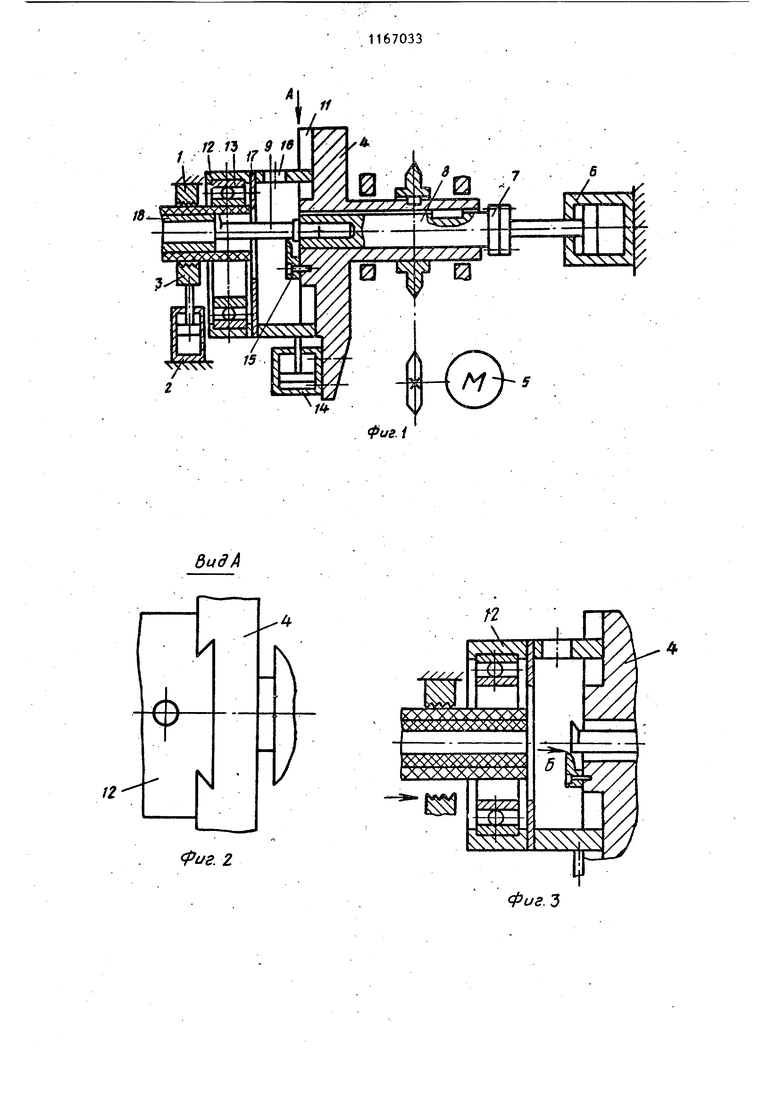
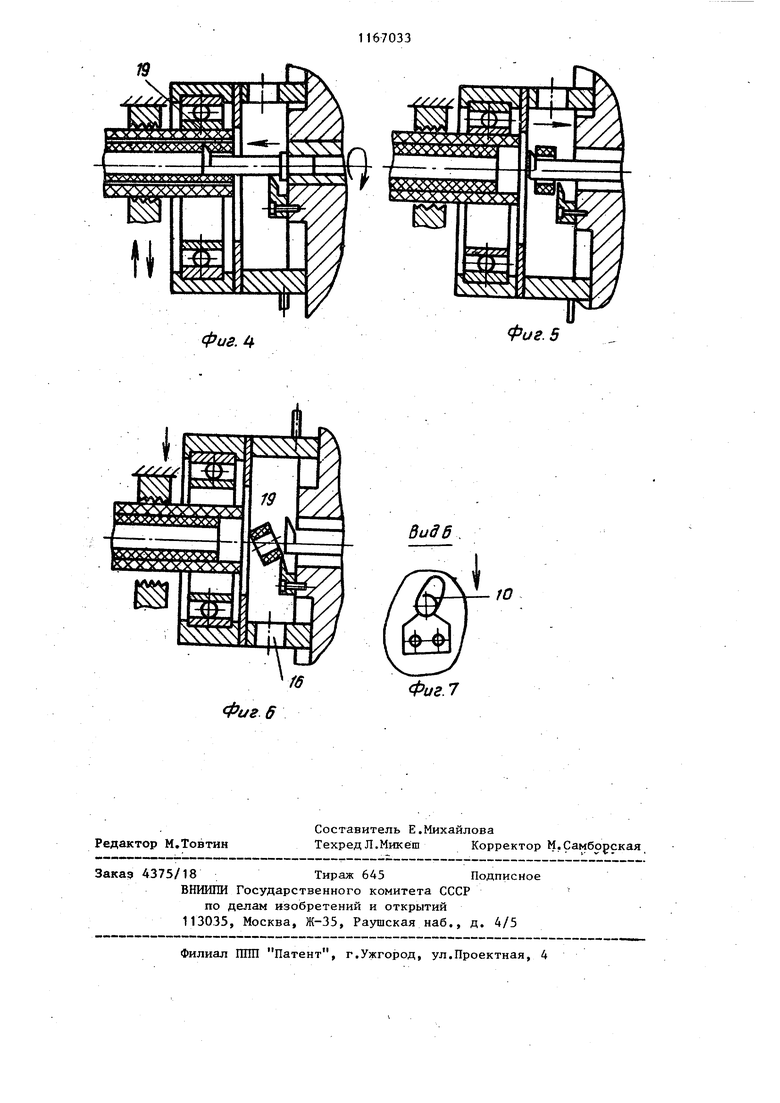
Изобретение относится к устройст вам для снятия внутреннего слоя ре ны с рукавов высокого давления, им ющих металлическую оплетку, и может быть использовано в машиностроении в процессе подготовки рукава в сбор ке с ниппелем и муфтой. Цель изобретения - повышение надежности работы и улучшение качеств обработки путем исключения подрезки металлической оплетки. На фиг. 1 изображено устройство разрез; на фиг. 2 - вид А на фиг. на фиг. 3-6 - последовательность работы устройства; на фиг, 7 вид Б на фиг. 3. Устройство содержит узел зажима рукава с неподвижной губкой 1 и с подвижной от силового цилиндра 2 1 губкой 3 и резцовую головку 4 с при водом ее вращения 5. На резцовой головке 4 установлен с возможностью осевого перемещения от силового цилиндра 6 через шариковую муфту 7 разцедержатель 8 с резцом 9, винтовая режущая кромка которого вьтолнена в виде полувитка (фиг. 7). На резцовой головке 4 установлена в направляющих 11 планшайба 12 с закрепленным на ней опорным подшипником 13 с возможностью перемещения в направлении, перпендикулярном направлению перемещения резцедержателя 8 от силового цилиндра 14 закрепленного на резцедержателе рез цовой головки 4. На резцовой головке 4 жестко закреплен упор 15, контактирующий с-нерабочей частью резца 9 для снятия с негр слоя резины, для удалени которого в планшайбе 12 предусмотрены окна 16. Для установки требуемой длины об рабатываемого участка предназначен упор 17, смонтированный в планшайбе 12. Устройство работает следующим образом. Рукав 18 устанавливается в узел зажима до упора 17. Далее работа производится в автоматическом цикле. Рукав 18 зажимается в узле зажима подвижной губкой 3 при помощи пневмоцилиндр 2. Резцовая головка 4 получает вращение через цепную передачу от электродвигателя 5, при этом начинает вращаться резцедержатель В с резцом 9 и планшайба 12 с опорным подшипником 13. Одновременно цилиндр 6 через шариковую муфту 7 вводит резец 9, установленный в резцедержателе 8, в отверстие рукава 18 на величину снимаемого внутреннего слоя резины, после чего срабатьтает цилиндр 14, перемещая планшайбу 12 до упора с определенным усилием опорного подшипника 13 через стенки рукава на режущую кромку резца 9, за счет чего происходит подрез внутреннего слоя резины до оплетки, после чего вращение резцовой головки 4 прекращается. Усилие прижима опорного подшипника 13 регулируется давлением в цилиндре 14 таким образом, чтобы не происходила подрезка металлической оплетки рукава. Цилиндр 6 отводит резцовую головку 4 вправо, при этом резец 9 вьщергивает внутренний резиновый слой, а неподвижный относительно резцовой головки ;4 упор 15 снимает его с резца, после чего резиновое кольцо 19 удаляется из устройства через окна 16 планшайбы 12. Одновременно узел зажима освобождает рукав 18, а планшайба 12 отводится в исходное положение. Затем цикл повторяется. Такая конструкция устройства обеспечивает прорезание резинового слоя с регулируемым усилием реза за счет наличия планшайбы с силовым приводом и применения резца с одной режущей кромкой в виде полувитка и позволяет оптимизировать режимы обработки.
У
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1990 |
|
SU1757905A1 |
| Устройство для разделки концов трубчатых полимерных заготовок | 1974 |
|
SU490675A1 |
| УСТРОЙСТВО для СРЕЗАНИЯ ПОВЕРХНОСТНОГО СЛОЯ КОНЦА ТРУБЧАТОЙ ПОЛИМЕРНОЙ ЗАГОТОВКИ | 1970 |
|
SU274353A1 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1983 |
|
SU1123865A1 |
| Устройство для обработки концов армированных рукавов | 1976 |
|
SU592612A1 |
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1980 |
|
SU884874A1 |
| Устройство для механической обработки рукавов | 1989 |
|
SU1676823A1 |
| Станок для снятия резинового слоя с металлической оплетки длинномерных трубчатых изделий | 1976 |
|
SU565827A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Борштанга для расточки глубоких отверстий | 1982 |
|
SU1174167A1 |
1. УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО СЛОЯ РЕЗИНЫ С РУКАВОВ, содержащее узел зажима рукава, резцовую головку с приводом ее вращения и установленньм на ней с возможностью осевого перемещения разцедержателем с резцом с винтовой режущей кромкой. отл ич ающе е с я тем, что, с целью повышения надежности работы и улучшения качества обработки путем исключения подрезки металлической оплетки, устройство снабжено механизмом поджима рукава к резку в виде установленной на резцовой головке с возможностью перемещения от привода в перпендикулярном перемещению резцедержателя направлении плашпайбы с закрепленным на ней опорным подшипником. 2.Устройство по п. 1, о т л ичающееся тем, что винтовая режущая кромка ввшолнеиа в виде полувитка.5 3.Устройство по п. 1, отличающееся тем, что оно снабжено жестко закрепленным на резцовой головке контактирующим с резцом упором для удаления с последнего снятой Г резины.
ectdA
/
N
12
ие. 2 фиг. 4 Фиг. 5
Вид 6
Фиг.
Фиг 6
| Устройство для разделки концов трубчатых полимерных заготовок | 1974 |
|
SU490675A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| Солесос | 1922 |
|
SU29A1 |
