I
Известно устройство для удаления грата нрн сварке трениел, содержащее корпус, резец п сменные обжимные ролики.
С целью упрощения конструкции, оно выполнено в внде планетарного фрикционного устройства, Б котором в качестве солнца использованы свариваемые заготовки, а в качестве сателлитов - обжимные ролики, охваченные упругим кольцом и размещенные в корпуее, несущем резец.
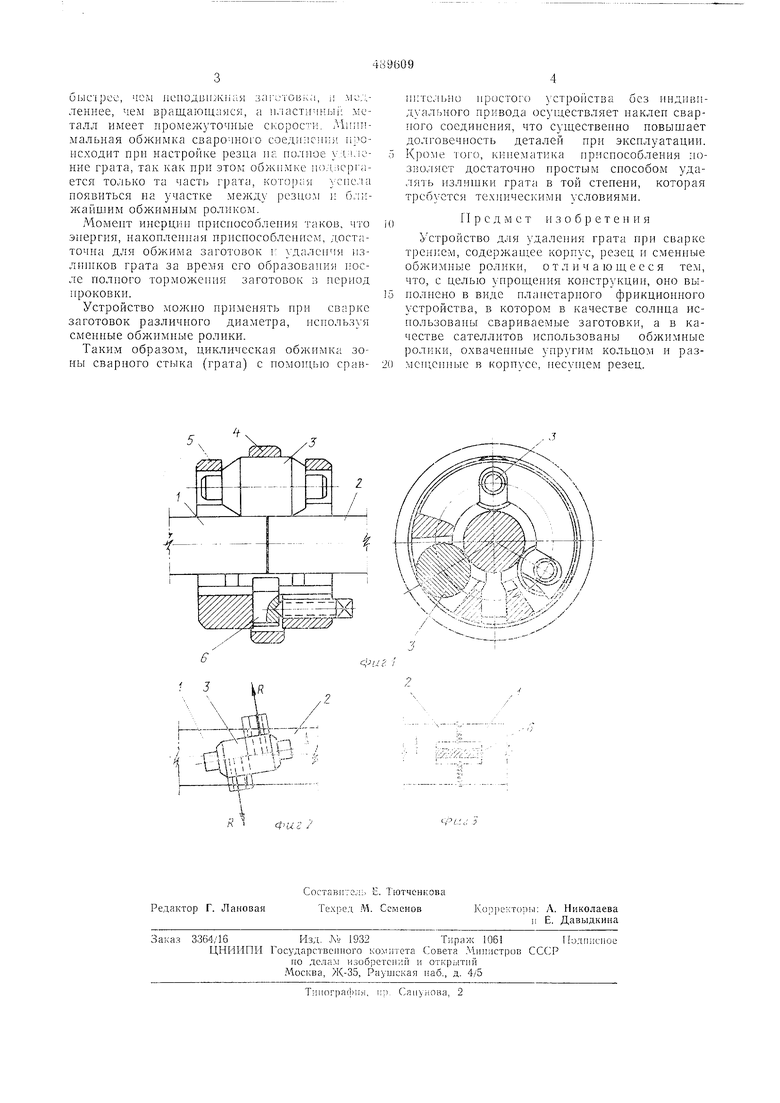
На фиг. 1 показан схематический разрез фрикционного планетарного устройства для удалення грата, установленного на свариваемых заготовках; на фиг. 2 показана схема воздействия усилия заготовок на ролик; на фиг. 3 - схема действия двустороннего резца.
Работает устройство следующим образом.
Перед началом процесса сварки устройство устанавливается соосно с заготовкамн неподвижной 1 и вращающейся 2 и при соприкосновенин заготовок самоустанавливается так, что середииа роликов 3 находится над зоной сварного стыка, а упругое кольцо 4 прпжилтает ролики к заготовкам. Неподвижная заготовка 1 оказывает тормозящее действие на ролик, незначительно поворачивая его относительно оси приспособления в пределах зазоров опор. Реакция воздействия заготовок на ролик R пропорциональна длинам контактных линий, равных по величине и направленных в противоположные стороны. Благодаря этому ролик соверщает чистое скольжение относительно неподвижной заготовки и не вращается относительно каретки 5. В случае осевого смещения ролика в сторону какой-либо заготовки увеличивается воздействие последней на ролик. Разность реакций поворачивает ролик в каретке, и это двил-сенпе приводит к осевому смен1,ени1О ролика в противоположном направлении.
Обл имные ролики скользят одновременно по двум заготовкам, подвнжной и ненодвпжной. При этом окруясная скорость ролика в месте контакта с заготовками будет равна полусумме скоростей заготовок. Таким образом, каретка с роликами п обжимным кольцом всегда будет иметь определенную скорость вращения, направленную в сторону враи,ения ПОДВИЖНО заготовки. В пластичном материале сварного стыка всегда будет находиться плоскость, относительно которой каретка роликов будет неподвижна, причем пг обе сторо ы этой плоскости скорости пластичного металла относительно каретки будут иа1:р;:влеиы Б противоположные стороны. Поэтому закрепле 1;1ыГ1 на каретке двусторонний резец 6 удаляет зли111ки грата двумя режущими крод:ка:.1:, -;ак это показапо lia фиг. 3. Необходимость ирименения двустороннего резца определяется тел, что резец движется
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| Суппорт | 1985 |
|
SU1324802A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением | 1984 |
|
SU1260144A1 |
| Способ сварки трением разнородных материалов | 1986 |
|
SU1357169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Способ сварки трением с перемешиванием и устройство для его осуществления | 2015 |
|
RU2630147C2 |
