1
Изобретение относится к области сварки, а именно к сварке трением разнородных материалов, и может быть, использовано при производстве режуще го инструмента, сварке кабелей с наконечниками (AI+CU), а также других изделий инструментально, электротехнической, авиационной и других отраслей промышленности.
Цель изобретения - экономия материала и получение надежного сварного соединения за счет создания одинаковых пластических свойств материалов на торцах заготовок.
На чертеже изображена схема осуще ствления предлагаемого способа.
Способ осуществляют следующим образом.
Ведущая шестерня 1 передает враще ние на инструмент в виде диска 2, кбторый опирается на поддерживающие опорные ролики 3. С двух сторон к диску 2 подводят заготовки 4 и 5 из разнородных материалов, которые при- жимают к нему с усилием Р. и Р , выбираемым из выражения Р Ti f2-K2
Pl T -r-K/
где Р и Р - усилия прижатия соответственно первой и второй заготовок к инструменту в период нагрева;
f и f- - коэффициенты трения на контакте с инструментом соответст- венно первой и второй заготовок;
Т, и Tj - значения температур, при которых материалы первой и второй заготовок имеют одинаковую пластичность; К, и К - коэффициенты, учитывающие теплофизические свойства материалов первой и второй заготовок.
После достижения необходимых для сварки температур и соответственно пластичности на торцах заготовок вращаемый диск 2 удаляют из стыка и производят осадку и сварку.
В лабораторных условиях на переоборудованной для осуществления предлагаемого способа сварки трением машине типа МТС-200,1-ГД-88 проведены
5
0 5
0
5
0
5
0
69 .
опытные сварки заготовок диаметром 40 мм из стали 38ХНМ и бронзы БрАЖ 9-4.
Сварку производят по следующим режимам: скорость вращения инструмента 900 об/мин; усилие прижатия бронзовой заготовки 3 кг/мм ; усилие прижатия ,стальной заготовки 5 кг/мм ; время нагрева 25 с; усилие осадки 7 кг/мм ; время осадки 3с.
При этом величина осадки составляет 10 мм от торца каждой из заготовок. Качество сварного соединения проверяют на образцах при растяжении. Разрыв происходит по основному металлу бронзовой заготовки, т.е. сварное соединение во всех случаях прочнее основного металла бронзовой заготовки.
Для сравнения прогедена сварка трех образцов из тех же материалов и размеров. Режимы сварки прежние, за исключением усилия прижатия, которое одинаково для бронзовой и стальной заготовок и составляет 5 кг/мм. Величина осадки стальной заготовки 10 мм, бронзовой 15 мм. Кроме того, при металлографическом анализе качества материала сварного соединения в стыке обнаружены окисные включения, ухудшающие качество сварки, т.е. рас- -ход металла, идущего в грат со стороны бронзовой заготовки на 50% больше, чем по предлагаемому способу, а качество соедине ния ниже.
Изобретение позволяет экономить металл и способствует повьщ1ению качества сварных соединений из разнородных материалов.
Формула изобретения
Способ сварки трением разнородных материалов, заключающийся в том, что перед сваркой между торцами заготовок размещают инструмент в виде диска, сообщают ему относительное вращение, прижимают к нему свариваемые заготовки с некоторым осевым усилием, осуществляют нагрев торцов заготовок, удаляют инструмент из стыка и производят осадку в среде инертного газа , отличающийся тем, что, с целью экономии материала и получения надежного сварного соединения за счет создания одинаковых пластических свойств материалов на торцах заготовок, предотвращают осевое перемещение диска, а осевое усилие прижатия при нагреве выбирают цированно из соотношения
Р, T,f.Kj
.-K.
Р и
- усилия прижатия соответственно первой и второй заготовок к инстf.
рументу в период нагрева;
- коэффициенты трения на контакте металла с
К
O
инструментом соответственно первой и второй заготовок;
и Tj - значения температур, при которых материалы первой и второй заготовок имеют одинаковую пластичность;
и Kj - коэффициенты, учитывающие теплофизические свойства материалов первой и второй заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ сварки трением полых цилиндрических изделий | 1986 |
|
SU1344550A1 |
| Способ сварки трением | 1985 |
|
SU1375423A1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| Способ сварки трением через промежуточную прослойку | 1987 |
|
SU1466897A1 |
| Способ инерционной сварки трением | 1983 |
|
SU1113229A1 |
Изобретение относится к области сварки и может быть использовано при сварке трением разнородных материалов. Изобретение позволяет получить надежное сварное соединение из разнородных материалов за счет создания одинаковых пластических материалов на торцах свариваемых заготовок в момент времени перед осадкой. Это достигается способом сварки трением, при котором осевые усилия прижатия свариваемых заготовок 4 и 5 к промежуточному вращающемуся диску 2 устанавливают дифференцированно и выбирают из соотношения Т, f ,jK, Д,, где Р и Р - усилия прижатия соответственно первой и второй заготовок к инструменту в период нагрева; f и f - коэффициенты трения на контакте металла с инструментом в период нагрева соответственно первой и второй заготовок; Т и Т - значения температур, при которых материал соответственно первой и второй заготовок имеет одинаковую пластичность; К и K,j - коэффициенты, учитывающие теплофизические свойства материалов первой и второй заготовок. После достижения необходимых для сварки температур и соответственно пластичности вращаемый диск 2 удаляют из зоны стыка и выполняют осадку и сварку в среде инертного газа. Изобретение экономит металл и обеспечивает высокое качество сварного соединения. 1 ил. а W 00 сд 05 о Л r,f,/t, г,/,,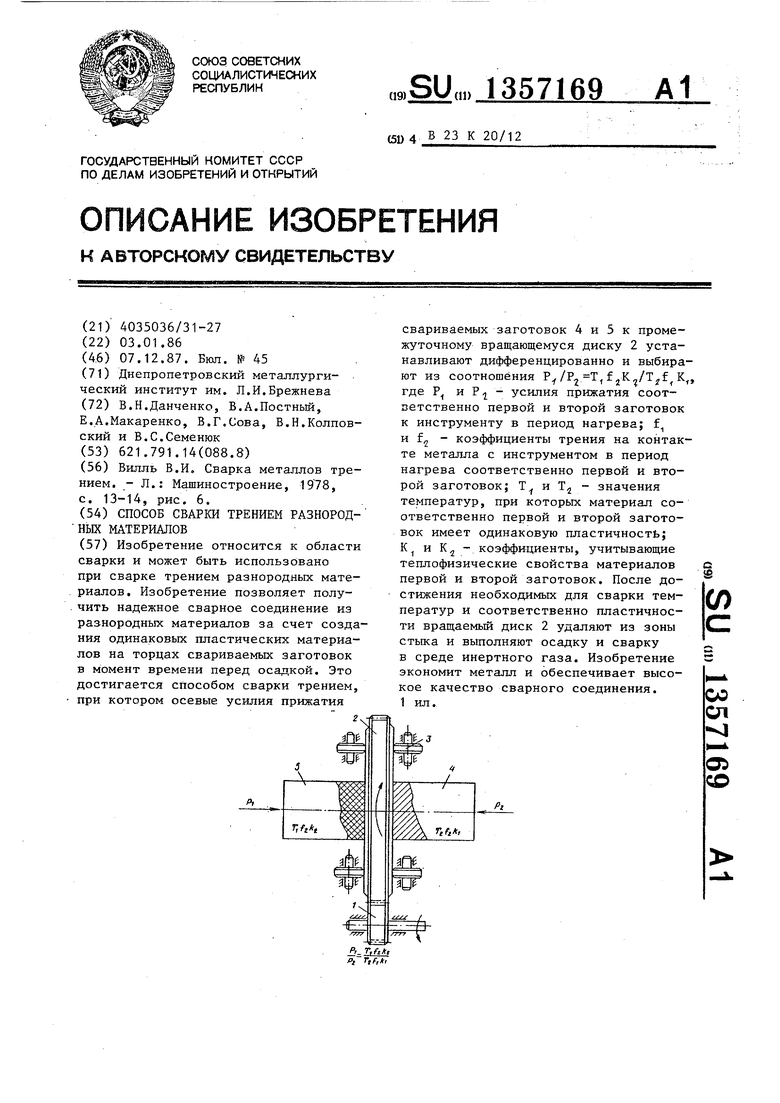
| Вштль В.И | |||
| Сварка металлов трением | |||
| - Л.: Машиностроение, 1978, с | |||
| Насос | 1917 |
|
SU13A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
