со
о о
Г)
со Изобретение относится к средства автоматизации куэнечно-штамповочног производства. Известно устройство для подачи сменного инструмента к вертикальном гидравлическому прессу, содержащее размещенный между колоннами на направляющих нижней поперечины подвижный стол с плоскими направляющим для установки сменного инструмента, также механизм для поперечной подач инструмента на рабочую позицию подвижного стола. Основной недостаток известного у ройства - низкая производительность Для повышения производительности предлагаемое устройство снабжено ус тановленным в направляющих нижней поперечины параллельно основному по вижному столу дополнительным подвиж ,ным столом с направляющими гнездами для инструмента,, а механизм для поперечной подачи инструмента на рабо чую по зицию подвижного стола выполнен в виде размещенных по обе стор ны относительно подвижного стола на его плоских направляющих приводных фартуков с выступами на торцах, вхо дящими во впадины, предусмотренные на сменном инструменте. Направляющие основного и дополни тельного подвижного столоз, а также направляющие фартуков целесообразно расположить в одной плоскости. На фиг.1 показан пресс с основным и дополнительным столами; на фиг. 2 - -разрез А-А на фиг. , ка фиг.3 - разрез Б-Е на фиг„1. На направляюгцих . станины 2 размещеносновной подвижный стол 3, не сущий нижний неподви кный инструмент (штамповый набор , 4 (нижние штамповые наборы, Стол 3 снабжен плоскими горизонтальHbiiviK направляу-эщими на KOToprdx размещается основание штампового набогза 4. В основании штампового набора тзыполг- ен выступ б который в рабочем положении штаг«1пового набора входит в паз 7 между направляющими 5 на поверхности стол расположенный перпендикулярно напра лению передвижения стола 3. Для осу ществления рабочих переме1цений стол 3 снабжен приводными цилиндрами 8. Для подачи инструмента(штампового набора), на рабочую позицию подвижного стола 3 пресс снабжен устройством, выполненнЕзМ в виде фартуков 9 и 10, размещенных на неподвижных направляющих 11 и 12, являющихся продолжением - по поперечной оси пресса - направляющих 5 подвижного стола 3. Фартуки 9 и 10 снабжены по краям выступами 13, с котооыми гваимодействуют основания штамповых наборов 4 с помощью выполненных в них на всю ширину сквозных пазов-впадин 14. Фартук 10 связан со штоком приводного цилиндра 15. Со стороны пресса, противоположной пульту управления, параллельно подвижному столу 3 смонтирован дополнительный передвижной стол 16, имеющий несколько гнезд с направляющим, на которых размещен необходимый по технологии производства комплект штамповых наборов 17. Для осуществления рабочих перемещений стол 16 снабжен приводными цилиндрами 18. Направляющие 5 подвижного стола 3, а также направлякяцие 11 и 12 фартуков 9 и 10 и направляющие дополнительного стола 16, на которых размещены комплекты Ъггамповых наборов, расположены по горизонтали в одной плоскости. Работа осуществляется следующим образом. В процессе выполнения ковочных операций подвижный стол 3 с расположенным на нем штамповым набором 4 совершает необходимые по технологии ковки передвижения, при этом основание штампового набора, благодаря наличию в нем сквозных пазов 14, свободно проходит вдоль выступов 13 фартуков 9 и ю; По смене штампового набора подвижный стол 3 перемещают до совмещения с поперечной осью пресса, с которой совмещено свободное гнездо дополнительного стола 16. В этом положений с помощью приводного цилиндра 15 по направляющим 12 перемещают штамповый набор 4 с подвижного стола 3 в свободное гнездо стола 16, при этом фартук 9выдвигается на стол 3 и закрывает направляющие 5. После этого стол 16 с расположенными в его гнездах штамповыми наборами 17 может быть передвинут до совмещения выступа 6 основания любого из наборов 17 с пазом между направляющими; 12. В этом положении сквозные пазы 14 основания штампового набора надвигаются на выступы 13 фартуков. Приводной цилиндр 15 передвигает вновь соединившийся с фартуками штамповый набор на стол 3 по направляющим 12 и 5, которые постоянно закрыты от попадания окалины основанием штампового набора 4 и фартуками 9 и 10, соединенными с основанием по всей его ширине. Последующие операции замены штампового набора на рабочей позиции основного стола выполняются в описанном порядке. Таким образом, наличие -в прессе дополнительного передвижного стола, несущего необходимое по технологии количество штампового инструмента,и предложенное конструктивное исполнение механизма замены инструмента позволяет исключить применение
крановых средств, что улучшает условия эксплуатации пресса, повысить производительность труда, добиться экономии обрабатываемого материала и снижения затрат на его
нагрев за счет сокращения времени на смену инструмента, а также повысить надежность в работе прессе путем, защиты его подвижных элементов от попадания окалины.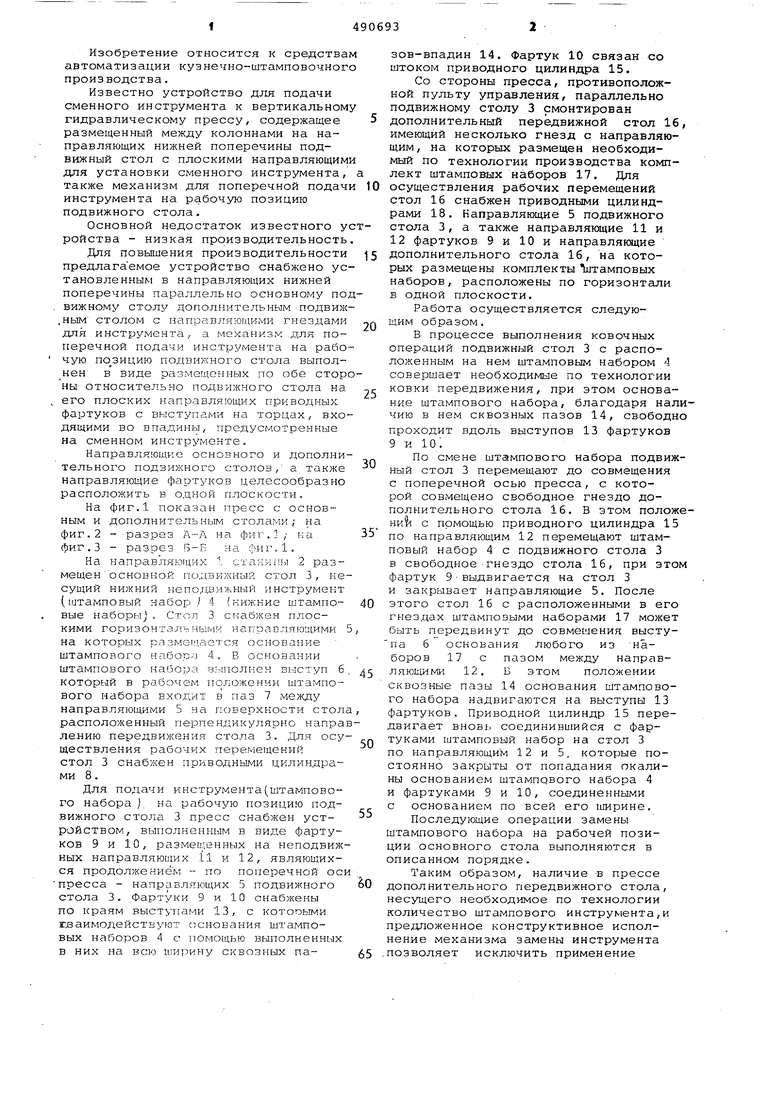
| название | год | авторы | номер документа |
|---|---|---|---|
| Ковочный комплекс | 1987 |
|
SU1532305A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Гидравлический прошивной пресс | 1973 |
|
SU481462A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для штамповки длинномерного листового материала из рулона | 1991 |
|
SU1794555A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1109321A1 |
| Устройство для отделения от стопы листовых заготовок и подачи их в зону обработки | 1983 |
|
SU1087232A1 |
| УСТРОЙСТВО ПЕРЕКРЫТИЯ ЗОНЫ ВЫДВИЖЕНИЯ СТОЛА ВЕРТИКАЛЬНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА | 2007 |
|
RU2349456C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2203802C1 |

1. УСТРОЙСТВО ДЛЯ ПОДАЧИ СМЕННОГО ИНСТРУМЕНТА К ВЕРТИКАЛЬНОМУ ГИДРАВЛИЧЕСКОМУ ПРЕССУ,содержащее размещенный между- колоннами на направляющих нижней поперечины подвижный стол с плоскими направляющими для установки сменного инструмента , а также механизм для поперечной подачи инструмента на рабочую позицию подвижного стола, отличающееся тем, что, с целью повышения производительностии улучшения условий эксплуатации пресса, оно снабжено установленным '.'в направляющих нижней поперечины параллельно основному подвижному столу дополнительным подвижным столом с направ- ляющи^•ш гнездами для инструмента,а механизм для поперечной подачи инструмента на рабочую позицию подвижного 'стола выполнен в виде размещенных по обе стороны относительно подвижного стола на его плоских направляющих приводных фартуков с выступами на торцах,входящими во впадины,предусмотренные на сменном инструменте. 2. Устройство по П.1, о т л'й- чающееся тем, что направляющие основного и дополнительного под вижных столов, а также направляющие фартуков расположены в одной плоскости.~i(Л
Фиг.1
