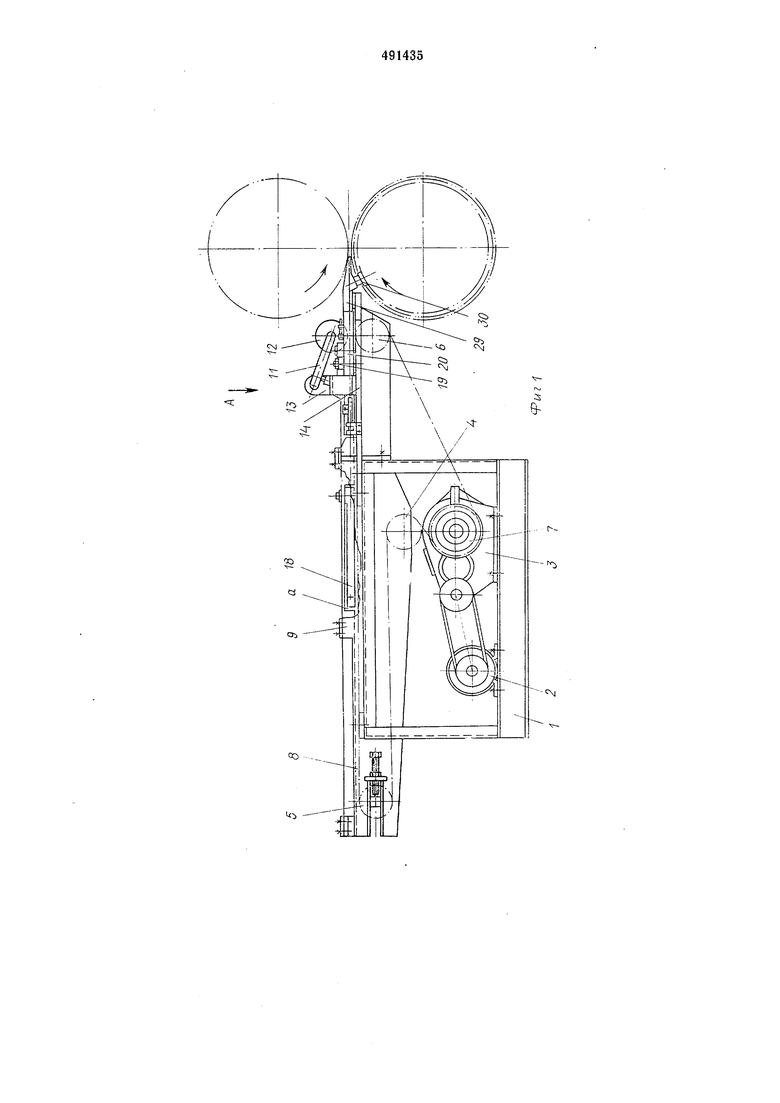
20 и 21. Рычаги для совместной работы связаны между собой планкой 22, установленной на осях 23 шарнирно. Рычаги 20 и 21 снабжены поворотными па осях 24 кулачками 25. Кулаки ориентированы друг к другу, снабжены регулируемыми ограничителями 26 и пружинами 27 растяжения для возврата рычагов 20 и 21 в исходное положение. Жесткость пружин регулируется гайками 28 натяжных устройств. На противоположных концах рычагов 20 н 21 закреплены в пазах жесткие Г-образные выступы 29. На одном из них установлен следящий ролик 30 для взаимодействия с копиром на вальпах. Жесткие Г-образные выступы снабжены иидивидуальпыми винтовыми устройствами 31 для бесступенчатой регулировки положения их одного относительно другого и осн валков вальнев. Зта регулировки достигается гайками 32. При отводе выступов заготовки на дорожках прижаты к разделителю одповременно поворотными кулаками, благодаря чему производится фиксация заготовок перед захватом их инструментом, расположенным на валках вальцев. Устройство для подачи заготовок в ковочные вальцы работает следуюи1,им образом. При пуске электродвигателя 2 приводится в движение цепь. Одновременно с пуском электродвигателя прнводятся во вращение и валкн вальцев, несущие рабочий инструмент и копир. В желоба, образованные цепью 8, разделителем 17 и бортами 9, в зоне иатяжной звездочки 5 с нагревателей по/даются заготовки, которые могут выдаваться одновременно с двух нагревателей, с каждого на свою дорожку, или с одного нагревателя до критического износа ручья инструмента, иосле чего заготовку переводом паправляюп,его элемента направляют на вторую дорожку для работы па втором ручье инструмента без его перестановки. Таким образом, заготовка, попав па цепь 8, перемещается до упора в выступ. В этот момент она оказывается прижатой сверху прижимным роликом и ориентирована с одной стороны нанравляющей щекой, а с другой - разделителем. При подходе рабочего инструмента, закренленного на валках с копиром, выступ коинра набегает на следя1ций ролик 30 и поворачивает рычаги 20 н 21, а с нимн и жесткие Г-образные выступы 30, освобождая путь заготовке. Но заготовка еще в этот момепт не движется - она прижата кулаком к разделителю 17, через мгновение заготовка выхватывается инструментом вальцев из-под кулака. После схода следящего ролика 30 с выступа на копире пружины 27 возвращают рычал ную систему в исходное положение, и очередиая заготовка перемещается до упора в выступ. Цикл работы повторяется. Режим работы линии зависит от количества нагревателей и темпа выдачи ими заготовок. Усилие прижатия заготовки кулаками и разделителю регулируется ограпичителями как в начале работы, так и при износе рабочих поверхностей кулаков и разделителя. Формула изобретения Устройство для подачн заготовок в ковочпые вальцы, содержащее приводпой транспортер, а также упор, снабженный отсекателем, кинематически связанный с вальцами, о т л и чающееся тем, что, с целью обеспечения возможности подачи заготовки в двухручьевые вальцы, оно снабжено смонтированным над транснортсром вдоль его осн разделителем; а внде планки с пазом, размещенным в пазу поворотпым направляющим элементом, а также дополнительным упором, установленным с боковой стороны транснортера си.мметрично основному и связанным с ни.м шарнирной планкой, выполненным в внде рычага с отсекателем на переднем конце и Р-образным выступом, |ipn этом отсекатели упоров выполнены в впде поворотных подпружиненных в сторону осн транспортера кулаков с регулируемыми ограпичителями.
anuo)/
CM
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи нагретых заготовок в вальцы | 1972 |
|
SU454961A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1975 |
|
SU557929A1 |
| МНОГОВАЛКОВЫЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU302144A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |