и может перемещаться радиально при перемещении резцовой головки 3 относительно корпуса 4.
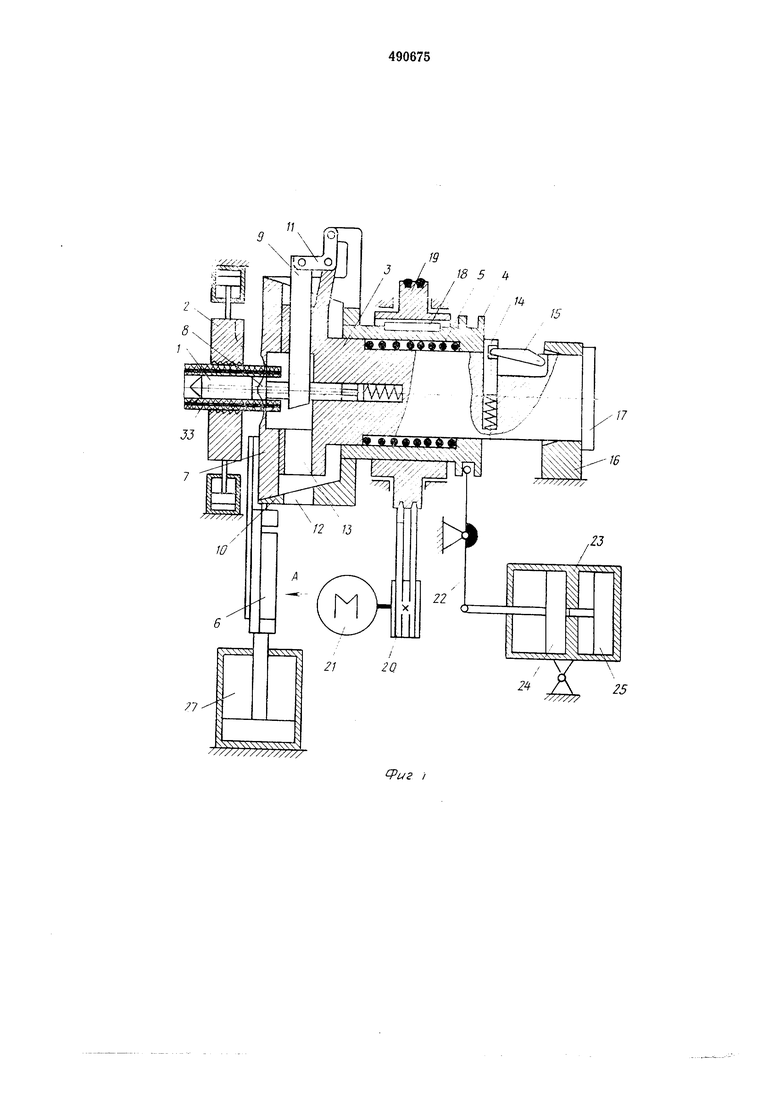
Корпус 4 и резцовая головка 3 имеют окна 12 и 13 для удаления резиновых колец. В хвостовой части резцовая головка 3 имеет подпружиненный фиксатор 14, утапливаемый собачкой 15 при взаимодействии ее с упором 16, а также буртик 17. Корпус 4 вместе с резцовой головкой 3 через шпонку 18, шкив 19, клиноременную передачу 20 получает вращение от электродвигателя 21, а также осевое перемещение через рычаг 22 и трехпозиционный силовой цилиндр 23 с двумя поршнями 24 и 25 с разной длиной хода.
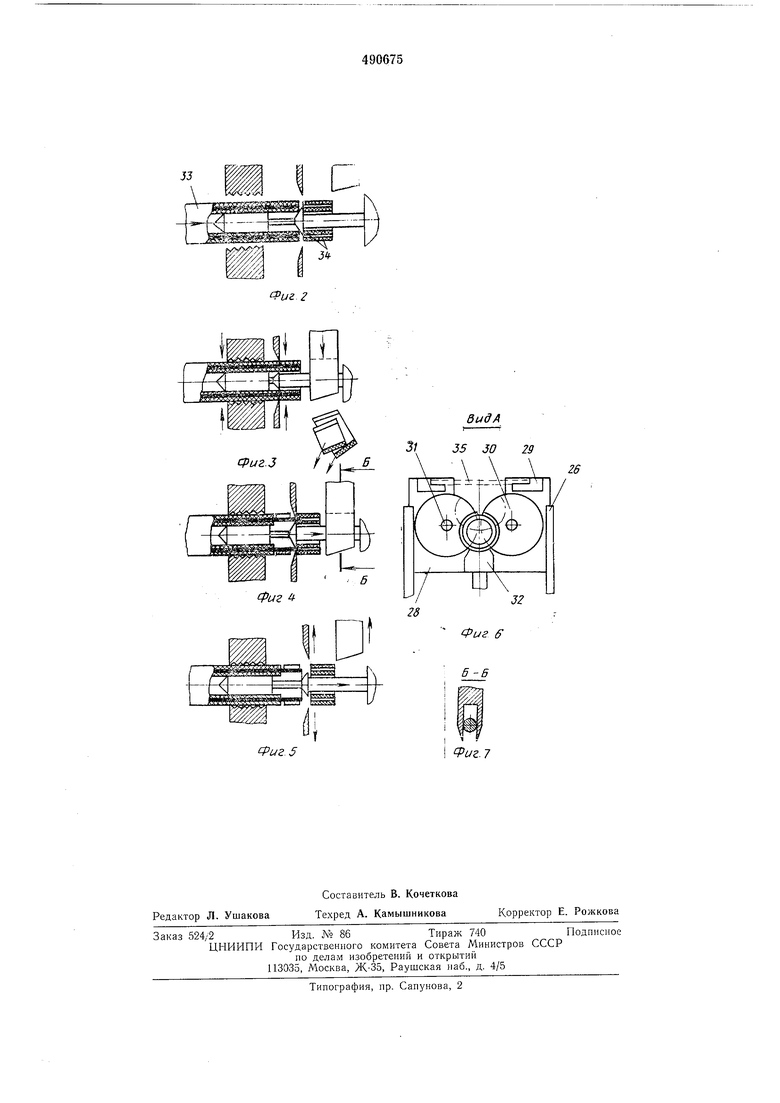
Механизм обжатия подвижно установлен в направляющих 26, он включает силовой цилиндр 27. На корпусе 28 механизма обжатия закреплены ложементы 29, на которые устанавливаются обжимные пластины, два профильных диска 30, вращающихся вокруг осей 31, а также упор 32.
Устройство работает следующим образом.
Рукав 33 устанавливают на оправку 1 до упора в конусный нож 8, затем зажимают его в тисках 2. Поршень 24 цилиндра 23 через рычаг 22 перемещает корпус 4 вместе с резцовой головкой 3 и вводит конусный нож 8 в отверстие рукава. Резцовая головка 3 при этом получает вращение через клиноременную передачу 20 от электродвигателя 21 и, достигнув упора 16 буртиком 17, останавливается, а корпус 4 продолжает движепие, сжимая пружину 5. Обойма 10 перемещает резцы 7 в радиальном направлении, а вильчатый нож 9, перемещаемый рычагом 11, разрезает резиновые кольца 34 и удаляет их через окна 12 и 13.
Подпружиненный фиксатор 14 в конце хода фиксирует положение резцовой головки 3 относительно корпуса 4, а также положение резцов 7. Происходит надрез резиновых слоев снаружи и внутри рукава, после чего вращение резцовой головки прекращается. Поршень 25 цилиндра 23 толкает поршень 24 и рычагом 22 отводит резцовую головку 3 вместе с корпусом 4 на ширину пластины 35. Происходит неполное стягивание резиновых слоев с рукава, резцы 7 и нож 8 находятся еще в контакте с металлической оплеткой рукава и препятствуют ее расплетанию. Корпус 28 механизма обжатия 6 по направляющим 26 перемещается цилиндром 27 вместе с пластиной вверх и профильными дисками 30 обжимает пластину вокруг металлической оплетки рукава до упора 32, после чего механизм обжатия возвращается в исходное положение. Затем путем перемещения штока 24 возвращается в исходное положение корпус 4, при этом собачка 15, взаимодействуя с упором 16, утапливает фиксатор 14, резцовая головка 3 под действием пружины 4 выдвигается из корпуса 4, а подпружиненные резцы 7 отходят от рукава. Происходит окончательное снятие резиновых слоев. Тиски разжимают и рукав снимают с оправки 1.
При такой разделке конца рукава повышается качество последующей сборки рукавов с заделками путем предохранения металлической оплетки от расплетапия обжатием ее пластиной, являющейся деталью конструкции заделки рукава.
Предмет изобретения
1. Устройство для разделки концов трубчатых полимерных заготовок, например резиновых рукавов, включающее узел зажима рукава и вращающуюся резцовую головку с силовым цилиндром ее осевого перемещения с установленными на ней радиально подвижными резцами, отличающееся тем, что, с целью повышения производительности устройства путем одновременного снятия верхнего и внутреннего слоев и предохранения от расплетания металлической оплетки, устройство снабжено закрепленным на резцовой головке конусным ножом, режущая кромка которого расположена в плоскости подвижных резцов, и механизмом обжатия оплетки.
2.Устройство по п. 1, отличающееся тем, что механизм обжатия металлической оплетки выполнен в виде смонтированных в подвижном корпусе поворотных профильных дисков и ложементов для укладывания обжимных пластин.
3.Устройство по п. 1, отличающееся тем, что, с целью автоматизации удаления снятых резиновых слоев, устройство снабжено смонтированным на резцовой головке радиально подвижным вильчатым ножом.
4.Устройство по п. 1, отличающееся тем, что с целью отвода и остановки резцовой головки в момент обжатия металлической оплетки, силовой цилиндр перемещения резцовой головки выполнен трехпозиционным в виде заключенных в один корпус двух поршней с разной длиной хода.
/7
р
JJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия верхнего слоя с конца армированной трубчатой полимерной заготовки | 1980 |
|
SU903188A1 |
| Устройство для снятия внутреннего слоя резины с рукавов | 1983 |
|
SU1167033A1 |
| УСТРОЙСТВО для СРЕЗАНИЯ ПОВЕРХНОСТНОГО СЛОЯ КОНЦА ТРУБЧАТОЙ ПОЛИМЕРНОЙ ЗАГОТОВКИ | 1970 |
|
SU274353A1 |
| Устройство для срезания поверхностного слоя с конца трубчатой полимерной заготовки | 1975 |
|
SU536983A1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| Устройство для снятия верхнего слоя резины с рукавов высокого давления | 1984 |
|
SU1232495A1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| Автоматическая линия сборки рукавов высокого давления | 1989 |
|
SU1742023A1 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1990 |
|
SU1757905A1 |
| Устройство для снятия резинового покрытия со шлангов | 1977 |
|
SU638463A1 |
иг.5
I г/г. 7
