 15 и 16, позволяющими поворачивать зажимы 11 и 12 только в сторону вращения шестерен 1 и 2.
Регулируемый подпружиненный упор 17 служит для компенсации отклонений размеров заготовки 18 по ширине и толщине. Устройство работает следующим образом. Заготовка 18 подается в зажимы 11 и 12, и
после зажатия включается привод 10, вращающий винт 9. При этом ползуны 6 и 7 начинают равномерное встречное движение, а щестерни 1 и 2 - встречное вращение и обкатывание по рейке 3. Зажимы 11 и 12 с концами заготовки 18 соверщают при этом движение по циклоиде, и при встречном повороте каждого зажима на ISO заготовка 18 сворачивается в кольцо, а концы ее сходятся встык. В момент соединения концов заготовки начиется процесс сварки.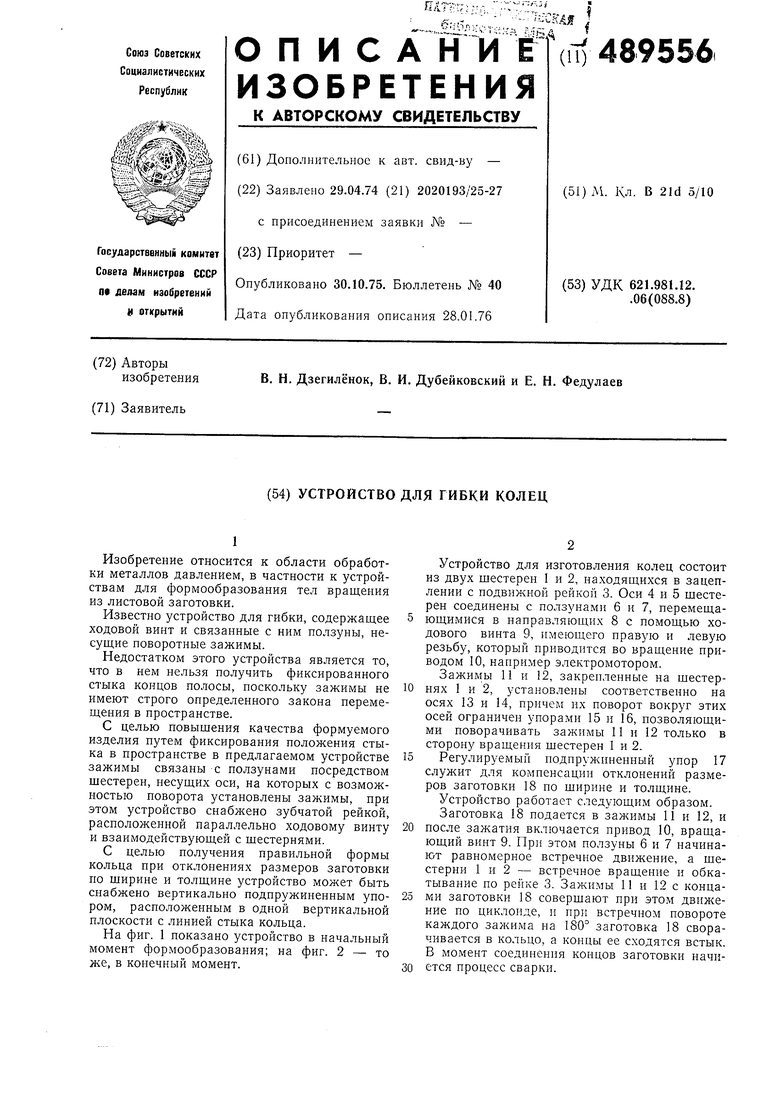
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Устройство для гибки колец | 1978 |
|
SU749490A1 |
| РЕВОЛБВЕРНАЯ ГОЛОВКА | 1969 |
|
SU234106A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Устройство для перемещения и ориентирования штучных заготовок | 1987 |
|
SU1433588A1 |
| Устройство для гибки колец | 1976 |
|
SU593774A1 |
| Режущее устройство | 1978 |
|
SU778957A1 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| УСТАНОВКА ДЛЯ ГИБКИ ТРУБ ДЛЯ ЗЛ^ЕЕВИКОВ | 1973 |
|
SU408690A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
