Изобретение относится к области обработки металлов давлением и может быть применено на прессах для прошивки заготовок.
Известны аналогичные прессы, содержащие пуансон с наконечником и установленные в направляющих контейнеродержателя, жестко связанные между собой контейнер и устройство для осуществления вспомогательных операций, поочередно перемещаемые на ось прошивки.
Однако такие прессы для прошивки заготовки имеют недостаточно высокую производительность за счет того, что смена и установка наконечника на пуансон производится вручную.
Для повышения производительности предлагаемого пресса, устройство для осуществления вспомогательных операций содержит узел смены наконечника и узел охлаждения наконечника, расположенные в одном корпусе, имеющем привод его поворота в плоскости, перпендикулярной оси прошивки, для иоочередной установки этих узлов на ось прощивки, при этом узел смены наконечника выполнен в виде гидроцилиндра с полостью для установки в ней сменного наконечника, а узел охлаждения - в виде гидроцилиндра с резервуаром для охлаждающей среды, установленного по оси, параллельной оси узла смены наконечника.
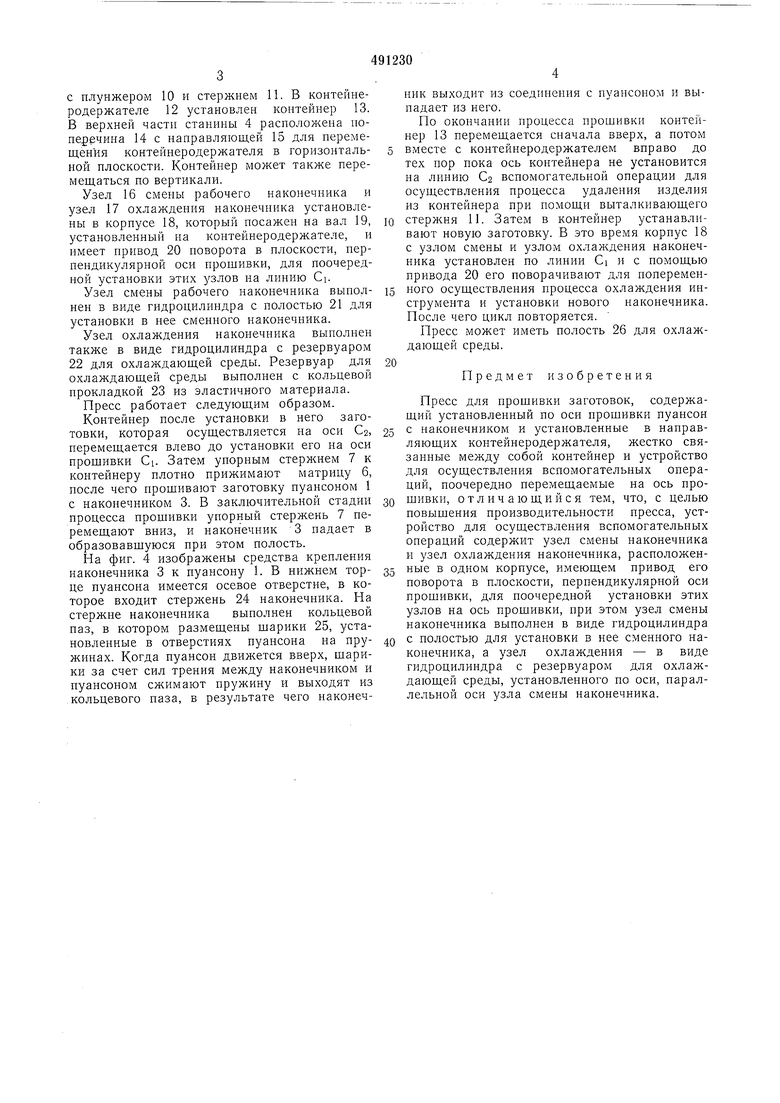
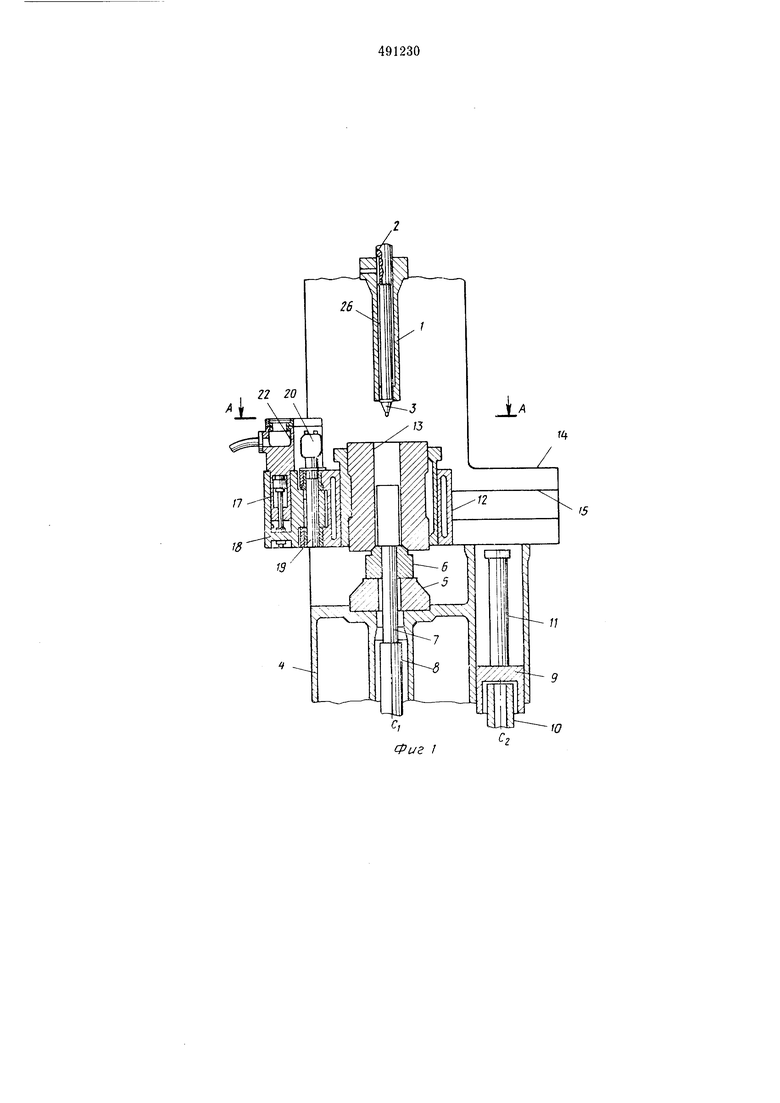
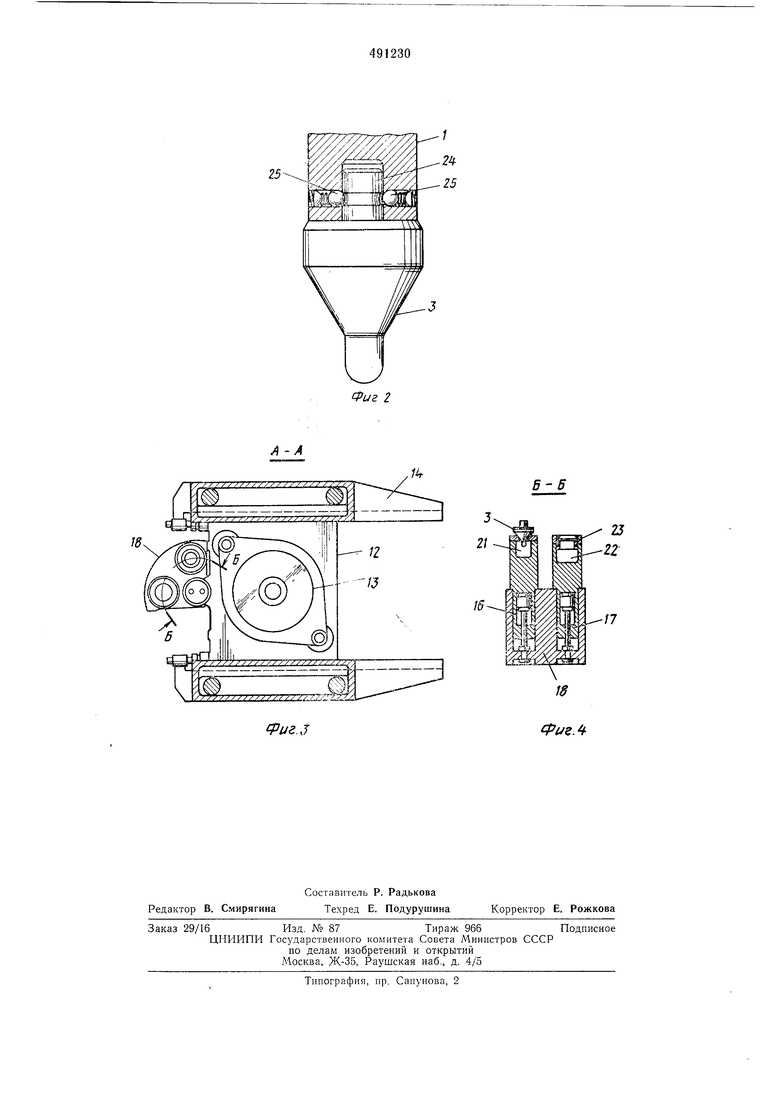
На фиг. 1 изображен предлагаемый пресс, продольный разрез; на фиг. 2 - пуансон с установленным в нем наконечником; на фиг. 3 - пресс, вид сверху (разрез по А-А
на фиг. 1); на фиг. 4 - сечение по Б-Б на фиг. 3.
Пресс снабжен средствами для прошивки и средствами для осуществления вспомогательных операций. Средства для прошивки
заготовок содержат пуансон 1, перемещаемый по вертикали с помощью привода (не показан). Сам пуансон прикреплен к держателю 2, также перемещаемому по вертикали, а к нижней его части - сменный наконечник 3.
На станине 4 пресса установлен опорный диск 5, имеющий кольцевую выемку, в которой установлена матрица 6. Через отверстия в матрице 6 и диске 5 проходит упорный стержень 7, который крепится к верхнему
концу упорного стержня 8, расположенного внутри станины пресса 4. Оси упорных стержней 7 и 8 расположены на линии С. Эти упорные стержни имеют возможность перемещения по вертикали вдоль оси Ci от
привода (не показан). В корпусе станины 4 предусмотрена полость, ось которой проходит вдоль линии выполнения некоторых вспомогательных операций С (удаления изделия и загрузка заготовки в контейнер). В этой полости установлен выталкивающий цилиндр 9 3. с плунжером 10 и стержнем И. В контершеродержателе 12 установлен контейнер 13. В верхней части станины 4 расположена попе зечина 14 с направляющей 15 для перемещения контейнеродержателя в горизонталь-5 ной плоскости. Контейнер может также перемещаться по вертикали. Узел 16 смены рабочего наконечника и узел 17 охлаждения наконечника установлены в корпусе 18, который посажеп на вал 19,ю установленный на контейнеродержателе, и имеет привод 20 поворота в плоскости, перпендикулярпой оси прощивки, для поочередной установки этих узлов на линию Сь Узел смены рабочего наконечника выпол-i5 нен в виде гидроцилиндра с нолостью 21 для установки в нее сменного наконечника. Узел охлаждения наконечника выполнен также в виде гидроцилиндра с резервуаром 22 для охлаждающей среды. Резервуар для20 охлаждающей среды выполпен с кольцевой нрокладкой 23 из эластичного материала. Пресс работает следующим образом. Контейнер после устаповки в него затотовки, которая осуществляется на оси С,25 перемещается влево до установки его на оси прощивки Ci. Затем унорным стержнем 7 к контейнеру плотно прижимают матрицу 6, после чего прощивают заготовку пуансоном 1 с наконечником 3. В заключительной стадиизо процесса прощивки упорный стержень 7 перемещают вниз, и наконечник 3 падает в образовавщуюся при этом полость. На фиг. 4 изображены средства крепления наконечника 3 к пуансону 1. В нижнем тор-35 це пуансона имеется осевое отверстие, в которое входит стержень 24 наконечника. На стержне наконечника выполнен кольцевой паз, в котором размещены щарики 25, установленные в отверстиях пуансона на пру-40 жинах. Когда пуансон движется вверх, щарики за счет сил трения между наконечником и пуансоном сжимают пружину и выходят из кольцевого паза, в результате чего наконеч4ник выходит из соединения с пуансоном и выпадает из него. По окончании процесса прошивки контейвер 13 перемещается сначала вверх, а потом вместе с контейнеродержателем вправо до тех пор пока ось контейнера не установится на линию Cz вспомогательной операции для осуществления процесса удаления изделия из контейнера при помощи выталкивающего стержня 11. Затем в контейнер устанавливают новую заготовку. В это время корнус 18 с узлом смены и узлом охлаждения наконечника установлен по линии Ci и с помощью привода 20 его поворачивают для иопеременного осуществления процесса охлаждения инструмента и установки нового наконечника, После чего цикл повторяется. Пресс может иметь полость 26 для охлаждающей среды. Предмет изобретения Пресс для ирощивки заготовок, содержащий установленный по оси прошивки пуансон наконечником и установленные в направляющих контейнеродержателя, жестко связанные между собой контейнер и устройство для осуществлепия вспомогательных операций, поочередно перемещаемые на ось прошивки, отличающийся тем, что, с целью повыщення производительности нресса, устройство для осуществления вспомогательных операций содержит узел смеиы наконечника и узел охлаждения наконечника, расположен ые в одном корпусе, имеющем привод его поворота в плоскости, перпендикулярной оси прошивки, для поочередной установки этих узлов на ось прощивки, при этом узел смены наконечника выполнен в виде гндроцилиндра полостью для установки в нее сменного наконечника, а узел охлаждения - в виде гидроцилиндра с резервуаром для охлаждающей среды, установленного по оси, пар аллельной оси узла смены наконечника.
Щ
Фиг
25
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Пресс для получения панелей прессованием | 1990 |
|
SU1712022A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| Гидропресс для прессования панелей | 1988 |
|
SU1574309A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРЯМОГО ВЫДАВЛИВАНИЯПОКОВОК | 1970 |
|
SU284605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| Устройство для транспортировки деталей | 1976 |
|
SU749367A3 |
В-В
17
